
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Наклеивание облицовки на основу
Различают следующие способы наклеивания облицовки на основу: впритирку (наклеивание вручную) и прессование (наклеивание как вручную, так и механизированно).
Наклеивание облицовки вручную. Облицовывание впритирку натуральным шпоном является простой операцией, не требующей предварительной фуговки и стяжки кромок шпона. Сущность данной операции заключается в накладывании листов шпона внахлестку на основу, на которую предварительно нанесен столярный клей. Далее притирочным молотком или электроутюгом двигают по шпону вдоль волокон и от середины к краям, чтобы выдавить излишки клея. Сначала клей наносят под первый лист и притирают его. Затем намазывают клей под второй лист и также притирают его по всей площади. Затем ножом по линейке прорезают наложенные одна на другую кромки шпона и, слегка приподняв кромку верхнего листа, удаляют нижнюю прорезанную кромку (рис. 6.10). Полученный шов окончательно притирают. Также поступают и с другими листами шпона при облицовывании поверхностей ручным способом.
Процесс облицовывания мебельных заготовок натуральным шпоном трудоемкий и дорогостоящий. В настоящее время применение его резко ограничено в связи с появлением множества отделочных искусственных материалов. Натуральный шпон еще находит применение при изготовлении высококачественных изделий в мелкосерийном производстве, ремонте и реставрации уникальной мебели. При ручном способе прессования для облицовывания используют хомутовые и столярные струбцины.
Наиболее сложными по устройству и эксплуатации являются хомутовые струбцины (рис. 6.11), представляющие собой прямоугольную металлическую раму с винтами на верхней балке. Процесс прессования заключается в следующем. Сначала поднимают винты струбцины и на нижние балки укладывают плиты (цулаги), которые по размеру должны быть чуть больше облицовываемых плит. Затем на цулагу укладывают одну металлическую подогретую прокладку, а на нее — сформированный пакет (плиту с нанесенным на нее клеем и шпоном), который накрывают другой прокладкой. Потом подготовляют другой пакет и т. д. до полного формирования пакетов. Далее уложенные пакеты накрывают другой цулагой, на нее (под каждый ряд винтов) накладывают бруски и приступают к завинчиванию винтов с помощью специального ключа — воротка.
Заворачивать винты начинают с середины, а потом переходят постепенно к краям, чтобы выжать из-под шпона излишки клея. Последовательность завинчивания винтов показана цифрами на рис. 6.12. Облицовывание в хомутовых струбцинах производят холодным способом карбамидными и глютиновыми клеями или поли винилацетатной дисперсией, а также способом нагревания глютинового клея за счет теплоты, аккумулированной в прокладках (цинках). Прокладки нагревают до температуры 80°С; продолжительность общей выдержки 8... 25 мин, под давлением — 2... 3 ч. Температура в помещении должна быть не менее 25 °С. Облицовывание шпоном с помощью хомутовых струбцин может быть односторонним и двухсторонним, в один и два слоя. При одностороннем облицовывании шпон наклеивают только на одну из пластей основы, при двухстороннем — на обе пласти основы. Полученные таким образом детали не коробятся в процессе эксплуатации (стенки и полки мебельных изделий). Чаще всего в один слой облицовывают древесно-стружечные плиты, имеющие изотропную структуру, благодаря чему на облицованных поверхностях не появляются трещины. При облицовывании в два слоя на основу сначала наклеивают лущеный шпон, а затем строганый после полного высыхания предыдущего слоя. Иногда наклеивают вместе оба вида шпона, при этом направление волокон основы и лущеного шпона не должно совпадать, как не должно совпадать и направление волокон лущеного и строганого шпона. Облицовывание в два слоя применяют для изготовления мебели, подлежащей высококачественной отделке. Облицовывание в один слой выполняют за один прием, а в два — за два приема. При облицовывании кромок деталей широко используются искусственные материалы, например искусственный шпон. Для этого предварительно специальным клеенаносящим устройством на ленту искусственного шпона наносят клей-расплав. Затем шпон плотно прижимают к кромкам плит разогретым электроутюгом, в результате шпон прочно приклеивается к кромкам. Шпон, выступающий за пределы граней плиты по длине, обрезают специальным ножом, а кромки слегка шлифуют мелкозернистой шкуркой.
Готовые рулоны искусственных материалов с нанесенным на них клеем широко используют для облицовки кромок заготовок мебельных изделий. Заготовки выдерживают в условиях цеха и передают на дальнейшую обработку. Механизированное наклеивание облицовки (в прессах и на станках). Для облицовывания пластей щитов наиболее эффективными являются одноэтажные гидравлические проходные прессы со встроенными загрузочно-разгрузочными устройствами. Эти прессы не требуют устройства глубоких фундаментов и легко встраиваются в поточные линии простых конструкций. Кромки щитов облицовывают на автоматической линии МФК-1М, где кроме строганого шпона могут применяться различные пластики на основе бумаги. На малых предприятиях по изготовлению нестандартной мебели, а также в экспериментальных и учебных мастерских применяют двухэтажные гидравлические прессы ПГЭ-7М с обогреваемыми электричеством плитами. Ниже приведены режимы облицовывания плит в прессах ПГЭ-7М карбамидными клеями горячего отвердения. Время от момента нанесения клея до загрузки пакетов в пресс, мин, не более 20...30 Время от начала загрузки пакетов в пресс до установления полного давления, мин, не более 1,5 Температура металлических прокладок при формировании пакета, °С, не более 30 Продолжительность прессования, мин, при температуре плит, °С: 100...120 3...4 130...140 2 Удельное давление прессования, МПа 0,5... 1,0
Облицовывание кромок плит пластиком или синтетическим шпоном производят на специальных станках непрерывного действия клеем-расплавом (рис. 6.14). Свернутый в рулон 3 пластик или шпон 5 подается роликом 6 на кромку плиты 2, на которую предварительно наносится клеенаносящим валиком 1 расплав клея, находящегося в камере 4 при температуре 160...240°С. При движении плиты на конвейере 8 пластик прижимается к кромке плиты подпружиненными роликами 7 и приклеивается. В процессе изготовления мебели для кухонь и прихожих обычно применяют ламинированные плиты, поверхность которых покрыта пленкой на основе бумаг, пропитанных смолами, и не требует дальнейшей отделки. Стойкая к воздействию влаги и тепла поверхность щита получается при наклеивании на обе пласти декоративного бумажнослоистого пластика. Облицовку пластиком предпочтительно осуществлять без нагрева, при обычной температуре, в холодных плитных однопролетных прессах.
Облицовывание заготовок непрозрачными полимерными пленками, заменяющими лакокрасочные покрытия, также дает возможность без применения шпона получить готовую, стойкую к внешним воздействиям декоративную поверхность. При использовании пленок поверхность основы требует тщательной подготовки. Прессование осуществляется горячим и холодным способами в горячих и холодных плитных прессах. При горячем прессовании с охлаждением можно получить глянцевую поверхность, а также такой декоративный эффект, как тиснение. Процесс облицовывания может проводиться без применения клея, если используются самоклеящиеся пленки. Контрольные вопросы
1. Каково назначение облицовывания деталей? 2. Из каких основных операций состоит процесс облицовывания? 3. Как подготавливается основа под облицовку? 4. Каковы операции подготовки натурального шпона к облицовке? 5. Чем и как раскраивают шпон? 6. Как производится фугование кромок шпона вручную и на станках? 7. Каковы простые наборы шпона? 8. Как соединяют шпон по кромкам при склеивании его в листы? 9. Как осуществляется облицовывание шпоном впритирку и в чем заключается сущность данной операции? 10. Как и на каком оборудовании производят запрессовку деталей мебели при облицовывании? 11. Каковы виды облицовывания деталей шпоном? 12. В чем заключается сущность процесса запрессовки в хомутовых струбцинах? 13. Что вы знаете о процессе облицовывания пластей щитов в гидравлических прессах? 14. Как и на каком оборудовании производится облицовка кромок плит? 15. Какова технология облицовывания заготовок непрозрачными полимерными пленками?
|
||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1188; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.111.9 (0.012 с.) |

 Хомутовые струбцины применяют для облицовывания плит больших размеров, столярные — для небольших заготовок и криволинейн ых поверхностей, а также для облицовывания кромок щитов (см. подразд. 4.4 и рис. 4.1).
Хомутовые струбцины применяют для облицовывания плит больших размеров, столярные — для небольших заготовок и криволинейн ых поверхностей, а также для облицовывания кромок щитов (см. подразд. 4.4 и рис. 4.1). Хомутовые струбцины устанавливают на расстоянии 300... 400 мм одна от другой в зависимости от толщины применяемых цулаг (45...60 мм).
Хомутовые струбцины устанавливают на расстоянии 300... 400 мм одна от другой в зависимости от толщины применяемых цулаг (45...60 мм).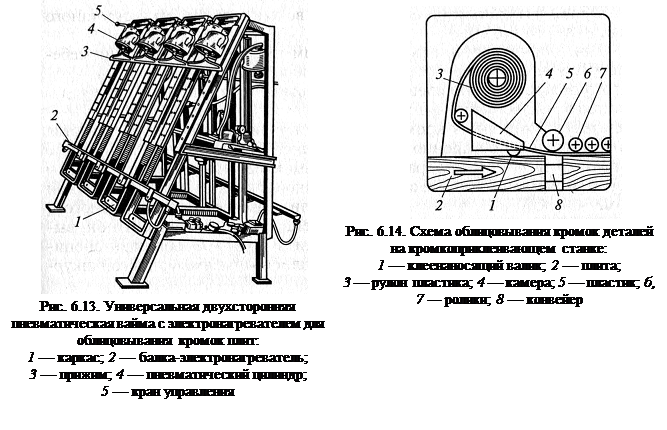 Прямолинейные кромки плит облицовывают на позиционных (ваймах) и автоматических станках. На рис. 6.13 показана универсальная двухсторонняя вайма для облицовывания прямолинейных кромок плит. На противоположных сторонах несущего каркаса 1 смонтированы пневматические цилиндры 4 с прижимами 3 и кранами управления 5 и неподвижная опорная балка-электронагреватель 2. Рабочие стороны каркаса установлены с наклоном 75° к горизонтали. На этой вайме можно облицовывать и криволинейные кромки, применяя гибкий электронагреватель на упругой прокладке.
Прямолинейные кромки плит облицовывают на позиционных (ваймах) и автоматических станках. На рис. 6.13 показана универсальная двухсторонняя вайма для облицовывания прямолинейных кромок плит. На противоположных сторонах несущего каркаса 1 смонтированы пневматические цилиндры 4 с прижимами 3 и кранами управления 5 и неподвижная опорная балка-электронагреватель 2. Рабочие стороны каркаса установлены с наклоном 75° к горизонтали. На этой вайме можно облицовывать и криволинейные кромки, применяя гибкий электронагреватель на упругой прокладке.


