Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
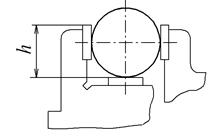
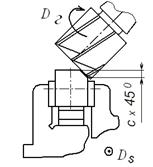
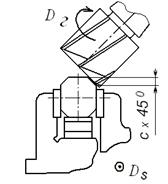
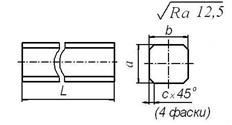
Технологическая карта последовательности изготовления детали «Брусок»
Вертикально-фрезерный станок модели 6Р10
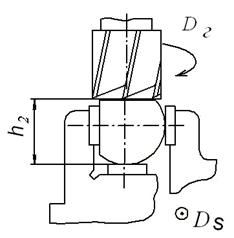
Продолжение табл. 4.7
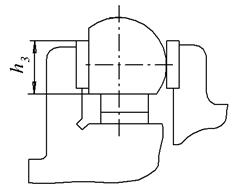
Продолжение табл. 4.7
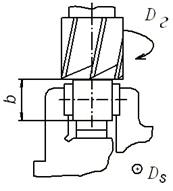
Продолжение табл. 4.7
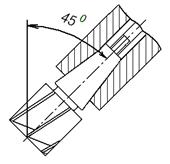
Продолжение табл. 4.7
Окончание табл. 4.7
Задание: «Описать характеристики используемых фрезерных станков и последовательность изготовления детали, привести параметры режима резания и перечень технологической оснастки, представить результаты измерения размеров изготовленной детали». 3. Наименование и характеристика горизонтально- или вертикально-фрезерного станка: наименование, модель, технологические возможности, части и узлы станка. 4. Виды движений узлов станка (по форме таблицы 4.8). Таблица 4.8 Узлы станка и размерность скорости их движений
5. Чертёж изготавливаемой детали «Брусок» (см. таблицу 4.7). 6. Эскиз технологического перехода с указанием получаемого размера и шероховатости обработанной поверхности (даётся по заданию преподавателя). 7. Расчёт частоты вращения шпинделя, подачи в минуту и числа рабочих ходов, устанавливаемых на станке при выполнении заданного преподавателем перехода. 8. Перечень применяемых при выполнении технологического перехода приспособлений, режущих, вспомогательных и измерительных инструментов.
9. Результаты контроля размеров изготовленной детали, представленные в форме таблицы 4.9. Таблица 4.9 Результаты измерения детали «Брусок»
10. Выводы.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 668; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.107.241 (0.009 с.) |
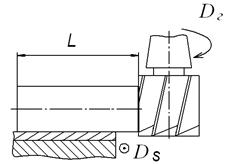
 Заготовка: диаметр ‑ D, длина ‑ 125 мм; материал – сталь Ст. 3
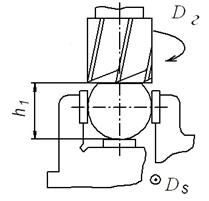
Заготовка: диаметр ‑ D, длина ‑ 125 мм; материал – сталь Ст. 3