Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тяговый хомут автосцепки СА-3Содержание книги
Поиск на нашем сайте
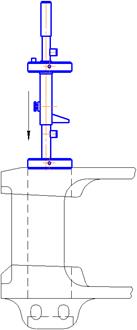
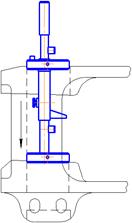
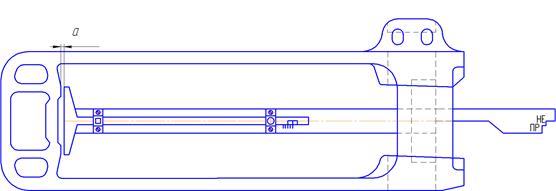
2.3.1 Тяговый хомут считается годным если: а) толщина перемычки со стороны отверстия для клина не менее 50 мм; б) нет трещины на тяговых полосах; разрешается вырубать и оставлять без заварки поверхностные трещины глубиной не более 3 мм с плавным выводом разделок на литейную поверхность, если они не расположены на тяговых полосах; в) износы тяговых полос не более 3 мм, а боковых поверхностей головной и задней опорной части – не более 5 мм; г) хомут отвечает требованиям проверки шаблонами 920р-1 и 861р-м. 2.3.2 Перемычку отверстия для клина тягового хомута наплавляют, если ее толщина менее 50 мм. Наплавку выполняют со стороны отверстия для клина с таким расчетом, чтобы после обработки толщина перемычки была не менее 58 мм и не более 61 мм. После наплавки и обработки отверстия проверяют проходным шаблоном 861р-м. Хомут негоден, если шаблон не проходит через верхнее отверстие (рисунок 2.58, а) или через нижнее отверстие (рисунок 2.58, б) для клина. Если шаблон проходит через оба отверстия (рисунок 2.58, в), то хомут исправен. 2.3.3 Длину хомута, т. е. расстояние от передних кромок отверстий для клина до опорной поверхности корпуса поглощающего аппарата, проверяют шаблоном 920р-1, который плотно прижимают к передним кромкам отверстий для клина (рисунок 2.59, а). Зазор a, определяемый перемещениями движка, допускается не более 3 мм при выпуске из капитального ремонта и не более 5 мм при остальных видах периодического ремонта подвижного состава. Если толщина перемычки находится в пределах 58-61 мм, но длина тягового хомута не отвечает требованиям проверки шаблоном 920р-1, то должна быть произведена наплавка поверхности в месте опоры корпуса поглощающего аппарата с последующей проверкой тем же шаблоном.
Рисунок 2.58 - Проверка отверстий для клина в тяговом хомуте шаблоном 861р-м
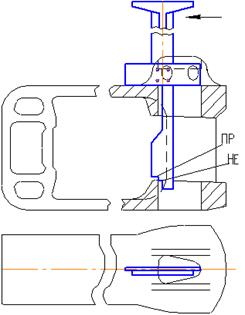
2.3.4 Высоту проема в головной части хомута проверяют шаблоном 920р-1, который перемещают, плотно прижав к тяговой полосе (рисунок 2.59, б). Проходной вырез полосы этого шаблона должен проходить мимо проверяемого места, а непроходной не должен. Если это условие не выполняется, то изношенные места необходимо наплавить с последующей обработкой. Для проверки высоты проема после ремонта в головной части хомута (рисунок 2.60) шаблон 861р-м вставляют в отверстия для клина в хомуте и фиксируют в трех точках: опорными выступами – на стенках отверстий для клина, а опорной планкой – на нижней поверхности проема. Затем подвижную часть шаблона подводят до соприкосновения контролирующей опоры 1 с потолком проема и закрепляют винтом. Высота проема тягового хомута после ремонта соответствует норме, если стрелка находится в пределах проточки 2. 2.3.5 Тяговые хомуты отлитые до 1970 г. ремонту не подлежат и изымаются из эксплуатации.
а)
б)
Рисунок 2.59 - Проверка длины тягового хомута (а) и высоты потолка проема в головной части тягового хомута (б) шаблоном 920р-1
Рисунок 2.60 - Проверка высоты проема тягового хомута (после ремонта) шаблоном 861р-м
2.3.6 Болт с квадратной головкой, поддерживающий клин тягового хомута, заменяют новым при износе по диаметру более 1 мм при капитальном ремонте и более 2 мм - при остальных видах периодического ремонта подвижного состава. Длина болта должна быть 145±3 мм, диаметр болта – 20 мм. 2.3.7 Резьба болта не должна выходить на его часть, расположенную между ушками тягового хомута, и составляет 42+5 мм. 2.3.8 Ремонтировать болты, поддерживающие клин, не разрешается. 2.3.9 Для надежного запирания болтов, поддерживающих клин тягового хомута, должно быть обеспечено их типовое крепление (рисунок 2.61).
а)
б)
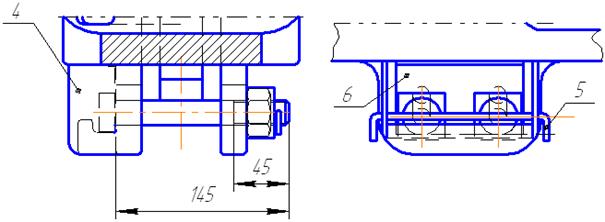
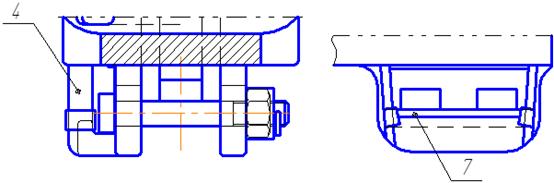
Рисунок 2.61 - Типовое крепление клина тягового хомута
Чтобы поддерживающие клин болты не могли подняться выше козырька хомута, под головку болтов устанавливают запорную планку 6, которую затем разгибают до упора в нижнюю тяговую полосу хомута. Под гайки 2 болтов ставят запорную планку 3, которую после затяжки гаек и постановки проволоки 1 (диаметром 4 мм и длиной 120 мм) загибают на грани гаек. Вместо проволоки допускается ставить стандартные шплинты диаметром 5 мм. В целях повышения надежности крепления клина к приливу приваривают стенки 4 и через отверстия в них пропускают проволоку 5 диаметром 5 мм, концы которой загибают под углом не менее 90 град. (рисунок 2.61, а). Стенки 4 могут быть отлиты при изготовлении хомута. В этом случае вместо проволоки ставят стальную планку 7 толщиной 1,5 мм, шириной 15 - 20 мм и длиной 230 мм, концы которой загибают вокруг стенок 4 (рисунок 2.61,б). Клин тягового хомута поглощающего аппарата Ш-6-ТО-4У-120, не имеющий ограничительных буртиков, и клин поглощающего аппарата Р-5П устанавливают на специальную планку, через отверстия в которой пропускают поддерживающие болты, закрепляя их от выпадения, как указано выше. Головки и торцы болтов окрашивают белой краской.
|
||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 246; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.148 (0.008 с.) |