Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Анализ производства автомобильных ламп на предприятии оао «освар» ⇐ ПредыдущаяСтр 2 из 2
Предприятие выпускает свыше 500 видов светотехнических приборов, среди которых фары и подфарники, переносные лампы и плафоны салона, указатели поворота и переключатели, световозвращатели и блоки контрольных ламп, дополнительные сигналы торможения и знаки аварийной остановки. На ОАО "ОСВАР" создан центр перспективных разработок (ЦПР), который занимается проектированием светотехнических автоприборов и устройств, разработкой оснастки для их изготовления (пресс-формы, штампы, сборочные приспособления и установки). Специалисты ЦПР владеют методами автоматизированного проектирования. Разработка ММ производится в системах Unigraphics, SolidWorks. Технические оснащение предприятия включает свыше 2 тыс. единиц современного технологического оборудования отечественного и импортного производства, в том числе около 200 станков-автоматов. Предприятие обладает полным производственным циклом изготовления продукции, который включает основное и вспомогательное производства.
Рис.2. Продукция ОАО «ОСВАР» Автомобильные лампы выпускаемые предприятием соответствуют ГОСТ, ТУ, ОСТ.
Структурная схема подразделений ОАО «ОСВАР»
1.4 Схема взаимодействия процессов на ОАО «ОСВАР»
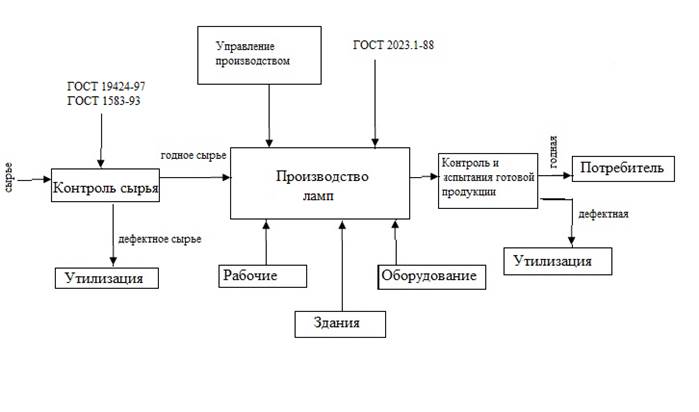
Глава 2. Анализ типового процесса на предприятии ОАО «ОСВАР» Анализ процесса производства автомобильных ламп на ОАО «ОСВАР» Процесс производства продукции является основным на предприятии. Данный процесс представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, направленных на изготовление автомобильных ламп. Схема производства автомобильных ламп представлена на рис. 4.
Рис. 4. Схема производства автомобильных ламп. Технология производства автомобильных ламп на ОАО «ОСВАР» Предприятие обладает полным производственным циклом изготовления продукции, который включает основное и вспомогательное производства. Общая площадь производственных помещений составляет порядка 65 тыс.кв. метров. Этапы производства автомобильных ламп: · Стеклянная трубка · Цоколь · Сборка ламп · Упаковка Стеклянная трубка При производстве автомобильных ламп используется стеклянная трубка класса «А» покрытая защитной пленкой, что улучшает цветопередачу, обеспечивая яркий свет.
Цоколь Корпусы цоколей, штифты штифтового цоколя и диски фокусирующего цоколя изготавливаются из стали по ГОСТ 503, ленты алюминиевой по ГОСТ 13726, ленты стальной, плакированной цветным металлом, или латуни по ГОСТ 2208, корпус цоколя S6s/10 - из латунного прутка по ГОСТ 2060, контактные пластинки цоколей и штырьки изготавливаются из латуни по ГОСТ 2208. В качестве изоляционного материала должны применяться стекло, керамика или пластмасса, эбонит. Корпуса стальных цоколей, кроме цоколей, имеющих корпус из ленты стальной, плакированной цветным металлом, должны иметь цинковое покрытие толщиной не менее 6 мкм на верхней части цоколя. Допускается пассивирование стальных цоколей. Корпуса латунных (и алюминиевых типа Е27) цоколей или из ленты стальной, плакированной латунью должны подвергаться осветлению (травлению), кроме корпуса цоколя типа S6s/10. Штырьки цоколей должны иметь никелевое покрытие толщиной не менее 6 мкм. Покрытия не должны иметь дефектов, понижающих их защитную способность и препятствующих нормальному вхождению цоколя в соответствующий калибр. Покрытия должны быть прочными и не отслаиваться от основного металла. Покрытия могут быть блестящими или матовыми. Допускается разнотонность цинкового покрытия на поверхности цоколя. Штырьки и контактные пластинки должны быть прочно соединены с изоляционным материалом. Штифты цоколя должны быть прочно соединены с корпусом цоколя. Вращение штифтов не допускается. Штырьки не должны иметь задиров, складок и других дефектов, препятствующих нормальному вхождению цоколя в соответствующий калибр. Отверстие в штырьке после сборки цоколя должно быть не менее 0,7 мм. Изоляционный материал должен быть прочно соединен с корпусом и не должен иметь трещин и сколов, влияющих на его механическую и электрическую прочность. Сборка ламп Автомобильные лампы собираются на автоматических производственных линиях, которые оснащены современными компьютерными системами. Это исключает влияние человеческого фактора на производство автомобильных ламп и обеспечивает полный контроль производства электронной системой.
Упаковка При производстве упаковки автомобильных ламп используется гофрированный картон повышенной плотности с внутренней поддерживающей вставкой, что обеспечивает дополнительную сохранность приборов освещения при транспортировке и защищает от ударов, а также качественная несмываемая полиграфия. К основному производству автомобильных ламп относятся: 1. Прессово-механическое производство. Здесь производятся стальные корпуса, контакты и другие элементы конструкций. Многопозиционная штамповка- изготовление деталей за несколько переходов на автоматических многопозиционных прессах усилием от 40 до 330 тс. Изготовление контактов, штекеров и т.п. на универсально-гибочных автоматах усилием от 5 до 12 тс. 2. Литейное производство. Изготовление из сплавов алюминия и цинка ламподержателей. Сплав: ЦАМ 4-1 ГОСТ 19424-97. Сплав: АК5М2; АК12; АК12М2 ГОСТ 1583-93 3. Цех защитных покрытий. Нанесение широкого спектра гальванических покрытий по стали и цветным сплавам: · Цинкование стальных деталей (6-15)мкм на автоматической подвесочной линии. · Цинкование стальных деталей (6-90)мкм на автоматической барабанной линии (перфорация барабана-3,5мм) · Пассивация деталей из сплава ЦАМ · Оксидирование деталей из алюминиевых сплавов. · Химическая подготовка поверхности деталей их черных металлов методом окунания и методом распыления. · Окрашивание жидкими материалами деталей из металла и пластмасс методом окунания и пневмораспыления. · Лакирование порошковым лаком деталей из черных и цветных металлов. 4. Сборочное производство. Конвейерные линии различных типов обеспечивают сборку автомобильных ламп в строгом соответствии с требованиями к качеству продукции. На заводе применяются следующие методы сборки изделий: · Склейка - соединение 2-х деталей методом нанесения клеевого жгута (холодное нанесение и горячим расплавом). · Сборка пакета деталей - соединение деталей, узлов методом механической деформации.
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 347; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.27.244 (0.01 с.) |




 1.5 Выделение типовых процессов, действующих на предприятии ОАО «ОСВАР»
1.5 Выделение типовых процессов, действующих на предприятии ОАО «ОСВАР»