
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Лабораторно-практична робота №2Стр 1 из 4Следующая ⇒
ЛАБОРАТОРНО-ПРАКТИЧНА РОБОТА №2 Вимірювання деталей Мікрометричними інструментами Мета роботи – ознайомлення з конструкцією мікрометричних інструментів та методикою вимірювання лінійних і діаметральних розмірів деталей гладкими мікрометрами, мікрометричними глибиномірами і мікрометричними внутрішньомірами. Загальні відомості Метод вимірювання за допомогою мікрометричних інструментів контактний, абсолютний. Основним вузлом цих інструментів є гвинтова пара (гвинт – гайка), яка перетворює обертовий рух мікрогвинта на поступовий рух гайки. Мікрометричні інструменти мають дві шкали: поздовжню на стеблі і кругову 2 на барабані (рис. 6). Поздовжня шкала має два ряди штрихів, розміщені з двох боків горизонтальної лінії і зміщені між собою на 0,5 мм, тобто створено шкалу з ціною поділки 0,5 мм, що дорівнює кроку мікрогвинта. Кругова шкала має 50 поділок (ціна поділки – 0,01мм).
Рис. 6. Шкали мікрометричних інструментів (гладкого мікрометра)
По поздовжній шкалі відраховують цілі міліметри і 0,5 мм, по круговій шкалі - десяті і соті частки міліметрів. Приклад відліку розміру показано на рис. 6, де торець барабана 2 зайняв положення за вертикальною поділкою стебла 1, яка дорівнює 12,5 мм. З поздовжньою (горизонтальною) лінією збігається штрих 22 барабана. Заміряний розмір матиме: 12,5+0,22=12,72 мм. Сьогодні приладобудівна промисловість випускає такі мікрометричні інструменти: мікрометри гладкі, мікрометричні глибиноміри, мікрометричні нутроміри, спеціальні мікрометри – листові, трубні, зубомірні, різьбові. Перед вимірюванням завжди здійснюють перевірку нульового встановлення мікрометричних інструментів. а) Гладкий мікрометр (рис.7) застосовують для перевірки плоских і циліндричних деталей, а також для спеціальних вимірювань; при цьому перевірку правильності встановлення “на нуль” виконують у такій послідовності.
Рис. 7. Гладкий мікрометр
· обертають цифровий барабан 6 разом з мікрометричним гвинтом 5 за тріскачку 7 до змикання вимірювальних поверхонь торців мікрогвинта 5 і п’ятки 2 (до моменту прокручування тріскачки); · під час контакту вимірювальних поверхонь конусний торець цифрового барабана повинен зупинитися на початковій нульовій поділці шкали стебла, а нульова поділка цифрового барабана повинна розташуватись напроти поздовжнього штриха на стеблі 3. У стеблі запресовано різьбову гайку 4, для її стягування служить конусна гайка 9.
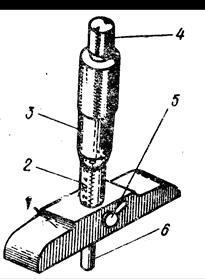
У разі неправильного налагодження „на нуль” мікрометра необхідно: · закріпити стопором 10 мікрогвинт 5; · звільнити корпус цифрового барабана 6 від мікрогвинта 5; для цього лівою рукою притримати скобу 1 і корпус барабана 6, а правою рукою відкрутити накидну гайку; · повернути корпус барабана 6, що вільно сидить на мікрогвинті 5, (повертають так, щоб здійснити встановлення „на нуль”); · з’єднати цифровий барабан 6 з мікрогвинтом 5, при цьому, притримуючи корпус барабана 6, закрутити накидну гайку 8. Під час перевірки мікрометрів з межами вимірювання 25...50, 75...50мм тощо торці мікрогвинта і п'ятки приводять до змикання зі спеціальною циліндричною встановлюваною мірою або з плоскопаралельною кінцевою мірою довжини розміром, рівним нижній межі вимірювання мікрометра, тобто 25, 50 мм тощо. Вимірювання гладким мікрометром виконують у такій послідовності: · встановлюють вимірювану деталь між поверхнями мікрогвинта 5 і п'ятки 2 і, обертаючи за тріскачку 7, доводять вимірювальні поверхні до контакту з поверхнею деталі; · закріплюють мікрогвинт 5 стопором 10; · здійснюють відлік розміру на стеблі 3 за шкалою з ціною поділки 0,5 мм навпроти торця цифрового барабана 6; · здійснюють відлік розміру за другим відліковим пристроєм за шкалою з ціною поділки 0, 01 мм, нанесеною на конусній поверхні барабана 6; · визначають розмір деталі сумуванням показів двох відлікових пристроїв (цілі і половини міліметра — за шкалою стебла, а соті частки міліметра — за шкалою барабана), а одержані результати заносять у звітну форму 2; · допустимі похибки показів мікрометрів з межами вимірювання до 25 мм, 50 мм, 75 мм, 100 мм становлять ±4 мкм, а з межами вимірювання 125 і 150 мм – 5 мкм. Для меж вимірювання до 175 і 200 мм допустимі похибки 6 мкм і для меж вимірювання 225, 250, 275 і 300 мм – 7 мкм. б) Мікрометричний глибиномір (рис. 8) призначено для вимірювання глибин пазів, глухих отворів, довжин і висот ступінчастих деталей. Перевірку його налагодження “на нуль” виконують у такій послідовності:
Рис.8. Мікрометричний глибиномір
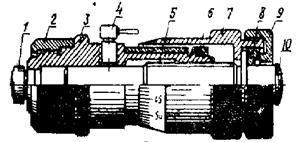
· встановлюють траверсу 1 глибиноміра на перевірну плиту; · вигвинчують вимірювальний стержень 6 до дотику з плитою; · обертають барабан 3 за допомогою тріскачки 4 і притискають траверсу до плити. При правильному налагодженні торець конусної поверхні барабана при дотику стержня 6 з плитою повинен зупинитися навпроти першого нульового штриха на стеблі 2, а нульовий штрих цифрового барабана 3 повинен зайняти положення навпроти поздовжнього штриха цього ж стебла. У разі неправильного налагодження необхідно: · закріпити вимірювальний стержень 6 за допомогою стопора 5; · відгвинтити накидну гайку з тріскачкою 4; · встановити барабан 3 так, щоб навпроти поздовжнього штриха стебла 2 розташувалася нульова поділка, при цьому лівою рукою необхідно притримувати корпус барабана 3; · загвинтити накидну гайку і повторно перевірити налагодження „на нуль” глибиноміра. Процедуру відліку розміру вимірюваного об’єкта здійснюють за аналогією вимірювання гладким мікрометром. До комплекту мікрометричного глибиноміра з межами вимірювання 0-100 мм входять встановлювані міри, виконані у вигляді циліндрів з плоскими вимірювальними торцями, число і розміри яких залежать від числа змінних стержнів, що встановлюють у торець вимірювального гвинта. в) Мікрометричний нутромір (рис. 9) призначено для вимірювання внутрішніх отворів середніх і великих діаметрів гільз, втулок, корпусних деталей тощо.
Рис. 9. Мікрометричний нутромір
Налагодження мікрометричного нутроміра „на нуль” здійснюють за кінцевими мірами або за спеціальною скобою так: · вводять у скобу мікрометричний нутромір з встановленою запобіжною гайкою 2; · вигвинчують мікрометричний гвинт 5 до контакту поверхонь сферичних наконечників 1 і 10 із поверхнями скоби або встановлювальних мір, при цьому притримують нутромір за стебло 3 і обертають барабани 7; · закріплюють мікрогвинт стопором 4; · перевіряють встановлення „на нуль”. При правильному встановленні навпроти поздовжнього штриха основної шкали повинна знаходитись нульова поділка шкали барабана. У разі неправильного налагодження необхідно: · закріпити мікрометричний гвинт 5 стопором 4; · відгвинтити накидну гайку 9 і відрегулювати положення цифрового барабана 7, добиваючись збігу нульового штриха цифрового барабана з поздовжнім штрихом стебла; · загвинтити накидну гайку 9 і перевірити встановлення „на нуль”. Вимірювання мікрометричним нутромітром виконують у такій послідовності: · збирають нутромір зі вставками регламентованих розмірів і перевіряють правильність встановлення „на нуль”; · вводять мікрометричний нутромір у вимірюваний отвір деталі; · обертають накладне кільце барабана 7 і підводять вимірювальні наконечники 1 і 10 до контакту зі стінками отвору; · фіксують мікрогвинт стопором 4; · здійснюють відлік внутрішнього розміру з урахуванням регламентованих вставок, а одержані результати заносять у звітну форму 2. Допустимі похибки показів нутроміра при контролі розмірів до 125 мм становлять ± 8 мкм, при розмірах більше 125 до 200 мм – 10 мкм, при розмірах більше 200 до 325 мм – 12 мкм, а для розмірів більше 325 до 500 мм – 15 мкм.
Зміст звіту Зміст звіту повинен відповідати індивідуальному завданню і містити: 1. Мету роботи і короткі загальні відомості. 2. Ескізи вимірюваних деталей із заміряними розмірами та встановленими відхиленнями від номінального розміру. 3. Схему вимірювання заданої деталі мікрометром, шкалу і схему відліку цього розміру. 4. Метрологічні характеристики гладкого мікрометра, мікрометричного глибиноміра, мікрометричного нутроміра (межі вимірювання, ціну поділки основної шкали і шкали ноніуса, точність відліку та похибки інструменту), які звести у звітну форму 2 (завдання 4). 5. Результати вимірювань подати у звітну форму 2 (завдання 1, 2, 3). 6. Ескіз одного з мікрометричних інструментів і назви складових частин. 7. Висновок про придатність деталі відповідно до допустимих відхилень від номінального розміру.
Контрольні запитання та завдання 1. Назвіть основні деталі гладкого мікрометра та принцип його налагодження на „нуль”. 2. Назвіть основні деталі мікрометричного глибиноміра та принцип його налагодження на „нуль”. 3. Назвіть основні деталі мікрометричного нутроміра. 4. Як визначити точність відліку мікрометричного інструменту за ноніусом?
Список рекомендованої літератури: [ 5;6;11 ]. Загальні відомості Метод вимірювання приладами з індикаторами – контактний, відносний. Разом із пристроями ці прилади використовують для прямих вимірювань. Широкого розповсюдження із приладів цієї групи набули індикатори годинникового типу ИЧ-2, ИЧ-5, ИЧ-10, важільно-зубчасті моделі ИРБ та багатооборотні моделі 1МИГ, 2МИГ, 050205. а) Індикатор годинникового типу випускають промисловістю з ціною поділки 0,01 мм та діапазоном вимірювання 0...2 мм; 0...5 мм; 0...10 мм; 0...25 мм і 0...50 мм. Межі допустимої похибки показів – 0,004...0,010 мм (з шкалою); 0,01...0,04 – у діапазоні вимірювання. Конструкція індикаторів типу ИЧ-2, ИЧ-5, ИЧ-10 зображена на рис.10. З корпусом 1 вільно з'єднано обідок 4 і шкалу 3. Вони можуть повертатися відносно корпусу індикатора, що дозволяє сумістити будь-який штрих шкали зі стрілкою 6. Для фіксації шкали слугує гвинт 2. Для визначення кількості обертів стрілки слугує мала стрілка 5 зі своїм циферблатом. Вимірювальний стержень 9 переміщується по напрямній гільзі 8. На торці вимірювального стержня знаходиться наконечник 10.
Індикатор закріплюють до вимірювальних пристроїв за допомогою вушка 7 або гільзи 8. Кінематичну схему індикатора годинникового типу зображено на рис. 11. Основна шкала індикатора має 100 штрихів з ціною поділки 0,01мм. Один оберт стрілки відносно шкали відповідає переміщенню вимірювального стержня на 1мм. Переміщення вимірювального наконечника передається рейково-зубчастим зачепленням через зубчасті колеса z1, z2, z3, z4 до основної і малої стрілок. Передавальне відношення важільно-зубчастого механізму індикатора підраховують за формулою
де m - модуль рейково-зубчастого зачеплення; z1, z2, z3 – числа зубів зубчастих коліс; R стр – довжина стрілки.
Рис.10. Індикатор Рис.11. Кінематична схема годинникового типу індикатора годинникового типу Індикатор важільно-зубчастий (рис.12,а) служе переважно для вимірювання відхилень від заданої геометричної форми у важкодоступних місцях. Ціна поділки шкали - 0,01 мм; границі вимірювання ±0,5 мм. Індикатор складається з корпуса 3, обідка 4, гільзи 2 і стержня 7, стрілки 5 і повідка 6 для зміни напряму ходу стрілки. Вимірювальний важіль, закріплений на фрикційному шарнірі, має можливість встановлювання в потрібному положенні. Принципову схему важільно-зубчастого індикатора зображено на рис.12,б. Відхилення вимірювального важеля 1 від встановленого положення створює поворот важеля 8 і зубчастого сектора 12. Із зубчастим сектором є в постійному зачепленні зубчасте колесо 9, на осі якого насаджено стрілку 5, повідок 10, який слугує для зміни напряму руху стрілки індикатора, а пружина 11 — для усунення люфту.
а) б) Рис.12. Індикатор важільно-зубчастий: а) – загальний вигляд; б) – кінематична схема Для закріплення індикатора слугують стояки та штативи. До найбільш поширених треба зарахувати: а) стояки універсальні; б) стояки з круглим столом; в) стояки з квадратним столом. Універсальний штатив (рис. 13) має сталеву або чавунну основу з Т- подібним пазом. Уздовж паза переміщується сухар, в якому закріплено стояк 8. Положення стояка фіксує гайка 11. Зі стояком за допомогою розрізної муфти 2 з'єднано стержень 10, який встановлюють під будь-яким кутом до стояка 8. Положення стержня 10 відносно стояка 8 фіксують гайкою 9. Індикатор закріплюють у стержні 5 і затискують гвинтом 3. Стержень 5 з'єднують зі стержнем 10 муфтою 7 і фіксують гайкою 6. Стояки легкого типу з круглим столиком (рис. 14, а) і з квадратним столиком (рис. 14, б) слугують для вимірювання деталей з розмірами не більше ніж 125 мм або 200 мм. Вони складаються з основи 1, столика 2, кронштейна 3, до якого закріплюють гвинтом 4 індикатор 5, колонки 6 і гвинта 7, який фіксує положення кронштейна відносно столика. Під час встановлення і зняття вимірюваного об’єкта необхідно збільшити розмір Б, піднімаючи стержень за допомогою головки А.
а) б) Рис. 13. Універсальний штатив Рис. 14. Стояки легкого типу: а - з круглим столиком; б - з квадратним столиком
У стояку з квадратним столиком тримач 9 закріплюють у кронштейні 3 і фіксують гвинтом 8.
У роботі індикатор закріплюють у стояку з квадратним столом, де визначають радіальне і торцеве биття діаметрів вала або відхилення кута конуса від номінального розміру конічної деталі. Вимірювання радіального та торцевого биття вала проводять у такій послідовності: · збазовують вал на центрувальні отвори або на призми крайніми шийками; · закріплюють індикатор у стояку і підводять до вала так, щоб його наконечник торкався поверхні шийки, а вісь стержня індикатора була перпендикулярна осі вала, при цьому індикатор повинен мати натяг 1...2 мм (1...2 оберти стрілки); · встановлюють нульову поділку шкали навпроти основної (великої) стрілки поворотом обідка індикатора; · повертають вал вручну на повний кут і визначають найбільше і найменше відхилення індикатора. Для визначення торцевого биття вала підводять індикатор так, щоб забезпечити дотик його наконечника з торцевою поверхнею шийки. б) Синусну лінійку (рис.15) застосовують для визначення відхилення кута конуса від номінального розміру деталі, і вона являє собою стальну плиту з двома прикріпленими до неї циліндричними роликами 2 однакового діаметра і планки 3. Основними розмірами синусної лінійки є відстань між роликами L (100 або 200 мм) і ширина лінійки В.
а) б) Рис.15. Синусна лінійка: а-вузька; б-широка
Вимірювання синусною лінійкою проводять у такій послідовності: · маючи кут конуса, підраховують розмір блоку кінцевих мір Н за формулою H = L·sin2a, де l — базова відстань між роликами, мм; 2a — кут конуса; · підбирають блок кінцевих мір розміром Н; · вставляють синусну лінійку на перевірну плиту і під один із роликів підкладають блок кінцевих мір висотою Н (рис. 16); · деталь встановлюють на синусну лінійку; · наконечник індикатора зістиковують з верхньою твірною конуса на відстані 3...5 мм від торця, де в точці а шкалу індикатора виводять на нуль; · перемістивши штатив з індикатором у другий кінець деталі, наконечник індикатора зістиковують з твірною конуса на відстані 3...5 мм від другого торця, де в точці б зчитують покази індикатора; · вимірюють масштабною лінійкою відстань l між точками а і б і визначають величину та знак відхилення кута конуса від його номінального розміру ∆К за формулою ∆К= де п – покази індикатора [мм] в точці б з відповідним знаком (+ або -); l - відстань між точками а і б, мм; · вираховують похибку кута конуса від його номінального розміру в кутовій мірі ∆a=∆К·2·105 с, де · формулюють висновки про придатність деталі зіставленням одержаних результатів з допустимими відхиленнями від конусності, а одержані результати заносять у звітну форму 3.
Рис. 16. Вимірювання конусності
в) Індикаторні нутроміри (рис. 17) слугують для вимірювання внутрішніх отворів деталей і випускаються з межами вимірювання від 6 до 1000мм (6...10 мм; 10...18 мм; 18...35 мм тощо). Допустима похибка показів приладу при вимірюванні діаметрів від 6 до 50 мм становить ±0,015мм, для діаметрів від 50 до 250 мм - ±0,020 мм, для діаметрів більше 250 мм - ±0,025 мм. Нутромір складається з корпусу 5, з’єднаного трубкою 4 з кожухом індикатора 3. У верхній частині трубки 4 розміщено індикатор 7, у напрямній втулці корпусу 4 розташовано шток 9, що контактує з індикатором 7. На корпусі 4 з боку рухомого стержня 2 розміщено центруючий місток 14 (рис. 15, б). Перед вимірюванням нутромір встановлюють у нульове положення за атестованим кільцем, блоком кільцевих мір або за мікрометром, встановленим на розмір, який дорівнює номінальному розміру гільзи. Встановлення на „нуль” виконують у такій послідовності: · закріплюють змінний нерухомий стержень і індикатор у корпусі нутроміра; при цьому довжину стержня вибирають, виходячи з номінального розміру гільзи (вимірюваної деталі); · перевіряють встановлення на „нуль” мікрометра і налагоджують його на номінальний розмір, що підлягає контролю; · вводять вимірювальні поверхні рухомого та нерухомого стержнів нутроміра між вимірювальні поверхні п’ятки і гвинта мікрометра; · вигвинчують рухомий стержень нутроміра доти, доки стрілка індикатора не зробить один або два оберти, щоб забезпечити запас ходу (натяг) стержня нутроміра; · фіксують змінний стержень контргайкою і встановлюють шкалу індикатора на „нуль”; · виводять нутромір із положення між п’яткою і гвинтом мікрометра. Вимірювання внутрішньоміром проводять так: · вводять встановлений „на нуль” нутромір в отвір гільзи, при цьому відтискають центруючий місток, а корпус приладу повертають на невеликий кут від осі отвору деталі; · перехиляють нутромір з положення А в положення Б (рис.17) і знаходять найменше значення показу, що відповідає діаметру отвору; · процедуру вимірювання повторюють у трьох перерізах по висоті гільзи в точках (1-1, 2-2, 3-3) і двох взаємно перпендикулярних напрямах (І-І; ІІ-ІІ), повертаючи нутромір або деталь на 90°;
Рис.17. Вимірювання отвору індикаторним нутроміром
●визначають відхилення від номінального діаметра отвору в положеннях I-I –II-II для перерізів 1-1, 2-2, 3-3, за якими підраховують дійсні діаметри отвору гільзи: Dд= Dн±∆, де Dн- номінальний діаметр отвору; ∆ - похибка. Геометричну форму деталі з похибкою на овальність, бочкоподібність чи конусність підраховують за формулою ∆ = Dмах – Dмін, де Dмах (Dмін) – найбільший і найменший діаметри отвору гільзи в трьох точках 1-1,2-2,3-3, одержаних після замірів у перетинах I-I –II-II.
Зміст звіту Зміст звіту повинен відповідати індивідуальному завданню і містити: 1. Мету роботи і короткі загальні відомості. 2. Ескізи вимірюваних деталей із заміряними розмірами та встановленими відхиленнями від номінального розміру. 3.Схему вимірювання конусності синусною лінійкою. 4.Метрологічні характеристики штангенциркуля, мікрометра, індикатора годинникового типу, індикаторного нутроміра, які звести у звітну форму 3 (завдання 4). 5.Результати вимірювань, які подати у звітну форму 3 (завдання 1,2,3). 6.Ескіз індикаторного нутроміра і назви його складових частин. 7.Висновок про придатність деталі відповідно до допустимих відхилень від номінального розміру. Питання для самоконтролю 1. Вкажіть сфери застосування індикаторних інструментів. 2. Опишіть будову індикаторів годинникового типу. 3. Наведіть точнісну і конструктивну характеристики індикаторів годинникового типу. 4. Опишіть будову синусної лінійки і принцип вимірювання нею. 5. Опишіть будову і призначення індикаторного нутроміра. Техніка вимірювання. 6. Наведіть переваги індикаторних нутромірів порівняно з мікрометричними інструментами. 7. Поясніть призначення вимірювального містка індикаторного нутроміра. 8. Назвіть пристрої, в яких застосовуються індикаторні інструменти. Загальні відомості Профіль різьби та основні її параметри, допуски і посадки регламентовано стандартами. На рис.18 показано профіль метричної різьби з позначенням основних параметрів згідно з ДСТУ 2497-94.
Рис.18. Основні параметри метричної різьби
Параметри циліндричної різьби: середній d2(D2), зовнішній d(D) і внутрішній d1(D1) діаметри зовнішньої (внутрішньої) різьби; крок Р, кут профілю a; висота вихідного трикутника Н; робоча висота профілю Н1 =5/8 Н. Для вимірювання параметрів різьби застосовують в основному засоби спеціального призначення: різьбоміри, різьбові мікрометри, калібровані дротинки тощо. а) Різьбомір (рис. 19) має набір різьбових шаблонів з різними кроками, намаркованими на шаблоні. Різьбовий шаблон — це стальна пластина із зубцями, профіль яких аналогічний профілю різьби. Крок різьби визначають накладанням шаблона на витки різьби і перевіряють на просвіт. Різьбові шаблони з різними кроками різьби комплектують наборами (з кроком від 0,4 до 6 мм).
Рис.19. Різьбомір
б) Різьбовий мікрометр (рис. 20, а) призначено для вимірювання середнього діаметра різьби і відрізняється від гладких мікрометрів наявністю глухих отворів у п’ятці 2 і торці мікрогвинта 5, в які вводять спеціальні вимірювальні вставки (гребінчаста вставка 3 з’єднується з п’яткою, а конічна 4 – з мікрогвинтом). Вставки комплектуються парами для вимірювання різьб різних кроків. Мікрометр 0...25 мм для вимірювання метричних різьб комплектується п’ятьма парами вставок, для кроків 0,4...0,5 мм; 0,6...0,8 мм; 1...1,5 мм; 1,75...2,5 мм; 3...4,5 мм.
а б Рис. 20. Різьбовий мікрометр: а – загальний вигляд; б – схема заміру.
Встановлення різьбового мікрометра „на нуль” аналогічне гладкому мікрометру (гайкою 10, що знаходиться на барабані 7, або регульованою п'яткою 2). Для встановлення на нуль мікрометрів із межами вимірювань 25...50; 50...75 мм і т. д. передбачено встановлювальні міри 9. Під час встановлення мікрометра „на нуль” і вимірювання мікрогвинт переміщують за допомогою тріскачки 8, а зчитування розміру здійснюють на барабані 6. П’ятку і мікрометричний гвинт встановлено в скобі 1. Вимірювання середнього діаметра різьби виконують у такій послідовності: ● визначають крок різьби різьбоміром; ● підбирають різьбові вставки і встановлюють їх у глухі отвори п’ятки 2 і мікрогвинта 5 мікрометра (див. рис. 20,а); ● встановлюють мікрометр „на нуль”; ● вимірюють середній діаметр різьби (див. рис. 20,б). Зовнішній діаметр різьби вимірюють гладким мікрометром. Порядок вимірювання і встановлення „на нуль” вказано в лабораторній роботі №2. в) дротинкикалібровані для вимірювання середнього діаметра різьби (рис. 21) випускаються комплектами (по 3 штуки). Діаметр дротинок d залежить від кроку вимірюваної різьби Р. Оптимальний діаметр дротинок визначають за формулою d= Для метричної різьби з кутом профілю при вершині (а = 60°) d = Діаметри дротинок, розраховані за цими формулами, мають такі значення: 0,2...0,118, 0,25...0,142; 0,3...0,170; 0,35...0,201; 0,4...0,232; 0,45... 0,260; 0,5....0,291; 0,6...0,343; 0,7...0,402; 0,75...0,433; 0,8...0,461; 1,0...0,572; 1,25...0,724; 1,5...0,866; 1,75...1,008; 2,0...1,157; 2,5...1,441; 3,0...1,732; 3,5... 2,020; 4,0...2,311; 4,5...2,595; 5,0...2,886; У цих значеннях перша цифра – крок різьби, а друга – діаметр дротинок. Усі розміри подано в міліметрах. Середня калібрована частина дротинок 1-го класу точності має такі відхилення: для номінального діаметра дротинок до 0,433 мм відхилення дорівнює ±0,5 мкм, для діаметрів дротинок більше мм 0,433 відхилення – 0,5 мм. Шорсткість каліброваної частини – Rа≤ 0,04мкм. Вимірювання середнього діаметра різьби методом трьох дротинок виконують у такій послідовності: ● визначають крок різьби за маркуванням або різьбовим шаблоном; ● підбирають діаметр дротинки залежно від кроку різьби (з таблиць або за розрахунком); ● три дротинки однакового діаметра встановлюють у впадини різьбової пробки (див. рис. 21); ● гладким мікрометром визначають розмір „М”; ● визначають середній діаметр різьби за формулою d 2=М-3dgp+0,866Р, а результати вимірювань заносять у звітну форму 4. в) Кутоміри слугують для вимірювання кутів. Виготовляють кутоміри з ноніусом типу УМ і УН та оптичні типу УО. Кутомір типу УМ (рис. 22) слугує для вимірювання зовнішніх кутів у межах від 0 до 180°. Ціна поділки основної шкали — 1°, а величина відліку за ноніусом — 2'. Кутомір складається з основи 2, на якій нанесено основну шкалу в межах дуги від 0º до 120°. З основою жорстко з'єднано лінійку 1 і шарнірно-рухому лійку 7, на одному кінці якої є ноніусний сектор 5. Ноніусний сектор з'єднаний з мікрогвинтом 4. Для точного встановлення кутоміра на нуль необхідно застопорити гвинт 3 і, крутячи мікрогвинт 4, домогтися необхідного положення ноніусної шкали. Ноніусну шкалу фіксують гвинтом 6. На рухомій лінійці 7 можна закріплювати хомутик 8 і кутник 9.
Рис. 21. Вимірювання Рис. 22. Кутомір типу УМ середнього діаметра різьби методом трьох дротинок
Кути від 0º до 90° вимірюють із встановленим кутником. При вимірюванні кутів більше за 90° кутник знімають (кут 90 +). Правила відліку за кутовим ноніусом аналогічні правилам відліку за лінійним ноніусом штангенінструментів. При вимірюванні кутів менше за 90º на рухомій лінійці кутоміра закріплюють хомутик 8 і встановлюють кутник 9. Вимірювання кутів кутоміром типу УМ проводять у такій послідовності: ● розміщують деталь між вимірювальними поверхнями нерухомої лінійки і кутника кутоміра; ● притискують до лінійки одну сторону вимірюваного кута деталі, а рухому лінійку переміщують до змикання вимірювальної поверхні кутника з другим боком вимірюваного кута деталі; ● фіксують сектор кутоміра гвинтом 3, де обертанням гайки мікрометричної подачі підводять кутник до деталі так, щоб між вимірювальними поверхнями лінійки та кутника і поверхнями деталі не було зазору (щілини); ● фіксують положення лінійки стопором 6 і проводять відлік величини кута (кількість вимірювань не менше трьох). За результат вимірювання приймають середнє арифметичне із них, яке заносять у звітну форму 4. Кутомір типу УН (рис. 23) слугує для вимірювання зовнішніх і внутрішніх кутів у межах від 0 до 320°. Ціна поділки основної шкали 1°, а величина відліку за ноніусом — 2'.
Кутомір складається із сектора 6, на якому нанесено основну шкалу, а також сектора 9, з'єднаного з ноніусною шкалою 5. З основним сектором жорстко з'єднано лінійку 7. Основний сектор легко переміщується відносно ноніусної шкали і стопориться гвинтом 8. До ноніусного сектора хомутиком 4 приєднують кутник 3. До кутника 3 хомутиком 1 закріплюють лінійку 2. Для мікрометричної подачі робочої грані сектора відносно лінійки служить гайка 10. Вимірюючи зовнішні кути у межах від 0º до 5º, Г-подібний кутник 3 закріплюють до сектора 9 за допомогою хомутика 4, а лінійку 2 кріплять до кутника за допомогою хомутика 1. Вимірюючи кути від 50° до 140°, кутник знімають, лінійку закріплюють на місце кутника; а вимірюючи кути від 140° до 180°, до сектора закріплюють лише кутник за допомогою хомутика. Під час вимірювання внутрішніх кутів (від 40° до 180°) кутник і лінійка відсутні. Прийоми вимірювання кутів кутоміром типу УН аналогічні прийомам для кутоміра типу УМ. Результати вимірювань заносять у звітну форму 4. Оптичний кутомір (рис. 24) складається з рухомої лінійки 6 і нерухомої лінійки 7, жорстко з'єднаної з корпусом 4. У корпусі розміщено скляний диск із шкалою. Для спостерігання за шкалою є лупа 3. Для закріплення кутоміра в певному положенні слугує важіль 5. 1 — хвилинна шкала; 2 — градусна шкала. Величина відліку оптичного кутоміра дорівнює 10' або 5'. Вимірювання оптичним кутоміром виконують у такій послідовності: ● звільняють рухому лінійку за допомогою важеля 5; ● стикують грань нерухомої лінійки 7 з твірною деталі вимірюваного кута; ● підводять грань рухомої лінійки 6 до другої твірної деталі вимірюваного кута; ● фіксують важелем 5 рухому лінійку; ● проводять відлік величини кута (градусів і хвилин) через лупу 5, а результати вимірювань заносять у звітну форму 4.
Рис.24. Кутомір оптичний
Зміст звіту Зміст звіту повинен відповідати індивідуальному завданню і містити: 1. Мету роботи і короткі загальні відомості. 2. Ескіз вимірюваних деталей із заміряними розмірами кроку різьби різьбовим шаблоном і середнього діаметра різьби методом трьох дротинок. 3. Ескіз деталі – пластини із заміряними значеннями п’яти кутових розмірів. 4. Ескіз кутоміра і назви його складових частин. 5. Результати вимірювань, які подати у звітну форму 3. 6. Метрологічні показники гладкого і різьбового мікрометрів, а також кутоміра, які подати у звітну форму 4 (завдання 4). 7. Висновок про придатність різьбової деталі і деталі з кутовими розмірами відповідно до допустимих відхилень від номінального розміру.
Контрольні запитання та завдання 1. Назвіть геометричні параметри різьби. 2. Яким інструментом можна виміряти крок Р і зовнішній діаметр d зовнішньої різьби? 3. Назвіть інструменти для вимірювання середнього діаметра d2 зовнішньої різьби. 4. Запишіть формулу для визначення середнього діаметра d2 зовнішньої різьби. 5. Перерахуйте інструменти для вимірювання кутів. 6. Назвіть метрологічні показники кутомірів. ДОДАТКИ Додаток А Звітна форма 1
Завдання 1. Вимірювання деталей штангенциркулем
Результати вимірювання деталей, мм
Завдання 2. Вимірювання деталей штангенглибиномірами
Завдання 3. Вимірювання деталей штангенрейсмусом
Завдання 4. Метрологічні характеристики штангенінструментів
Додаток Б Звітна форма 2
Завдання 1. Вимірювання деталей гладким мікрометром
Результати вимірювання деталей, мм
Завдання 2. Вимірювання деталей мікрометричним глибиноміром
Завдання 3. Вимірювання деталей мікрометричним нутроміром
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 2233; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.196.27 (0.261 с.) |


 стр,
стр,







 ,
, 2·105 – коефіцієнт переведення радіан у секунди;
2·105 – коефіцієнт переведення радіан у секунди;




 .
. .
.

 Рис. 23. Кутомір типу УН
Рис. 23. Кутомір типу УН
 І 1 2 3
ІІ ІІ
І 1 2 3
І 1 2 3
ІІ ІІ
І 1 2 3
 І 1 2 3
ІІ ІІ
І 1 2 3
І 1 2 3
ІІ ІІ
І 1 2 3



