Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение исходного индекса
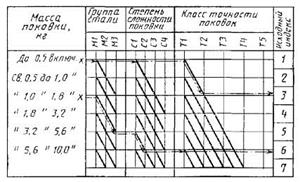
Исходный индекс определяется по таблице №17 (стр.30 пособия) в зависимости от: - Массы поковки; - Группы стали; - Степень сложности поковки; - Класс точности поковки Примеры определения исходного индекса:
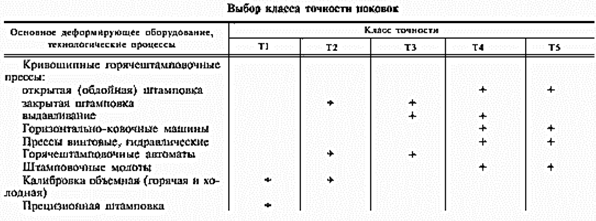
1. Поковка массой 0,5 кг, группа стали M 1, степень сложности С1, класс точности Т2 Исходный индекс - 3 (путь показан штрихпунктирной линией-стрелкой). 2. Поковка массой 1,5 кг, группа стали М3, степень сложности С2, класс точности Т1. Исходный индекс - 6. Масса поковки G пок = G дет хКр В массу по ковки не входят масса облоя и перемычки пробитого отверстия. Группа стали (определяется по таблице №14, стр. 28 пособия) М1 – С ≤ 0,35%, суммарное количество легирующих компонентов ∑Л.К ≤ 2%. М2 - 0,35% < С ≤ 0,65 %, суммарное кол. легирующих компонентов 2% < ∑Л.К ≤ 5.%. М3 - углерода С > 0,65%, суммарное количество легирующих компонентов ∑Л.К > 5%. Степень сложности детали (определяется по таблице №13, стр. 27 пособия) Степень сложности определяют путем вычисления отношения массы (объема) G п поковки к массе (объему) G ф геометрической фигуры, в которую вписывается форма поковки. Геометрическая фигура может быть шаром, параллелепипедом, цилиндром с перпендикулярными к его оси торцами или прямой правильной призмой Степеням сложности поковок соответствуют следующие численные значения отношения G п / G ф: С 1 - св. 0,63 С 2» 0,32 до 0,63 включ. С 3» 0,16» 0,32» С 4» 0,16 Класс точности поковки - определяется по таблицы №16 (стр. 29 пособия) в зависимости от деформирующего оборудования и технологического процесса)
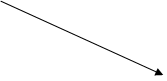
Коэффициент (K p) для определения ориентировочной расчетной массы поковки Таблица №15
Таблица №16
Шаг 5 – назначение штамповочных уклонов Штамповочные уклоны – предназначены для легкого удаления поковки из штампа и назначаются на всех поверхностях перпендикулярных плоскости разъема штампа. Штамповочные уклоны, назначаемые на внутренние поверхности на 2…3º больше, чем наружные уклоны. При температурной усадке наружные поверхности поковки при остывании отходят от поверхности ручья штампа, а внутренние прижимаются. Штамповочные уклоны не должны превышать величин, указанных в таблице ГОСТа 7505-89)
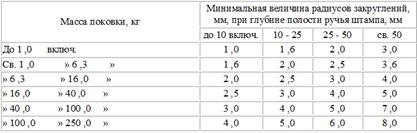
На поверхностях отверстий в поковках, изготовленных на горизонтально-ковочных машинах, штамповочный уклон не должен превышать 3 °. Шаг 6 - назначение радиусов закругления. Радиусы закруглений – предназначены для лучшего заполнения полости ручья штампа и уменьшают концентрацию напряжений в поковке. Все пересекающиеся поверхности поковки должны сопрягаться по этим радиусам. Радиусы закругления – определяются по таблице в зависимости от массы и глубины полости в штампе Минимальная величина радиусов закруглений наружных углов поковок в зависимости от глубины полости ручья штампа устанавливается по таблице 21 (стр. 34 пособия) Таблица №21
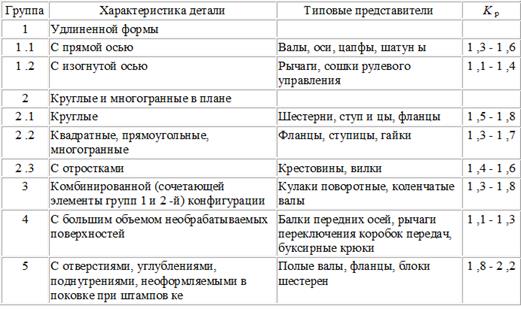
Величина радиуса закругления внутренних углов устанавливается по согласованию между изготовителем и потребителем – принимаем величину радиусов закруглений внутренних углов в 3-4 раза больше принятых для наружных радиусов ЕСКД ГОСТ 2.307-2011 Размеры радиусов наружных и внутренних закруглений наносят, как показано на рисунках
Этап №4 - расчет КИМ КИМ = G д (масса детали)/ G з (масса заготовки). G д (масса детали) – определяетсяпо чертежу детали (исходные данные). G з (масса заготовки) – определяется по чертежу поковки. G з = G д + G н + G пр + G ук G н – масса напусков. G пр – масса припусков. G ук – масса уклонов. Этап №5 - выбор исходной заготовки, выбор основных кузнечных операций и разработка схемы – эскизов основных переходов при изготовлении поковки.
|
|||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 213; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.219.189.247 (0.009 с.) |
|||||||||||||||||||