Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Портальні скаль часті кондуктори
Мають портальну схему закріплення (з двох боків)
Переваги: дозволяє обробляти заготовки більших розмірів. Використовуються як на вертикально – свердлильних так і радіально – свердлильних верстатах.
Скаль частий кондуктор, бо в нього є три скалки: 2- поперечні і одна напрямна. Кондактор, бо направляє різальний інструмент в певне положення. Змінна частина включає елементи за допомогою яких заготовка притискається, базується і з елемента для направлення різального інструменту. Змінні частини проектуються під певну заготовку. При зміні заготовки використовуют іншу змінну частину. Заготовка вставляється на елементи, які її базують, таким чином вона займає потрібне положення. При цьому плита знаходиться в крайньому верхньому положенні, куди вона потрапляє за допомогою вала – шестерні. Обертальний рух передається на приводну скалку. Після підняття плита фіксується за рахунок заклинювання вала – шестерні в конічному гнізді. Оскільки між скалкою приводною і валом – шестернею є гвинтова передача, то зявляється складова яка затягується в конус. Конус заклинюється і в цьому випадку фіксується положення плити. Опускаючи приводну скалку разом з плитою трьома затискними втулками і затискними частинами 8 притискають заготовку до контакту. При цьому збільшують силу, яка прикладається до рукоятки до величини допустимої для надійного затиску заготовки. Після встановлення заготовки рукоятку повертають. Конус розклинюється, опускаючи приводну скалку. Тертя між кришкою і валом – шестернею фіксує силу затиску і плиту в крайньому положенні. Кут a виконують само гальмівним. Зубчате з’єднання вала – шестерні і приводної скалки повинно бути косозубим з кутом нахилу зуба 450. після завершення обробки піднімають приводну скалку разом з плитою. Плита закріплюється консольно, тому і скаль частий кондуктор.
Портальні скаль часті кондуктори Мають портальну схему закріплення (з двох боків)
Переваги: дозволяє обробляти заготовки більших розмірів. Використовуються як на вертикально – свердлильних так і радіально – свердлильних верстатах
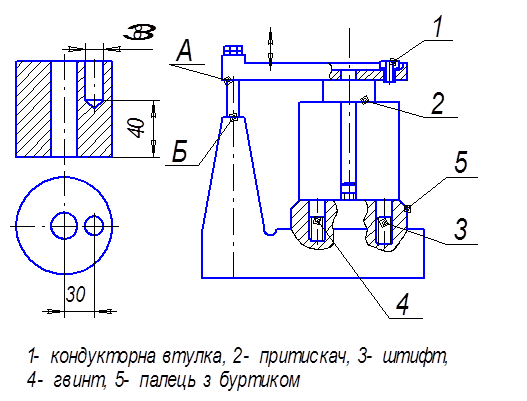
Наладки скальчатих кондукторів Наладки скальчатих кондукторів – це змінні деталі, які проектуються безпосередньо під конкретну деталь – операцію. Наладка включає в себе систему деталей, які базують заготовку, зажимають її і направляють різальний інструмент.
Здійснюється базування по площині і по циліндричній поверхні. Цей елемент складається з двох циліндричних поверхонь меншого і більшого діаметрів. Потрібно встановити наладку на столі кондуктора, щоб забузувати заготовку. Для точної фіксації заготовки в наладці використовуються гвинти і штифти. Між поверхнею А і поверхнею Б плити повинен бути зазор для притискання заготовки.
Поворотні столи Використовуються при обробці системи отворів розташованих по колу одного діаметра. Інколи поворотні столи використовуються на радіально-свердлилдьних верстатах, проте частіше вони знаходять застосування на вертикально-свердлильних верстатх.
Поворотний стіл має корпус 1, планшайбу 2. планшайба 2 здійснює обертальний рух навколо вертикальної вісі відповідного корпусу. На даній схемі механізм обертання не показаний. Для фіксації планшайби відносно корпусу є фіксатор, який може здійснювати вертикальний рух.
Для повертання планшайби необхідно поставити фіксатор в крайнє нижнє положення. Якщо деталь має систему отворів на одному діаметрі, то можна встановити заготовку на стіл. Разом зі столом її повертають і таким чином проводиться обробка системи отворів. Заготовка встановлюється в базуючи елементи, тому 6 і 7 наладки.
На планшайбу встановлюється елемент, який базує заготовку. Щоб цйе елемент був вірно розташований відносно плити він має зрізану циліндричну поверхню. Циліндрична поверхня входить в отвір в планшайбі. Кондукторна втулка розташована на відстані. Для фіксації заготовки в певному положенні базуючий елемент має різцевий хавостовик. Різцевий хвостовик виглядає, на цей хвостовик встановлюють шайбу з гайкою. При певному положенні планшайби обробляється один отвір, потім повертається на певний кут і так далі. 1,2,3,4,5,7 – елементи наладки Поворотні столи використовуються при обробці отворів розташованих з різних боків на радіально-свердлильних верстатах.
Радіальні отвори розташовані в різних точках. Поворотні столи бувають:
- одноопорні - двоопорні Однооопорні менші за габаритами і їх використовують при обробці невеликих за розмірами заготовок. Двоопорні стійки більші за розмірами і їх використовують при обробці більших за габаритами заготовок.
Одноопорні поворотні стійки
Планшайба здійснює обертальний рух навколо своєї вісі. Фіксація положення планшайби здійснюється фіксатором, який рухається горизонтально. В одному положенні він утоплюється, в другому він заходить в отвір планшайби. Планшайбу повертати не можна, керування здійснюється ногою. Ці стійки знаходяться на підлозі і такі стійки використовуються на радіально-свердлильних верстатах. При натисканні на педаль фіксатор або виходить або заходить в гніздо. Після повертання планшайби на кут педаль відпускають. За допомогою рукоятки 3 здійснюється фіксація відносно корпусу планшайби для зменшення вібрацій. Пристрій проектується під конкретну деталь. В пристрої розташовані елементи для направлення різального інструменту. Функція стійки: повертання заготовки на певний кут. Використовується в тих випадках, коли заготовка має відносно невеликі габарити, а отвір обробляється на невеликій відстані від планшайби. Двоопорні поворотні стійки Використовуються при обробці заготовок, які неможливо обробити з використанням одноопорної стійки.
Опори розташовані на плиті і в залежності від розмірів заготовки ці опори ставлять на різних відстанях. За допомогою основних опор можна повертати заготовку на певний кут. Додаткова опора підтримує заготовку. Штурвал повертає планшайбу на певний кут. Для повертання заготовки потрібно натиснути на педаль. При цьому фіксатор переміщується в крайнє ліве положення і планшайба звільняється. За допомогою штурвалу повертають планшайбу разом з пристроєм і таким чином заготовку повертають на певний кут. Після цього відпускають педаль фіксатора і фіксатор заходить в гніздо. Є механізм додаткової фіксації, але він не наведений. Права стійка підтримує пристрій. Для зрівноваження системи сил є вантажі, які врівноважують праву опору. На планшайбі і на фланці є виступи циліндричної форми призначені для вільного встановлення пристрою. Пристрій проектується під конкретну деталь – операцію. В пристрої є елементи для базування заготовки, її затиску та направлення різального інструменту. Обладнання використовується в серійному виробництві. Плаваючі столи На одношпиндельних вертикально – свердлильних верстатах доводиться обробляти систему отворів з паралельними осями. Наприклад, отвори в плиті. Так як шпиндель вертикально – свердлильного верстату не може змінювати свого положення, а стіл не дозволяє переміщувати заготовку в горизонтальній площині, то доводиться змінювати при цьому положення заготовки з її пере закріпленням. Це потребує значного часу для обробки системи отворів. Підвищити продуктивність при цьому можна з використанням плаваючого стола.
Основною частиною столу є основа, на якій розташована плита, яка відповідно змінює своє положення в двох напрямках: вправол-вліво, вгору-вниз. Для цього необхідно роз фіксувати положення плити відносно основи. Потрібно взятись за рукоятку і поставити в потрібне положення. За допомогою механізму фіксації зафіксуємо. Обробляємо один отвір. Потім піднімають різальний інструмент. Далі виставляється положення плити для обробки іншого отвору. В цьому випадку значно скорочується час на обробку заготовки.
Пристрій проектується окремо. Такий поворотний стіл використовується в умовах серійного виробництва.
Плита рухається в вертикальному напрямку. Плиту переміщують в крайнє нижнє положення, при цьому з’являється зазор між нижньою плитою і основою. Верхню і нижню плиту переміщують в крайнє нижнє положення. Потім в крайнє верхнє положення і йде фіксація верхньої плити.
Групові кондуктори Використовуються в групових технологічних процесах і в умовах серійного виробництва.
Заготовка затискається трьома кулачками. Приводом руху кулачка є пневмоциліндр. Кулачки повертаються навколо своїх осей на певний кут. Для цього в порожнину пневмоциліндру подається стиснуте повітря. Разом з поршнем рухається шток-рейка, яка знаходиться в зачепленні з зубчастим колесом 2. Це зубчасте зчеплення знаходиться в зчепленні з центральним зубчастим колесом. При обертанні обертання передається на центральне зубчасте колесо і передає рух на нижні зубчасті колеса. При повертанні проти часової стрілки зменшується відстань між кулачком і заготовкою і тим самим проводиться затиск заготовки. Кондуктор призначений для обробки центральних отворів діаметром понад 30 мм. Оскільки інструменти таких розмірів мають радіальну жорсткість, то в таких кондукторах немає елементів для направлення інструменту.
Універсальні кондуктори Використовуються в умовах серійного виробництва при обробці системи отворів різних діаметрів по колу різного діаметру в межах різних заготовок.
Оброблювана заготовка встановлюється в патрон. В корпусі кондуктора закріплюється вертикальна стійка. По стійці повзун рухається в горизонтальному і вертикальному напрямку. Рух в горизонтальному напрямку дозволяє встановлювати кондукторну втулку на різних відстанях від вісі патрона. Трикулачковий патрон здійснює обертальний рух навколо вертикальної вісі. Механізму повороту немає. Однією рукою робітник тисне нга рукоятку в опущеному стані. Вона діє на механізм фіксації, при цьому патрон повертається на кут. Після цього опускають рукоятку і фіксатор заходить в гніздо.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 281; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.141.6 (0.011 с.) |