Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типовые детали и механизмы металлорежущих станков.Стр 1 из 5Следующая ⇒
Тема 1.2 Типовые детали и механизмы металлорежущих станков.
o Ознакомление с базовыми деталями станков. o Станины и направляющие. o Изучение приводов станков. o Шпиндели и опоры. o Изучение коробок подач и скоростей. o Изучение назначения и принципа работы муфт и тормозов. o Изучение планетарных передач. o Изучение блокировочных устройств. o Изучение реверсивных механизмов. Вопросы: Станины, стойки, столы, поперечины: типовые конструкции, материал, термообработка. Суппорты. Направляющие скольжения и качения. Методы регулировки зазоров в направляющих, смазка и защита. Гидро- и аэростатические направляющие. Пространственное расположение инструмента и заготовки под воздействием сил резания, собственного веса узлов и температурных воздействий обеспечивается несущей системой станка. Несущая система -это совокупность базовых деталей и узлов между инструментом и заготовкой. К базовым деталям и узлам относят: 1. корпусные детали (станины, основания, стойки, колонны, корпуса шпиндельных бабок и т.д.); 2. каретки, суппорта; 3. ползуны; 4. траверсы. Корпусные детали. К корпусным деталям станков относят: станины 1, стойки 3, траверсы, проставочные плиты 2,корпуса силовых головок 4, коробок скоростей, подач, задних бабок, суппортов 5, столов, планшайб и др. (рис. 2.35). Основное требование, предъявляемое к корпусным деталям: возможность в процессе работы станка и в течение длительного времени сохранять неизменность относительных положений базовых поверхностей, т.е. неизменность геометрической формы. Данные требования обеспечиваются высокой жесткостью и виброустойчивостью конструкций, износостойкостью направляющих. Это достигается с помощью как конструктивных способов, так и технологическими методами.
Кроме неподвижных базовых деталей в станках применяются узлы для перемещения инструмента и заготовки к ним относятся: шпиндельные и мехатронные узлы, суппорты, салазки, столы (прямоугольной или круглой формы): подвижные, неподвижные. Большинство базовых деталей подвергаются деформациям на растяжение (сжатие), изгиб, кручение и под действием температур, поэтому они рассчитываются на жесткость и температурные деформации.
Станиной называется базовая деталь станка, на которой установлены и закреплены все его детали и узлы и относительно которой ориентируются и перемещаются подвижные детали и механизмы.
Основным требованием, предъявляемым к станинам, является длительное обеспечение правильного взаимного положения узлов и частей, смонтированных на ней, при всех предусмотренных режимах работы станка в нормальных эксплуатационных условиях.
Рис. 3.2. Станины станков:а — токарно-винторезного; б — токарного с программным управлением; в — плоскошлифовального; 1 — станина; 2 — направляющие Для изготовления станин используют следующие основные материалы: для литых станин — чугун; для сварных — сталь, для станин тяжелых станков — железобетон (иногда), для станков высокой точности — искусственный материал синтегран, изготовляемый на основе крошки минеральных материалов и смолы и характеризующийся незначительными температурными деформациями. Базирующими поверхностями станины являются ее направляющие, на которые устанавливаются детали и узлы станка. Эти детали и узлы могут перемещаться по направляющим станины, либо быть жестко с ней связаны. Направляющие станины имеют различные формы (рис. 9).
Направляющие скольжения
Направляющие качения
Для обеспечения точности работы всех узлов станка необходимо сохранение неизменности формы станины, что возможно при выполнении следующих условий: 1. Станина должна обладать жесткостью, при которой ее деформации под действием усилий в процессе работы станка не выходили бы за пределы, соответствующие допускам на неточность обрабатываемых на станке деталей. 2. Материал станины должен быть термически обработан, и при этом исключаются внутренние напряжения, вызывающие изменение ее формы. После предварительной механической обработки станины подвергают старению, в процессе которого происходит снятие внутренних напряжений. 3. Станина должна быть виброустойчива, так как в противном случае будут иметь место ухудшение класса чистоты обрабатываемой поверхности и снижение стойкости режущего инструмента. 4. Направляющие движения должны обладать большой износостойкостью. Станины в зависимости от их конструкции и размеров изготовляют литые из чугуна СЧ21-40, СЧ35-56, СЧ32-52, СЧ38-60, и сварные — из стали марок Ст. 3 или Ст. 4. Сварные станины легче литых, но жесткость их ниже.
Классификация направляющих В металлорежущих станках применяют направляющие скольжения, качения и комбинированные. Направляющие обеспечивают правильность траектории движения заготовки и (или) инструмента и точность перестановки узлов. Во многих случаях направляющие выполняют как одно целое с базовыми деталями. Направляющие качения различают по виду тел качения на шариковые и роликовые В зависимости от траектории движения подвижного узла направляющие могут быть прямолинейного и кругового движения. Их делят также на горизонтальные, вертикальные и наклонные. По форме поперечного сечения наиболее распространены прямоугольные (плоские), треугольные (призматические), трапециевидные (типа ласточкина хвоста) и круглые направляющие. Каждую из форм можно применять в виде охватывающих и охватываемых направляющих. Охватываемые направляющие плохо удерживают смазочный материал, а охватывающие удерживают его хорошо, но нуждаются в надежной защите от загрязнений. Направляющие скольжения Непосредственный контакт сопряженных поверхностей в направляющих скольжения определяет непостоянство и большие силы сопротивления. Для уменьшения износа направляющих внедряют специальные масла, применяют накладки из антифрикционных материалов. Если коэффициент трения покоя в паре чугун—чугун при обычных маслах равен 0,21— 0,28, то применение антискачкового масла ИНСП снижает его до 0,075—0,09. Применение накладок из полимерных материалов на основе фторопласта снижает коэффициент трения покоя до 0,04— 0,06 Материал направляющих. Материал направляющих в значительной мере определяет износостойкость и плавность движения узлов. Во избежание крайне нежелательного явления — схватывания, пару трения комплектуют из разнородных материалов, имеющих различные состав, структуру и твердость. Направляющие, относительно которых перемещаются подвижные детали, делают более твердыми и износостойкими Направляющие могут быть как стальными, так и чугунные. Направляющие из стали выполняют в виде отдельных планок, которые приваривают к сварным станинам, а к чугунным станинам крепят винтами или приклеивают. Материал накладных направляющих — низкоуглеродистые стали 20, 20Х, 20ХНМ, 18ХГТ с цементацией и закалкой до высокой твердости (НRСЭ 60—65), азотируемые стали 38Х2МЮА, 40ХФ, 30ХН2МА с глубиной азотирования 0,5 мм и закалкой до очень высокой твердости (800—1000HV). Реже применяют легированные высокоуглероднетые стали ШХ15, ХВГ, 9ХС с объемной закалкой и отпуском (НRСЭ 58—62). Стальные закаленные направляющие обеспечивают наивысшую износостойкость в паре с закаленным чугуном. Цветные сплавы, такие как безоловянная бронза Бр АМц9-2, оловянная бронза БрОФ10-1, сплав на цинковой основе ЦАМ 10-5 в паре со сталью и чугуном, дают наилучшие результаты по износостойкости, отсутствию задиров и равномерности подачи, но высокая стоимость сдерживает их широкое применение при изготовлении направляющих. Пластмассы обладают хорошими характеристиками трения и антизадирными свойствами, обеспечивают равномерность движения при малых скоростях и не дают схватывания. Прямоугольные направляющие просты в изготовлении и контроле геометрической точности, надежны, удобны в регулировании зазоров - натягов, хорошо удерживают смазку, но требуют защиты от загрязнения. Они нашли применение в станках с ЧПУ. Трапециевидные (ласточкин хвост) контактны, но очень сложны в изготовлении и контроле. Имеют простые устройства регулирования зазора, но они не обеспечивают высокой точности сопряжения. Цилиндрические направляющие (круглые) не обеспечивают высокой жесткости, сложны в изготовлении и применяют их обычно при малых длинах хода. Сечения направляющих скольжения нормализованы и соотношение размеров зависит от высоты направляющих. Отношение длины подвижной детали к габаритной ширине направляющих должно быть в пределах 1,5...2. Длина неподвижных направляющих принимается такой, чтобы не было провисания подвижной детали. Механическое крепление обеспечивается как правило винтами по всей длине с шагом не более 2-х кратной высоты накладной планки и обеспечивается при этом фиксация планок в поперечном направлении выступами, фасками и т.д.
Из всех приведенных корпусных деталей наиболее ответственной является станина, на базовых поверхностях которой располагаются различные подвижные и неподвижные узлы и механизмы станка: суппорты, стойки, столы, приводы и т.п. В основе конструкции станин, несмотря на большое разнообразие их форм, лежат некоторые общие принципы, обусловленные конструктивными, технологическими и прочностными требованиями. Конструкция станины должна обеспечить возможность рационального расположения на ней всех необходимых узлов и механизмов, а также удобства их монтажа и разборки Наивыгоднейший профиль станин по конструктивным соображениям и прочностным характеристикам — сечение в форме полого прямоугольника или кольцевого профиля (рис. 2.37, а, б, в).
рис. 2.37 Однако не всегда удается выдержать по всей длине станины замкнутый профиль, что связано с необходимостью обеспечить удобство удаления стружки, компактное расположение различных механизмов, узлов и агрегатов, сборку и демонтаж станка. Поэтому часто форма профиля станины имеет открытый вид, а для повышения ее жесткости применяют ребра жесткости, двойные стенки и т.п. (рис. 2.37, г, д, е). Жесткость станины значительно повышается, если полая внутренняя часть выполнена с перегородками (рис. 2.38).
рис. 2.38
МАТЕРИАЛ ДЛЯ БАЗОВЫХ ДЕТАЛЕЙ. Основными материалами базовых деталей, удовлетворяющими условиям стабильности, жесткости и виброустойчивости, являются чугун и низкоуглеродистая сталь Чугун наиболее распространенный материал для изготовления базовых деталей. Чаще всего применяют чугун СЧ 15. Он обладает хорошими литейными свойствами, мало коробится, но имеет сравнительно низкие механические свойства (модуль продольной упругости Е = 80150 кН/мм2). Применяют для изготовления оснований большинства станков, салазок, столов, корпусов задних балок, тонкостенных отливок с большими габаритными размерами небольшой массы и других деталей сложной конфигурации при недопустимости большого коробления и невозможности подвергнуть их старению. При повышенных требованиях к износостойкости направляющих, выполненных как одно целое с базовой деталью, применяют также чугун СЧ 20. Его также широко используют при изготовлении станин и других ответственных корпусных деталей прецизионных станков. Значительно реже применяют чугуны СЧ 30 и СЧ 35. Обладая высокой прочностью и износостойкостью, они имеют плохие литейные качества, поэтому их не рекомендуют для изготовления базовых деталей сложной формы и крупногабаритных. Эти чугуны применяют для изготовления блоков и плит многошпиндельных станков, станин токарных, револьверных станков, базовых деталей станков-автоматов и других интенсивно нагруженных станков. Для изготовления базовых деталей станков применяют легированные чугуны с присадками никеля, хрома, магния, ванадия и других элементов. Углеродистую сталь применяют при изготовлении сварных базовых деталей простой формы. Сварными базовые детали делают при мелкосерийном и единичном характере производства; их широко применяют в станках, работающих при ударных и очень больших нагрузках.
Регулировка зазоров в направляющих скольжения Устройства для регулирования зазоров в направляющих. Предусматривая регулирование зазоров, упрощают технологию изготовления направляющих. Кроме того, регулированием зазоров периодически устраняют последствия их изнашивания. Прижимными планками (табл. 11.4) после пригонки по их базовой поверхности создают необходимые зазоры в горизонтальной плоскости направляющих. Регулировочными планками (табл. 11.5, 11.6) изменяют зазоры в прямоугольных и трапециевидных направляющих, когда на их боковую плоскость, действуют относительно малые силы. Зазоры регулируют винтами или пальцами с эксцентричным элементом. Регулировочные клинья с уклоном от 1:40 до 1:100, перемещаемые в продольном направлении (рис. 11.4), применяют для направляющих с тяжелыми условиями работы, при необходимости тонкого регулирования зазоров или повышенных требованиях к жесткости.
С целью снижения податливости направляющих планку или клин располагают на их менее нагруженной боковой стороне.
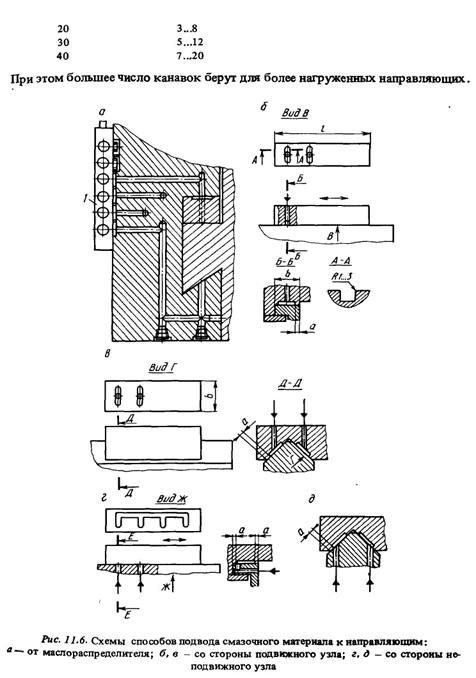
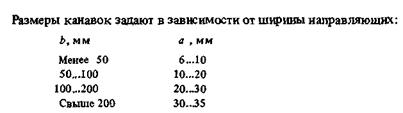
Защита направляющих Смазывание направляющих. Подачей жидкого смазочного материала на направляющие скольжения создают на их рабочих поверхностях режим смешанного трения, в результате чего значительно снижается скорость изнашивания. Вязкость смазочного материала выбирают в зависимости от условий трения. Если давление в контакте высокое, а скорость скольжения малая, необходимо применять смазочные материалы относительно большой вязкости. Например, горизонтальные направляющие в узле подачи при значительном нагружении следует смазывать маслом с кинематической вязкостью около 10 • 10-7mz/c. а направляющие, работающие при малых и средних нагрузках,— маслом с вязкостью (2,7...6,5) 107м2/с. Для снижения коэффициента трения покоя и движения в направляющих скольжения узлов при малых скоростях движения, а следовательно, и для обеспечения равномерности малых подач, повышения точности и чувствительности установочных перемещений столов, суппортов и других узлов применяют антискачковые масла. В них содержатся присадки, способствующие образованию прочной масляной пленки на контактирующих поверхностях, которая сохраняется при малых скоростях скольжения и высоких давлениях в контакте. Для смазывания горизонтальных направляющих станков общего назначения рекомендуется применять масла ИНСп-20 и ИНСп-40, причем первое масло пригодно для системы смазывания, общей с гидросистемой. Для вертикальных направляющих и горизонтальных с вертикальными гранями большой площади наиболее подходит масло ИНСп-110. Поверхности, смазываемые антискачковыми маслами, следует хорошо защищать от загрязнений. Применение этих дорогих масел должно быть экономически оправдано. Смазочный материал подается на направляющие скольжения разными способами. Обычно применяют централизованные циркуляционные смазочные системы последовательного и импульсного типов. Реже используются проточные системы с ручным насосом, с индивидуальными масленками, с роликами, фитильная. Смазочный материал подается на направляющие со стороны перемещающегося узла или со стороны неподвижного. С помощью распределителя 1 (рис. 11.6) смазочный материал подводится ко всем рабочим поверхностям направляющих. От смазочных точек по канавкам он распределяется по всей площади контакта (рис. 11.6, б). Число к поперечных канавок выбирается в зависимости от отношения длины направляющей / к ее ширине b:
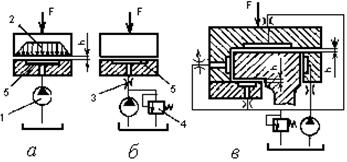
Гидростатические направляющие В металлорежущих станках все более широкое применение находят гидростатические направляющие, имеющие по всей длине карманы, в которые под давлением подается масло. Масло, растекаясь по площадке направляющих, создает масляную пленку по всей длине контакта и вытекает через зазор h наружу (рис. 3).
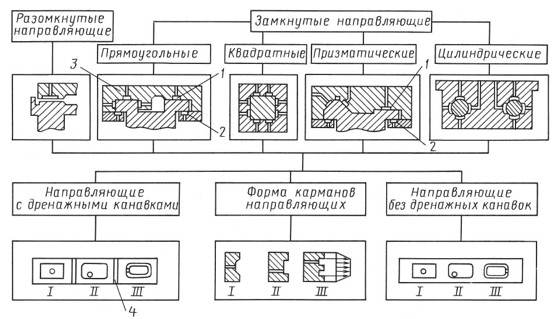
По характеру восприятия нагрузки гидростатические направляющие делятся на незамкнутые (рис. 3, а,б) и замкнутые (рис. 3,в). Незамкнутые используются при условии создания прижимающих нагрузок, а замкнутые могут воспринимать, кроме того, и опрокидывающие моменты. Для создания необходимой жесткости и повышения надежности в этих направляющих обеспечивается регулирование толщины масляного слоя, а также используется системы подвода масла с дросселями перед каждым карманом (рис. 3, б, в) и системы автоматического регулирования. Классификация гидростатических направляющих прямолинейного перемещения дана на рис. 4. При небольшом диапазоне нагрузок, действующих на узел станка, применяют разомкнутые направляющие, так как их изготовление проще, чем замкнутых. Последние обеспечивают повышенную жесткость масляного слоя благодаря предварительной нагрузке дополнительной направляющей 2 при подводе к ней масла под давлением.
Ее площадь, а следовательно, и несущая способность часто меньше, чем у основной направляющей 1. Обычно на поверхности направляющей подвижного узла, например салазок 3, предусматривают два или более кармана, которые могут быть отделены дренажными канавками 4.Направляющие могут иметь форму квадрата, прямоугольника (для ползунов) или цилиндра. Форма карманов (I, II, III) зависит от условий работы и размеров станка. Большую надежность и демпфирование обеспечивает форма кармана III в виде замкнутой канавки. Основным преимуществом гидростатических направляющих является, то, что они обеспечивают жидкостное трение при любых скоростях скольжения, а, следовательно, равномерность перемещения, и высокую чувствительность точных перемещений, а также компенсирование погрешностей сопрягаемых поверхностей. Недостатком гидростатических направляющих является сложность системы смазки и необходимость устройств фиксации узла в позиции. Недостатками гидростатических направляющих являются сложность системы смазки и необходимость в отдельных случаях иметь специальные устройства фиксации перемещаемого узла в заданной позиции.
Аэростатические направляющие Конструктивно аэростатические направляющие аналогичны гидростатическим, а разделение трущихся поверхностей обеспечивается подачей в карманы под давлением воздуха. В аэростатических направляющих разделения трущихся поверхностей добиваются подачей в карманы воздуха под давлением, в результате чего между сопряженными поверхностями образуется воз душная подушка. Конструктивно аэростатические направляющие похожи на гидростатические. Типовая конструкция плоских аэростатических направляющих состоит из нескольких секций (рис. 4) разделенных дренажными каналами. Общее число секций должно быть не менее трех, предпочтительнее четыре секции, обеспечивающие наибольшую угловую устойчивость подвижного узла. Для образования равномерной воздушной подушки по всей площади направляющихих выполняют из нескольких отдельных секций, разделенных дренажными каналами 3 (рис. 4). Размеры секций
Каждая секция имеет отверстие 5 для подвода воздуха под давлением и распределительные канавки 1 и 2 глубиной Воздух, подаваемый под давлением, проходит через дроссель и распределяется по канавкам 1—3, при этом образуется воздушный слой, разделяющий поверхности каретки и станины.В зоне, ограниченной микроканавкой, создается повышенное давление возду ха. За пределами микроканавок давление воздуха плавно снижается до атмосферного. Назначение микроканавок — распределение сжатого воздуха по смазочному зазору. Для устранения опасности потери устойчивости и возбуждения интенсивных колебаний по принципу пневмомолотка карманы и распределительные
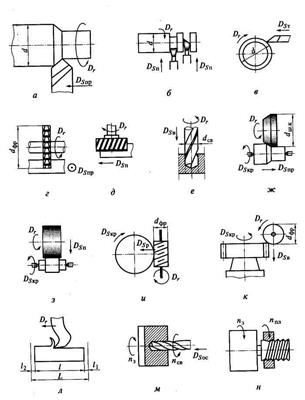
Движения в станках При изготовлении деталей на станках инструмент или заготовка могут выполнять следующие движения: главное, подачи, деления, обкатки, дифференциальное и вспомогательное. Главное движение резания Dr обеспечивает снятие стружки с заготовки с наибольшей скоростью в процессе резания. Главное движение может быть вращательным и прямолинейным поступательным (рисунок 3.1). Это движение может совершать как заготовка, так и режущий инструмент.
Рисунок 1.Движения в станках
Движение подачи Ds позволяет подвести под режущую кромку инструмента новые участки заготовки, тем самым обеспечить снятие стружки со всей обрабатываемой поверхности. Скорость подачи vs при лезвийной обработке задается в мм/мин. Движения деления реализуют для осуществления необходимого углового (или линейного) перемещения заготовки относительно инструмента. Делительное движение может быть непрерывным (в зубодолбежных, зубофрезерных, зубострогальных, затыловочных и других станках) и прерывистым (например, в делительных машинах при нарезании штрихов на линейке). Прерывистое движение осуществляется с помощью храпового колеса, мальтийского креста или делительной головки. Движение обката — это согласованное движение режущего инструмента и заготовки, воспроизводящее при формообразовании зацепление определенной кинематической пары. Например, при зубодолблении долбяк и заготовка воспроизводят зацепление двух зубчатых колес. Движение обката необходимо для формообразования в зубообрабатывающих станках: зубофрезерных, зубострогальных, зубодолбежных, зубошлифовальных (при обработке цилиндрических и конических колес). Дифференциальное движение добавляется к какому-либо движению заготовки или инструмента. Для этого в кинематическую цепь вводятся суммирующие механизмы. Следует отметить, что суммировать можно только однородные движения: вращательное с вращательным, поступательное с поступательным. Дифференциальные движения необходимы в зубофрезерных, зубострогальных зубошлифовальных, затыловочных и других станках. Рассмотренные движения участвуют в формообразовании обрабатываемой детали. Однако на станке необходимо осуществлять и другие движения: подвести режущий инструмент к заготовке, отвести его после окончания обработки, зажать заготовку, снять ее, установить новую, переключить скорость или подачу, выключить станок. Такие движения называются вспомогательными, они подготавливают процесс резания, но сами в нем не участвуют. Вспомогательные движения осуществляются вручную или в автоматическом цикле. Автоматизация вспомогательных движений повышает производительность труда.
Контрольные вопросы 1. По каким признакам классифицируются металлорежущие станки? 2. Как формируется шифр модели станков серийного выпуска? Приведите примеры. 3. Какие классы точности станков вы знаете? 4. Что называется главным движением? Приведите примеры станков, у которых главное движение прямолинейное. 5. Какие движения относятся к основным? 6. Как по обозначению модели отличить станок с ручным управлением от станка, имеющего программное управление? 7. Назовите вспомогательные движения, которые могут осуществляться на токарном станке. Шпиндель и его опоры
Шпиндель – это вал металлорежущего станка передающий вращение закреплённому в нём инструменту или обрабатываемой заготовке. Конструктивная форма шпинделя зависит от способа крепления на нём зажимных приспособления или инструмента, посадок элементов привода и типов применяемых опор. Шпиндели изготавливают пустотелыми для прохода прутка, а так же для уменьшения его массы. В качестве опор шпинделей станков применяют подшипники качения и скольжения. Так как от шпинделей требуется высокая точность, то подшипники качения должны быть высоких классов точности. В передней опоре применяют более точные подшипники, чем в задней. Шпиндели и подшипники должны быть надежно защищены от загрязнения и высекания смазочного материала, с этой целью используют различные уплотнения. Контрольные вопросы 1. Станина - это? 2. Классификация направляющих. 3. Дайте определение шпинделю.
Тема 4. Коробки скоростей
Коробки скоростей структурно входят в привод ступенчатого регулирования главного движения станка. Коробки скоростей обеспечивают: - большой диапазон D регулирования скоростей на выходе: D = пmax/пmin. Здесь пmax и пmin соответственно максимальная и минимальная частота вращения (мин1) шпинделя, при прямолинейном главном движении — максимальное и минимальное число двойных ходов в минуту ползуна или стола; - отсутствие проскальзывания (постоянное передаточное отношение); - передачу постоянной мощности; - достаточно большое число различных скоростей на выходе при относительно небольших размерах самих коробок скоростей; - передачу больших крутящих моментов; - высокий КПД. Коробки скоростей компактны, просты в обслуживании и надежны в работе.
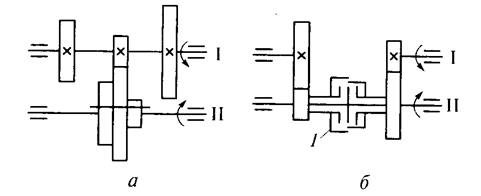
Рисунок 9 - Двухваловые передачи коробок скоростей с передвижным блоком зубчатых колёс (а) и с муфтой (б): I – ведущий вал, II – ведомый вал, 1 – муфта
По способу переключения скоростей коробки скоростей бывают: - со сменными зубчатыми колесами, которые применяют чаще всего в специализированных станках, автоматах и полуавтоматах при сравнительно редкой настройке привода главного движения. Они имеют малые габаритные размеры, исключают возможность аварийного включения передач. Вместе с тем увеличивается время на смену колес, когда необходимо изменить величину скорости; - с передвижными блоками зубчатых колес и муфтами, получившие широкое распространение преимущественно в универсальных станках с ручным управлением. В станках с ЧПУ применяют зубчатые передачи, переключаемые автоматически с помощью индивидуальных электромеханических (реже гидравлических) приводов. По компоновке различают коробки скоростей с неразделенным и разделенным приводом. В первом случае коробка скоростей расположена в шпиндельной бабке, а во втором — вынесена за ее пределы.
Муфты. Для соединения двух соосных валов в станках применяют муфты различных типов. Нерасцепляемые муфты служат для жесткого соединения валов. Например, соединения с помощью втулки, через упругие элементы или через промежуточный элемент, имеющий на торцовых плоскостях два взаимно перпендикулярных выступаи позволяющий компенсировать несоосность соединяемых валов. Сцепляемые муфты применяются для периодического соединения валов. В станках используют сцепляемые кулачковые муфты в виде дисков с торцовыми зубьями-кулачкамии зубчатые муфты. Недостаток сцепляемых муфт — трудность включения при большой разнице в угловых скоростях ведущего и ведомого элементов. Фрикционные муфты лишены указанного недостатка сцепляемых муфт, их можно включать при любых скоростях вращения ведущего и ведомого элементов. Возможность проскальзывания ведомого элемента при перегрузках предотвращает аварии механизмов станка. Фрикционные муфты бывают конусные и дисковые. В приводах главного движения и подачи широко применяют многодисковые муфты, передающие значительные крутящие моменты при сравнительно небольших габаритах.
Рисунок 10 - Муфты для соединения валов: а – жесткая типа втулки; б – с упругими элементами; в – крестово-продвижная; г – кулачковая; д – многодисковая с механическим приводом; е – электромагнитная; 1 – шайба: 2 – диск; 3- шарик; 4,5,8,12 – втулки; 6 – гайка; - 7 – пружина: 9 – катушка; 10 – диски; 11 – якорь Предохранительные муфты, соединяющие два вала при нормальных условиях работы, разрывают кинематическую цепь при превышении нагрузки. Это происходит при разрушении специального элемента, при проскальзывании сопрягаемых или трущихся частей (например, дисков) и расцеплении кулачков двух сопрягаемых частей муфты. Разрушаемым элементом обычно является штифт, площадь сечения которого рассчитывают в соответствии с заданным крутящим моментом. Муфты обгона предназначены для передачи крутящего момента при вращении звеньев кинематической цепи в заданном направлении и для их разъединения при вращении в обратном направлении, а также для передачи валу различных по частоте вращений, например медленного (рабочего) и быстрого (вспомогательного). Муфта обгона позволяет передавать дополнительное (быстрое) вращение без выключения основной цепи.
Тормозные устройства. Для остановки или замедления движения подвижных узлов или отдельных элементов станков используют тормозные устройства. Торможение может осуществляться механическими, электрическими, гидравлическими, пневматическими или комбинированными средствами. В станках, не имеющих гидро- или пневмопривода, применяют механическое или электрическое торможение. Основные виды механических тормозов: ленточные, колодочныеи многодисковые. Многодисковый тормоз представляет собой обычную многодисковую муфту, корпус которой жестко закреплен на неподвижной части станка. Привод тормозов на универсальных станках обычно ручной. На автоматизированных станках привод тормозов управляется дистанционно по программе. Тормоза устанавливают на быстроходных валах коробок скоростей. При необходимости их блокируют с пусковыми муфтами.
Контрольные вопросы: 1. Для чего предназначены коробки скоростей? 2. По способу переключения скоростей коробки скоростей бывают? 3.Опишите классификацию муфт. 4. Назначение тормозных устройств. 5. Основные виды механических тормозов?
Тема 6. Коробки передач Коробки передач в металлорежущих станках предназначены для изменения величины и направления подачи переключением зубчатых передач. Конусный набор с накидным зубчатым колесом применяют в приводах подач токарно-винторезных станков с ручным управлением. Число зубчатых колес в данном наборе достигает десяти, переключение производится рукояткой 1, перемещающей накидное колесо 2. Преимущество этой передачи — малая металлоемкость (число зубчатых колес на два бо
|
|||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 993; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.188.5 (0.12 с.) |







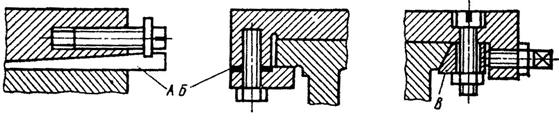
 Зазор в направляющих устраняют удалением, подшлифовкой или заменой одной из комплекта тонкой регулировочной прокладки (1) и поджатием планки (2) винтом (3). Применяется в плоских и призматических горизонтальных направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б)
Зазор в направляющих устраняют удалением, подшлифовкой или заменой одной из комплекта тонкой регулировочной прокладки (1) и поджатием планки (2) винтом (3). Применяется в плоских и призматических горизонтальных направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б)
 Зазор в направляющих устраняют перемещением с помощью винтов (1) регулирующих клиньев (2), имеющих уклон от 1: 40 до 1:100 пропорционально длине направляющих. Применяется в горизонтальных и вертикальных плоских направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б)
Зазор в направляющих устраняют перемещением с помощью винтов (1) регулирующих клиньев (2), имеющих уклон от 1: 40 до 1:100 пропорционально длине направляющих. Применяется в горизонтальных и вертикальных плоских направляющих (вариант а) и в направляющих типа «ласточкин хвост» (вариант б)
 Зазор в направляющих или натяг в них осуществляют с помощью зажимных винтов (1). Применяется для установочных перемещений в круглых направляющих при ослабленных винтах.
Зазор в направляющих или натяг в них осуществляют с помощью зажимных винтов (1). Применяется для установочных перемещений в круглых направляющих при ослабленных винтах.
 Зазор в направляющих устраняют подшабриванием или шлифованием плоскостей (1) планок или крышки (2) с последующей их подтяжкой с помощью винтов (3). Применяется в плоских и призматических направляющих (вариант а), направляющих типа «ласточкин хвост» (вариант в), а также в круглых направляющих (вариант б), где вместе со стыком подшабривают и цилиндрические поверхности
Зазор в направляющих устраняют подшабриванием или шлифованием плоскостей (1) планок или крышки (2) с последующей их подтяжкой с помощью винтов (3). Применяется в плоских и призматических направляющих (вариант а), направляющих типа «ласточкин хвост» (вариант в), а также в круглых направляющих (вариант б), где вместе со стыком подшабривают и цилиндрические поверхности
 Зазор в направляющих устраняют смещением планок или клиньев (1) с помощью винтов (2). Фиксацию установленного положения планки (клина) производят контргайкой (винтом 3). Применяется в вертикальных плоских направляющих (вариант а), в горизонтальных плоских и призматических направляющих (вариант б), в направляющих типа «ласточкин хвост» (вариант в)
Зазор в направляющих устраняют смещением планок или клиньев (1) с помощью винтов (2). Фиксацию установленного положения планки (клина) производят контргайкой (винтом 3). Применяется в вертикальных плоских направляющих (вариант а), в горизонтальных плоских и призматических направляющих (вариант б), в направляющих типа «ласточкин хвост» (вариант в)






 мм,
мм,  мм.
мм.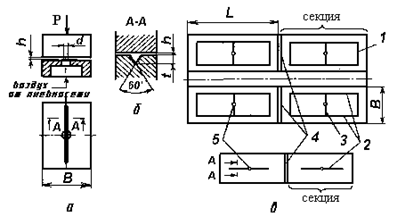
 (рис. 4, б) для развода воздуха по площади секции.
(рис. 4, б) для развода воздуха по площади секции.