Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 1. Технологическая частьСтр 1 из 5Следующая ⇒
Введение
За последние три десятилетия сфера применения экстракционных процессов в металлургии значительно расширилась. В настоящее время экстракцию применяют для очистки урана, извлечения его из растворов после выщелачивания его из рудного сырья и переработки облученного урана, также процессы экстракции широко применяют в металлургической переработке медных руд и в других металлургических производствах. Процесс экстракции возник вначале урановой промышленности, по этим причинам ее уже нельзя считать новым технологическим процессом. Однако, как и другие основные технологические процессы, экстракция в своем развитии прошла несколько стадий. Стратегией развития ядерной энергетики планируется поддержка на протяжении 2006 - 2030 гг. части производства электроэнергии АЭС на уровне, достигнутому в 2005 году (то есть, около половины от суммарного годового производства электроэнергии в Украине). Такое решение обосновывается, в первую очередь, мировыми тенденциями в энергетике, развитием инновационных ядерных технологий, наличием собственных сырьевых ресурсов урана и циркония, отсюда следует важность изучения всех процессов технологии получения урана и необходимость совершенствования методов экстракции с точки зрения экономической, экологической и технологической значимости. Экстракция применяется на ГМЗ "ВостГОК" (г. Желтые воды) для очистки раствора получаемого после сорбционного концентрирования урана. Типы экстракторов
На ранних стадиях развития и использования процессов экстракции в гидрометаллургии имелся весьма ограниченный выбор оборудования. Применялись в основном смесители-отстойники и колонные аппараты. В результате возросшего промышленного использования процессов экстракции в последующие годы ассортимент экстракционного оборудования намного увеличился. Появились колонные аппараты с перемешиванием, центробежные экстракторы, смесители - отстойники новейшей конструкции. При разработке нового экстракционного оборудования основные усилия были направлены на повышение его производительности без снижения достигнутой эффективности или же на увеличение эффективности без уменьшения производительности.
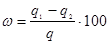
Все представленные на рис.1.1.26 экстракционные аппараты можно для удобства разделить на четыре основных типа: смесители - отстойники, аппаратыбез разделения ступеней, не имеющие устройства для принудительного перемешивания, аппараты без разделения ступеней с устройствами для принудительного перемешивания, центробежные Ниже перечислены основные преимущества и недостатки аппаратов каждого типа. Преимущества смесителей - отстойников; хорошее контактирование фаз, возможность изменения в широкие пределах соотношения фаз, малая высота, большая эффективность, большое число ступеней, надежность моделирования, низкая стоимость, невысокие эксплуатационные затраты. Недостатки: большая длительность процесса, высокие энергозатраты, большая единовременная загрузка экстрагента, большая производственная площадь, необходимость в отдельных случаях перекачки между ступенями. Преимущества аппаратов без разделения ступеней и перемешивания: низкая стоимость, недорогое обслуживание, простота конструкции. Их недостатки; ограниченная производительность при переработке фаз с малой разностью плотностей, ограниченное соотношение объемов фаз, большая высота, низкая эффективность в ряде случаев, трудность моделирования.
Рис.1.1.26 Классификация экстракторов
Преимущества аппаратов без разделения ступеней с устройствами для принудительного перемешивания: хорошее диспергирование, умеренная стоимость, большое число ступеней, относительная простота моделирования. Недостатки: ограниченная производительность при переработке фаз с малой разностью плотностей, невозможность использования для систем, склонных к эмульгированию (исключение иногда составляют пульсационные колонны), невозможность работы при высоких скоростях потоков. Преимущества центробежных экстракторов: возможность переработки фаз с малой разностью плотностей, небольшой объем, малый объем удерживания, небольшая производственная площадь, малая единовременная загрузка экстрагента. Недостатки: высокая начальная стоимость, высокие эксплуатационные затраты, ограниченное число ступеней, хотя некоторые аппараты имеют 20 ступеней.
Смесители-отстойники За последние 20 лет предложено большое число разнообразных конструкций смесителей - отстойников. Разработка ихвелась с целью уменьшениявеличины потребной производственной площади при сохранении высокой производительности и эффективности. Смешение фаз происходит обычно в камерах с мешалками, насосах - смесителях или других устройствах Отстойники могут быть простыми камерами в 2-3 раза больших размеров, чем смесители, или же иметь более сложную конструкцию, например, содержать насадку, перегородки и другие устройства, способствующие коалесценции. Для быстрого отстаивания предлагали использовать гидроциклон, в котором объединялись функции разделения фаз и массопередачи. Первые смесители - отстойники имели отдельные камеры для смешивания фаз и их отстаивания, смесь фаз из одной камеры и другую переливалась самотеком. После отстаивания фазы перекачивались на следующую стадию смешения по принципу противотока. Схема смесителя-отстойника показана на рис.1.2.1 Показатели работы таких смесителей - отстойников мало зависят от изменения производительности и соотношения объемов фаз, обеспечивая гибкость их эксплуатации. Позднее было введено перекачивание между ступенями. Примером такой конструкции является экстрактор с насосами-смесителями. В этом случае гибкость работы аппарата, естественно, значительно уменьшается, так как всякое изменение скоростей потоков фаз пли соотношения их объемов требует корректировки работы насоса для предотвращения инверсии фаз в смесителях. Экстрактор с насосами - пульсаторами обладает высокими рабочими характеристиками, обеспечивает хорошие условия для отстаивания и не требует большой единовременной загрузки экстрагента. Созданы образцы этого аппарата производительностью до 16 м/ч. Поскольку смесители-отстойники с пульсационным перемешиванием не имеют движущихся деталей, их удобно использовать для переработки ядерного топлива и в производственных помещениях, недоступных для обслуживающего персонала.
Рис.1.2.1 Схема ящичного смесительно-отстойного экстрактора: 1 - смеситель; 2 - отстойник
Объем отстойника является критическим фактором в конструкциях смесителей - отстойников. Он определяется ограничениями, налагаемыми скоростью коалесценции дисперсной фазы. Обычно дисперсная фаза стекает из смесителя в отстойник и образует эмульсионный слой над поверхностью раздела. Толщина этого слоя характеризует производительность отстойника для данного процесса экстракции. Производительность на единицу поверхности раздела для данной глубины эмульсионного слоя называется удельной скоростью отстаивания, хотя фактически контролирующим фактором является коалесценция, а не отстаивание. Толщина эмульсионного слоя увеличивается экспоненциально с ростом скорости потока, и размеры отстойников при моделировании можно увеличивать в 1000 раз. Мощность смесителя, очевидно, мало влияет на удельную скорость отстаивания. Однако было найдено, что в системе ТБФ - HNO3 - керосин скорость отстаивания изменяется с изменением химического состава, соотношения фаз и температуры. Для уменьшения размеров отстойника необходимо увеличить скорость коалесценции. Отдельными фирмами предложены различные типы смачивающихся устройств, которые необходимо устанавливать в отстойниках для облегчения коалесценции с целью уменьшения времени отстаивания.
Важнейшим фактором является скорость отстаивания и что применение насадочных материалов, например сетки из тефлона и стали, может повысить ее, способствуя тем самым увеличению производительности и сокращений затрат. показана необходимость периодической очистки сетки. Для данного раствора при различном соотношении объемов фаз любая из них может быть дисперсной. Так как массопередача и кинетика процесса часто зависят от того, какая из фаз является дисперсной, очень важно начинать работу, имея желаемую фазу в качестве дисперсной. Это достигается предварительным введением двух растворов в чан смесителя. Затем в центре выбранной сплошной фазы устанавливают импеллер смесителя и постепенно увеличивают частоту его вращения от нуля до рабочей величины. В результате этого происходит засасывание другой фазы в зону смешения, и если соотношение фаз и вязкость соответствуют необходимым значениям, то при дальнейшей работе дисперсная фаза так и будет оставаться дисперсной. Если дисперсной является тяжелая фаза и импеллер расположен в нижней части смесителя, то сначала нужно ввести легкую фазу, включить импеллер и затем подавать тяжелую фазу. По данным замеров типичная скорость смешения в дисперсной фазе составляет 10 объемов в минуту при удельной мощности смесителя 2 кВт/м3 Смесители - отстойники относительно легко эксплуатировать, они имеют довольно простую конструкцию, надежны и гибки в работе, в них отсутствует обратное перемешивание и эффективность ступени обычно всегда выше 90%. При достаточных длительности и мощности перемешивания, а также времени отстаивания, может быть достигнута фактически 100% -ная эффективность ступени. Основными недостатками смесителей - отстойников являются большая производственная площадь, которую они занимают, большое число трубопроводов технологической обвязки и высокая единовременная загрузка экстрагента, необходимая для их работы. 1.3 Использование экстракции для очистки урановых растворов ГМЗ ГП "ВостГОК"
Раздел 2. Расчетная часть
2.1 Расчет материального баланса процесса экстракции и реэкстракции урановых растворов на ГМЗ ГП "ВостГОК"
Исходные данные для расчета: GАУТК=1 т Товарный раствор: плотность - 1,1 г/см3; Органическая фаза: плотность - 0,82 г/см3; Концентрация экстрагентов: Ди-2-ЭГФК - 60 г/л; ТБФ - 60 г/л. Соотношение орг: вод. - 1: 1,5; Содержание урана в органической фазе после реэкстракции - 100 мг/л; Содержание урана в маточнике экстракции - 300 мг/л; Соотношение фаз орг.: вод. - 3: 1; Содержание урана в карбонатном растворе после реэкстракции - 6 г/л; Влажность кристаллов - не более 20%.
Приготовление экстрагента.
mТБФ = 60 г/л · 182,28 · 103 л = 1,1 · 107 г = 1,1 · 104 кг mД2ЭГФК = 60 г/л · 182,28 · 103 л = 1,1 · 107 г = 1,1 · 104 кг mУВС=182,28 · 103 л ∙ 0,82 кг/л - 2 ∙ 1,1 · 104=1,27 ∙ 105 кг.
Экстракция
Объем водной фазы Vв = 273,42 м3 Масса водной фазы mв = 273,42 · 1,1 г/л = 3,0 · 105 кг = 300, тонн Масса органической фазы mо = 182,28 · 103 · 0,82 кг/л = 149 · 103 кг = 149 тонн. Масса урана: mU = 2734,2 кг + 300 · 10-6 кг/л · 273,42 · 103 = 2734,2 + 82,03 = 2816,23 кг Концентрация урана в водной фазе после экстракции Св = 300 мг/л = 300 · 10-3г/л Концентрация урана в водной фазе после экстракции CU = 300 мг/л · 273, 42 · 103 = 10, 3
Реэкстракция
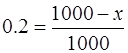
q1 = влажный продукт q2 = чистый АУТК
200 = 1000 - x X = 800 кг M = 522 г/моль U = 6 г/л
UO22+ + 4NH4HCO3 → (NH4) 4 [UO2 (CO3) 3] ↓ + HCO3-+3H+
САУТК = 13,17 г/л = 13,17 · 10-3кг/л
C = 110 г/л = 110/79 = 1,4 моль/л Vo = 182.28 м3
Содержание урана в органической фазе = 100 мл/л
mU = 800 кг + 100 · 10-6 кг · 182,3 · 10 3 л = 818,23 кг = 818,23 · 103 г
Объем органической фазы V0 = 182,28 · 103 Концентрация урана в растворе Сu = 4,5г/л Раздел 3. Охрана труда
Охрана труда - это система законодательных, социально-экономических, технических, организационных, санитарно-гигиенических или лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда. Охрана труда включает в себя организационно-правовые вопросы, технику безопасности, производственную санитарию, пожарную профилактику и радиационную безопасность. В процессе производства урана, имеют место потенциальные источники очень большой производственной опасности и травматизма. Кроме общей опасности поражения организма обычными производственными травмами, причинами которых является электрический ток, механические устройства и т.п., существует опасность химического поражения, типичного для тяжелой химической промышленности, которая имеет дело с ядовитыми и едкими веществами. Сам уран и его соединения - токсичные вреднейшие вещества, которые являются исключительно сильными ядами для живых организмов. Их вредность, сравнимая с вредностью таких общеизвестных промышленных ядов, как мышьяк, фосфор, ртуть, свинец, и т.п.
Особенно токсичны соли уранила (нитраты, ацетаты, сульфаты) - легко растворимые и хорошо усваиваемые организмами соединения. Соли 4-валентного урана также очень опасные вследствие сравнительно легкой их окисляемости. Вредность действия солей урана сказывается у млекопитающих, в том числе и у человека, на органах обмена, в первую очередь, на почках, вызывая их заболевание - нефриты. Под действием солей урана нарушается кислотно-щелочное равновесие в крови, наблюдаются изменения клеток печени и почек. При попадании солей урана внутрь организма нарушается нормальное пищеварение, поражаются слизистые оболочки внутренних органов, ухудшается свертывание крови. Подкожное вспрыскивание 1-3мг урана на 1кг веса животного (кролик, кошка, собака) вызывает смерть. Итак, физиологическая вредность урана огромная и всякое попадание этого сильнейшего промышленного яда в организм людей, даже только вследствие его общей химической токсичности, должно быть полностью исключено соответствующей организацией производственного процесса. Однако уран владеет еще и дополнительными специфическими свойствами, связанными с радиоактивностью. Поэтому на урановых предприятиях, кроме химической профопасности и токсичности урана, со всей серьезностью приходится учитывать и вредность радиоактивного излучения. Известно, что урановая руда, урановые концентраты и ряд урановых продуктов владеют α-, β - и γ-активностью, которая делает еще шире и разнообразнее "букет" вредных и опасных воздействий на организм соединений урана.
Выводы
1. В ходе дипломной работы изучено использование экстракции и реэкстракции в технологий урана в мировой практике, показано, что основной областью применения экстракции является очистка урана от примесей. 2. Изучено использование экстракции на ГМЗ ГП ВостГОК, показано, что наиболее перспективным в технологии урана является использования аппаратов типа смеситель-отстойник, обладающих высокой производительностью, при небольших производственных площадях. 3. Эффективным является использование в качестве реэкстрагента раствора гидрокарбоната аммония при этом достигается дополнительная очистка от примесей. 4. Произведен расчет материального баланса операции экстракции и реэкстракции урана, расчет противоточного каскада, расчет габаритных размеров смесителя-отстойника. Список литературы
1. Болотников Л.Е. Технологическое проектирование производств редких металлов. - М.: Металлургия. - 1973. - 470 с. 2. Вольдман Г.М. Основы экстракционных и ионообменных процессов в гидрометаллургии. - М.: Металлургия. - 1982. - 376 с. 3. Вольдман Г.М., Зеликман В.Н. Теория металлургических процессов. - М.: Интермет Инженерия. - 2003. - 464 с. 4. Громов Б.В. Введение в химическую технологию урана. - М.: Атомиздат. - 1978. - 336 с. 5. Касаткин А.Г. Основные процессы и аппараты химической технологии. - М.: Химия. - 1973. - 750 с. 6. Ритчи Г., Эшбрук А, Экстракция. Принципы и применение в металлургии. - М.: Металлургия. - 1983. - 406 с. 7. Трейбл Р. Жидкостная экстракция. - М.: Химия. - 1966. - 724 с. Введение
За последние три десятилетия сфера применения экстракционных процессов в металлургии значительно расширилась. В настоящее время экстракцию применяют для очистки урана, извлечения его из растворов после выщелачивания его из рудного сырья и переработки облученного урана, также процессы экстракции широко применяют в металлургической переработке медных руд и в других металлургических производствах. Процесс экстракции возник вначале урановой промышленности, по этим причинам ее уже нельзя считать новым технологическим процессом. Однако, как и другие основные технологические процессы, экстракция в своем развитии прошла несколько стадий. Стратегией развития ядерной энергетики планируется поддержка на протяжении 2006 - 2030 гг. части производства электроэнергии АЭС на уровне, достигнутому в 2005 году (то есть, около половины от суммарного годового производства электроэнергии в Украине). Такое решение обосновывается, в первую очередь, мировыми тенденциями в энергетике, развитием инновационных ядерных технологий, наличием собственных сырьевых ресурсов урана и циркония, отсюда следует важность изучения всех процессов технологии получения урана и необходимость совершенствования методов экстракции с точки зрения экономической, экологической и технологической значимости. Экстракция применяется на ГМЗ "ВостГОК" (г. Желтые воды) для очистки раствора получаемого после сорбционного концентрирования урана. Раздел 1. Технологическая часть
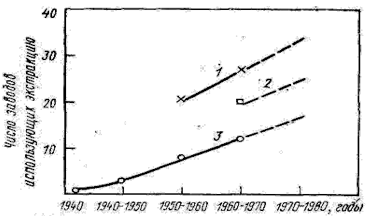
Использование экстракции в технологии урана. Мировой опыт. Экстракция урана - это процесс извлечения его из бедных водных растворов с отделением его от сопутствующих элементов в органическую фазу, не смешивающуюся с водой. Применение экстракции позволяет осуществить непрерывный высокопроизводительный технологический процесс, проводимый в сравнительно простых аппаратах. К физическим аспектам экстракции относятся в основном диспергирование двух фаз при смешении, характеристика образующихся капель, скорость и полнота разделения фаз или коалесценция. На скорость массопереноса через границу фаз наряду с другими факторами влияет распределение капель по их размерам или величина межфазной поверхности. Размеры капель в свою очередь зависят от способа перемешивания и типа смесителя, поверхностного натяжения и плотности двух фаз. При прочих равных условиях, чем мельче капли, тем выше скорость массопереноса. Однако с увеличением дисперсности капель требуется большее время коалесценции и, следовательно, больший размер отстойника. Кроме того, с уменьшением размеров капель дисперсной фазы поведение их все более и более приближается к поведению жестких сфер и скорость массопереноса уменьшается. Таким образом, выбор экстракционного оборудования определяют кинетика системы и необходимые условия диспергирования и коалесценции. Например, для систем с малой скоростью массопереноса требуется большее диспергирование, и в данном случае наиболее подходящим может быть смеситель-отстойник. В противоположность этому системы с высокой скоростью массопереноса открывают более широкие возможности для выбора оборудования. Скорость массопереноса будет также зависеть от соотношения фаз и выбора сплошной фазы. В атомной энергетике, более чем в других отраслях промышленности, используются экстракционные процессы для разделения металлов и их извлечения из руд. В атомной промышленности впервые были использованы многие экстрагенты, которые впоследствии стали применять для извлечения других металлов: сложные полиэфиры, кетоны, фосфорорганические соединения и длинно-цепочные амины. Эти экстрагенты применяли для извлечения урана, плутония и продуктов деления. На рис.1.1.1 представлены кривые, отражающие рост количества заводов урановой промышленности, где применяются экстракционные процессы.
Рис.1.1.1 Рост производства и переработки урана с применением экстракции: 1 - извлечение из руды; 2 - вторичная переработка; 3 - перечистка.
В 1942-1953 гг. при рафинировании урана применяли экстракцию нитрата уранила эфиром. С 1953 г. этот экстрагент заменили ТБФ, который применяется до сих пор. Для извлечения урана из руд экстракцию применяют с 1955 г., используя вначале Д2ЭГФК, а с 1957 г. вторичные и третичные амины (в последние годы). Процесс экстракции аминами был разработан в Окриджской национальной лаборатории. Он известен как процесс Атех. Третичные амины селективно извлекают уран в присутствии таких примесей, как железо, торий, фосфаты и редкие земли. Процесс Dapex с применением Д2ЭГФК был использован первоначально для извлечения урана из руд. Однако, экстрагент Д2ЭГФК менее селективен по отношению к урану в присутствии примесей, таких как окисное железо и редкоземельные металлы. При экстракции аминами селективность экстракции зависит от типа амина. Для третичных аминов отмечается более высокое насыщение по сравнению с вторичными аминами (рис.1.1.2)
Рис.1.1.2 Влияние структуры амина на степень насыщения и рН = 1,0 ураном (
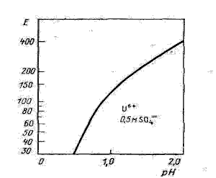
На рис.1.1.3 и 1.1.4 показано влияние рН на экстракцию вторичными и третичными аминами
Рис.1.1.3 Влияние pH на экстракцию урана (
Рис.1.1.4 Влияние концентрации сульфата на экстракцию урана (
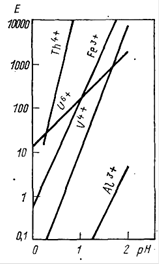
Для реэкстракции можно использовать нитраты и хлориды, но они прочно связываются с аминами и с трудом замещаются ураном при последующей экстракции. Хлориды или нитраты применимы только тогда, если перед экстракцией и после реэкстракции органический раствор промывают карбонатом натрия или едким натром. Процесс Атех с применением аминов наиболее широко применяется для извлечения урана из продуктов переработки руд. Это связано главным образом с лучшей селективностью по сравнению с процессом Dapex, в котором используются алкилфосфаты. Возможность экстракции других металлов совместно с ураном в зависимости от рН и концентрации экстрагента иллюстрирована на рис.1.1.5 и 1.1.6
Рис.1.1.5 Влияние концентрации Д2ЭГФК на экстракцию различных металлов при рН водного раствора, равном 1,0
Рис.1.1.6 Влияние рН водной фазы на значения Е для различных металлов (экстрагент - 0,1 М раствор Д2ЭГФК)
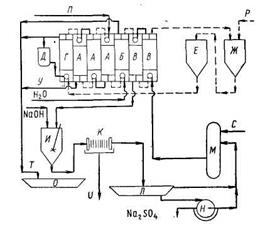
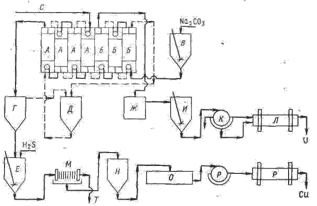
Уран из его руд можно перевести в раствор с помощью различных выщелачивающих агентов, но применяются главным образом серная кислота и карбонат натрия. В последнее время используют также карбонат аммония и (по крайней мере, на одном заводе) азотную кислоту. Для щелочных растворов не найден удовлетворительный экстрагент, способный извлекать уран в присутствии больших количеств солей и при высоких рН. Однако после выщелачивания карбонатными соединениями получают хороший продукт осаждения урана каустиком или аммиаком. Продукт осаждения обычно содержит 70-75% Рассмотрена только экстракционная перечистка сернокислотных растворов после выщелачивания руды. Раствор после выщелачивания содержит до нескольких граммов урана в литре, поэтому методы выделения и концентрирования ионным обменом или экстракцией наилучшим образом соответствуют такой ситуации. Осуществляются и тот и другой процессы, но наиболее был распространен ионный обмен. В конце 1950-х годов он стал вытесняться процессами экстракции. На новом заводе экстракция может быть дешевле ионного обмена, но для очень разбавленных растворов с концентрацией урана ~ 0,1 г/л или для растворов, содержащих такие примеси, как молибден, метод ионного обмена может оказаться предпочтительным. В некоторых случаях возможно сочетание этих технологических процессов. При максимальном объеме производства урана в период с 1950 до 1960 гг. процессы экстракции применялись на ~20 заводах. К концу 1970 г. во всем мире появилось много новых заводов, работающих по экстракционной технологии. На некоторых предприятиях извлекают уран из растворов после выщелачивания экстракцией раствором Д2ЭГФК в керосине. В качестве модификатора в раствор добавляют ТБФ, и смесь двух фосфорорганических реагентов оказывает синергетное действие на экстракцию. Перед экстракцией железо в растворе восстанавливают до двухвалентного, чтобы предотвратить его экстракцию вместе с ураном. Уран извлекают из органической фазы реэкстракцией 10% -ным раствором соды. Затем реэкстракт подкисляют серной кислотой, и осаждают уран аммиаком. Фирма "Cotter Corporation" для экстракции урана и отделения его от кобальта и никеля использует 5% -ный раствор Д2ЭГФК в керосине, содержащем 5% изодеканола в качестве модификатора. Экстракцию ведут в четыре ступени. Уран реэкстрагируют карбонатом натрия. Схема представлена на рис.1.1.7
Рис.1.1.7 Схема получения урана, разработанная "Cotter Corporations" Л - экстракция, Б - реэкстракция, В - раствор для реэкстракции, Г - извлечение экстрагента, Д - экстрагент, Е - рафинат, Ж - реэкстракт, Я - осаждение урана, К - фильтрация, JI - сушка, М - фильтрация, И - буферная емкость, О - отстаивание, Л - фильтрация, Р - сушка, С - осветленный раствор, Т - фильтрат на осаждение никеля и кобальта
Схема типичного Dapex - процесса представлена на рис.1.1.8.
Рис.1.1.8 Схема получения урана на заводе фирмы "Kerr - Me Gee": А - экстракция, Б - реэкстракция, В - восстановление железа, Г - фильтрация реэкстракта, Д - реэкстракт, Е - подкисление, Ж - осаждение, И - экстрагент, К - раствор для реэкстракции, Л - фильтрация продукта, М - рафинат, Н - Д2ЭГФК и ТБФ в керосине, О - раствор после выщелачивания.
Перед экстракцией осветленный раствор вводят в контакт с металлическим железом для восстановления окисного железа в закисное. Экстракцию проводят в четырех ступенях смесителя-отстойника раствором, содержащим 0,1 М Д2ЭГФК и 0,1 М ТБФ в керосине. Соотношение потоков регулируют так, что концентрация
Потери растворителя составляют 0,5 л на 1 Для экстракции урана можно использовать и другие экстрагенты - додецилфосфорную кислоту (ДДФК), эфиры 2, 6, 8 три-метилнонил-4. При работе с 0,1 М ДДФК концентрация На рис.1.1.9 показана схема, разработанная фирмой "Vitro Uranium Company", рассчитанная на производство - 1630 кг
Рис.1.1.9 Схема процесса на заводе "Vitro Uranium Co": А - экстракция, Б - реэкстракция, В - экстрагент, Г - реэкстракция плавиковой кислотой, Д - вода для промывки; Е - осаждение, Ж - фильтрация, И - раствор плавиковой кислоты для реэкстракции, К и Л - последовательные упаривания, М - сушка с удалением соляной кислоты, Н - конденсатор, О - разбавление, Я - осаждение, Р - фильтрация, С - сушка, Т - прокаливание, У - осветленный раствор, Ф -: рафинат на сброс, X - пар, Ц - сброс (твердого)
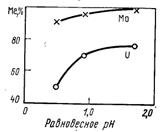
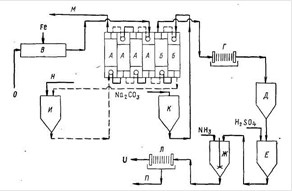
Уран из насыщенного органического раствора реэкстрагируют 10 н. НС1 в пяти ступенях. Получают реэкстракт, содержащий Впервые для экстракции урана использовали амин в 1957 г. (применяли вторичный амин LA-1 фирмы "Rohm and Haas" и центробежные экстракторы Подбильняка). В 1958 г. фирмой "Kerr-Me Gee" был построен крупнейший завод в Гранте (США), рассчитанный на переработку 3600 т руды в сутки. Исходный раствор поступает на два параллельных каскада экстракции с расходом 7,57 Если уран экстрагируют при рН = 1,5-2,5, то для системы с третичным амином в качестве экстрагента только один металл - молибден существенно сдерживает процесс. Относительные характеристики молибдена и урана при экстракции третичным амином Alamine - 336 из сернокислого раствора показаны на рис.1.1.10 Молибден экстрагируется в этом случае лучше урана. На нескольких заводах экстрагируют уран из руд по той же технологии с незначительными изменениями. Схема процесса осуществляемого на заводе фирмы "Eldorado Nuclear" показана на рис.1.1.11
Рис.1.1.10 Экстракция урана и молибдена экстрагентом Alamirte 336 нз сернокислого раствора, содержащего молибден (1,01 г/л) и уран (1,0 г/л) при использовании экстрагента состава: 0,1 М раствор Alamirte 336 и 5% -ный изодеканол в керосине при В/О = 3
Рис.1.1.11 Схема одного из процессов получения урана: А - экстракция, Б - промывка, В - карбонатная реэкстракция, Г - подкисление, Д - серная кислота, Е - экстрагент, Ж - свежий экстрагент, И - осаждение, К - фильтрация, Л - кристаллизация, М - башня карбонизации, Я - фильтр, О - хвосты, П - осветленный раствор, Р - добавление экстрагента, С - топочный газ, Т - сброс, У – рафинат
Урановая смоляная руда содержит лишь следы молибдена. Эта схема во многих отношениях типична для процессов извлечения урана аминами, которые экстрагируются вместе с ураном, никакой специальной обработки для их удаления не ведут. Поэтому постепенно молибден начинает появляться в конечном урановом осадке. Однако на нескольких заводах эта проблема была решена введением реэкстракции урана 0,1 М раствором хлорида натрия, селективно извлекающим уран и оставляющим молибден в органическом растворе. Накапливающийся молибден необходимо непрерывно удалять. Если в растворе после выщелачивания его концентрация составляет 0,0001%, то посл
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-09-03; просмотров: 54; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.243.194 (0.137 с.) |






 ) при концентраций
) при концентраций  , равной 0,5 М, 1 - первичный амин; 2 - вторичный амин; 3 - 4 моля на 1 моль урана; 4 - 6 молей на 1 моль урана.
, равной 0,5 М, 1 - первичный амин; 2 - вторичный амин; 3 - 4 моля на 1 моль урана; 4 - 6 молей на 1 моль урана.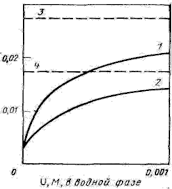


 .
.
 раствора, поступающего для переработки.
раствора, поступающего для переработки. ,
,  ,
,  и
и  экстрагируются слабо, а ионы
экстрагируются слабо, а ионы  сильно и поэтому их следует восстановить для уменьшения экстракции вместе с ураном.
сильно и поэтому их следует восстановить для уменьшения экстракции вместе с ураном.