
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
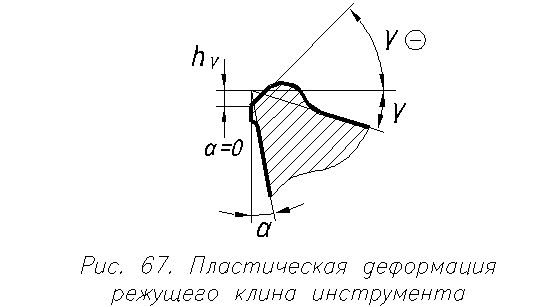
Хрупкое разрушение инструмента, пластическое течение и пластическая деформация режущего клина инструмента
В процессе резания может происходить хрупкое разрушение режущего инструмента, протекающее в виде выкрашивания режущих кромок и сколов режущей части режущего инструмента. Выкрашивание представляет собой отделение мелких частиц материала режущей кромки, вызванное наличием на ней различного рода дефектов (микротрещин, микросколов и т.д.). Сколы представляют собой отделение значительных объемов материала режущей части режущего инструмента, связанное со свойствами обрабатываемого и инструментального материала и толщиной срезаемого слоя. При высоких температурах (900º-1200º для твердосплавного режущего инструмента) в поверхностных слоях режущего инструмента может происходить пластическое течение материала инструмента, оно сопровождается вырывом отдельных твердых включений инструментального материала и пропахиванием ими контактных площадок режущего инструмента, а также «намазыванием» инструментального материала на прирезцовые слои стружки. При высоких температурах и удельных нагрузках может произойти пластическая деформация режущего клина (рис.81), которая сопровождается опусканием вершины режущего клина на величину hg, выпучиванием материала инструмента по передней и задней поверхности, что вызывает изменение геометрии режущего клина (задний угол становится равным нулю a=0, а передний угол g - отрицательным) и интенсифицирует износ режущего инструмента.
Развитие очагов износа на контактных площадках Режущего инструмента В зависимости от условий резания износ режущего инструмента может происходить: преимущественно по задней поверхности; преимущественно по передней поверхности; равномерно протекать как по передней, так и по задней поверхности.
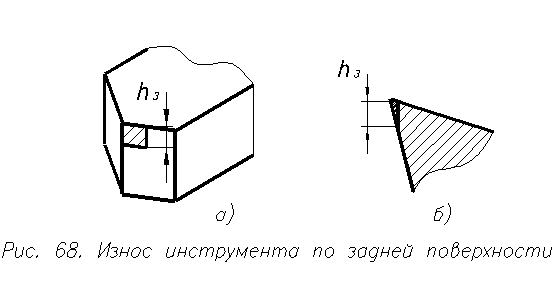
Износ режущего инструмента преимущественно по задней поверхности (рис.82) происходит при работе с малыми толщинами срезаемого слоя (а <0,1 мм), особенно при обработке хрупких материалов. На задней поверхности инструмента образуется фаска износа h3. Очертания фаски износа в главной секущей плоскости (рис.82,б) приблизительно копируют форму поверхности резания на заготовке.
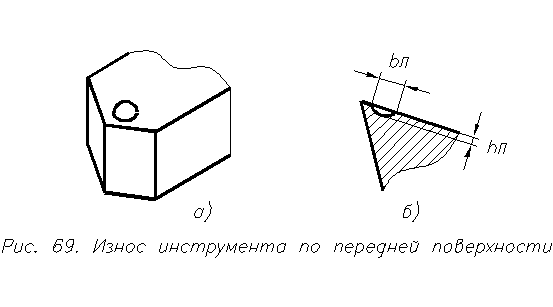
Износ режущего инструмента преимущественно по передней поверхности происходит при работе с большими толщинами срезаемого слоя (а >0,4 мм) на высоких скоростях резания, когда тепловой источник на передней поверхности значительно превышает тепловой источник на задней поверхности. Под действием сходящей стружки на передней поверхности образуется лунка износа шириной bл и глубиной hл (рис.83). Края лунки располагаются приблизительно параллельно главной режущей кромки инструмента, а длина лунки равна рабочей длине режущей кромки. Равномерный износ инструмента происходит при его работе с толщинами срезаемого слоя 0,1<= a <=0,4мм. Особенно при обработке материалов, подвергающихся упрочнению. Рассмотрим схемы износа твердосплавного и быстрорежущего инструмента (рис.84). Как видно из рис.84, а, для инструмента из быстрорежущей стали между краем лунки и режущей кромкой имеется перемычка С. Наличие перемычки связано с наростом, предохраняющим часть передней поверхности от износа. По мере увеличения времени работы инструмента размер перемычки уменьшается и в какой-то момент времени прочность ее становится недостаточной и она «прорывается», что сопровождается резким увеличением износа инструмента по задней поверхности. Зависимость величины фаски износа быстрорежущего инструмента hз от времени его работы τ представлена на рис.84, в. На данной зависимости можно выделить три участка: участок интенсивного износа или участок приработки – участок № 1, участок нормального износа – участок № 2 и участок катастрофического износа – участок № 3, вызванный «прорывом» перемычки.
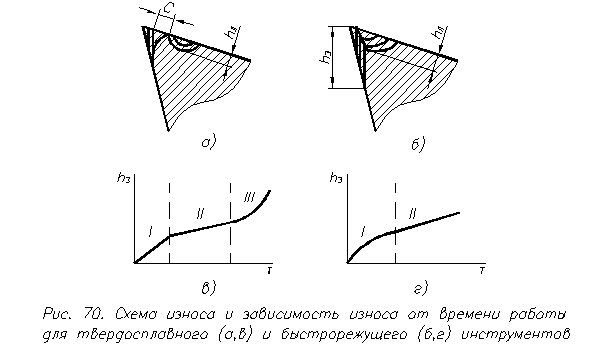
Твердосплавные инструменты работают на скоростях резания, при которых нарост не образуется. Поэтому при его износе край лунки сливается с режущей кромкой и перемычка отсутствует. При этом по мере работы инструмента происходит опускание вершины режущего клина инструмента (рис.84,б). На кривой зависимости величины износа по задней поверхности от времени работы инструмента имеется только два участка – участок приработки и участок нормального износа (рис.84,г).
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 385; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.205.5 (0.005 с.) |



