
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение потребного количества оборудования
Определите потребное количество оборудования и общий уровень его загрузки, в соответствии с технологическим процессом изготовления детали и годовой программой выпуска этой детали.
Примечание: установленнаячасовая тарифная ставка производственного рабочего уточняется на предприятии либо для расчетов принимается условно выбранный вариант, согласно: разряду, темпу отрасли промышленности в Пермском крае на момент написания дипломного проекта. Весь последовательный расчет определения потребного количества оборудования и коэффициента загрузки должен иметь следующую структуру:
4.1 Произведите расчет расценки на 1 ед. изделия и полученные результаты занесите в таблицу 1.
Расценка на изделие определяется по формуле (1): P =Нвр* q р (1)
где Нвр – норма времени на выполнение данной операции, час; qр – часовая тарифная ставка разряда работы, руб.; Р – расценка на изделие, руб. Примечание: для расчета расценки на изделия необходимо использовать формулу с переводом на минуты. Важно! Если часовую тарифную ставку уточнить на предприятии невозможно, то необходимо воспользоваться расчетами с учетом примерных разрядных тарифных коэффициентов промышленности по состоянию на 2018 год:
Правило расчета часовой тарифной ставки определенного разряда рабочего: 1) Чтобы найти часовую тарифную ставку 1разряда, нужно оклад 1разряда/норму выработки в часах. 2) Полученный результат * разрядный тарифный коэффициент искомого разряда.
Таблица 1- Расчет расценки на 1 ед. изделия «…»
ИТОГО | |||||||||||||||||||||||||||||||||||||||||||||||
Таким образом, было установлено, что норма времени на изготовление одной детали «……» составляет …мин., а расценка на изделие равна …руб.
4.2. Произведите расчет действительного фонда времени работы оборудования за год, согласно данным работы участка: продолжительность смены – (укажите самостоятельно, опираясь на точные данные)… часов,участок работает в … смены.
|
|
В соответствии с производственным календарем в текущем году (на момент написания дипломного проекта ), самостоятельно определите:
- количество календарных дней в 2018 году – …;
- количество выходных и праздничных дней –…;
- количество предпраздничных дней – ….
Расчет действительного фонда времени работы оборудования на текущий год возможен при использовании формулы (2):
Фд = (((Дк-Дв-Дп)*Фс* S) – Дпп)* 0,95, (2)
где Дк, Дв, Дп, Дпп – соответственно количество календарных, выходных, праздничных, предпраздничных дней в году;
Фс – продолжительность смены, час;
S – сменность работы участка, смен;
0,95 – 5% - потери времени на ремонт оборудования;
Фд – фонд времени работы оборудования, час.
На основании произведенных расчетов, было установлено, что фонд времени работы оборудования составляет … часов.
4.3. Рассчитайте потребное количество оборудования по заданному технологическому процессу (по операциям) и запишите полученный результат.
Потребное количество оборудования по операциям определяется по формуле (3):
Пст.рас. = (N * t шт.)/(60*Кв*Фд), (3)
где N – годовая программа выпуска деталей, шт.:
tшт. – норма штучного времени на операцию, мин.;
Кв – планируемый коэффициент выполнения норм (1,08 … 1,1);
Фд – фонд времени работы оборудования, час;
Пст.рас. – потребное количество оборудования по операциям, станков.
Примечание: Полученное количество станков округляем до целого большего числа. Общее количество станков на участке желательно иметь 25 …30 станков, кроме основного технологического оборудования в проекте необходимо предусмотреть вспомогательное оборудование. Количество станков заточного отделения примерно 4 … 6% от количества производственных станков.
4.4. Произведите расчет загрузки всего оборудования на участке по операциям и общий коэффициент загрузки оборудования. Результаты расчета необходимого количества оборудования и его общего показателя загрузки отразите в таблице 2.
Таблица 2 – Расчеты коэффициента загрузки станков на участке
| № операции | Наименование операции
| Количество станков, шт. | Коэффициент загрузки, % | ||
| Расчетное | Принятое | ||||
|
ИТОГО | |||||
На основании полученных расчетов, было установлено, что общий коэффициент загрузки станков проектируемого участка составил …..%.
Процент загрузки станков на участке определяется по формуле (4):
Пзагр. = Пст.рас.*100/Пст.принятое, (4)
где Пст.рас. – потребное количество оборудования по операциям расчетное, станков;
Пст.принятое – потребное количество оборудования по операциям принятое, станков;
Пзагр. – процент загрузки станков, %.
Важно! Общий коэффициент загрузки станков на участке определяется средним арифметическим способом.
4.5 Согласно произведенным расчетам, отобразите графически общий коэффициент загрузки оборудования на участке (графическое решение должно соответствовать вашим расчетам и полученным значениям), с указанием процента загрузки станков по каждой операции. Для более наглядного примера приведена схема 2, где общий коэффициент загрузки оборудования на участке равен 77,78%.
|

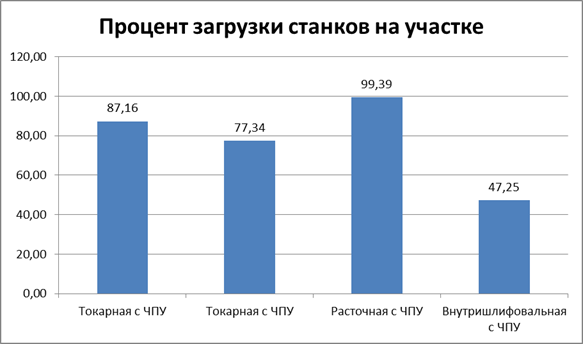
Схема 2.- Общий коэффициент загрузки оборудования на участке
Определение площади участка
Произведите расчет производственной и вспомогательной площади участка, полученные результаты отразите в таблице 3.
Важно! Определите тип используемого станка по удельной площади, согласно технологическому паспорту оборудования.
5.1. Размер производственной площади участка можно определить по удельной площади, приходящей на единицу основного и вспомогательного оборудования вместе с проходами и с проездами. Для определения производственной площади необходимо основываться на перечень рекомендуемого технологического оборудования, который предложен в методических указаниях к дипломному проектированию.
Нормативы удельной площади на единицу оборудования в среднем принимаются:
· 10 … 12 м2 на один мелкий станок;
· 15 … 20 м2 на один средний станок;
· 25 … 30 м2 на один крупный станок.
5.2. Размер вспомогательной площади участка можно определить с учетом:
- площади склада материалов – 3 … 5% от производственной площади, м2;
- площади склада незавершенного производства – 6 … 8% от производственной площади, м2;
- площади магистральных проездов – 5% от производственной площади, м2;
- площади инструментальной кладовой – 6 … 8% от производственной площади, м2.
Таблица 3 – Расчет принятых площадей участка
| № п/п | Наименование и назначение площадей | Площадь, м2 | Высота, м | Объем, м3 |
| 1 | Производственная площадь | 5 … 8 | ||
| 2 | Вспомогательная площадь | 3 … 6 | ||
ИТОГО
Таким образом, общая площадь проектируемого участка для изготовления детали «….» составила …м2.



