Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Измерение отклонений формы и расположения геометрических элементов деталей.
Цель работы: изучить методы и средства измерения отклонений формы и расположения элементов поверхностей деталей. Сделать заключение о годности детали.
Теоретические положения
При проектировании деталей машин их геометрические параметры задаются размерами элементов, а также формой и взаимным расположением их поверхностей. При изготовлении возникают отступления геометрических параметров реальных деталей от идеальных значений. Степень приближения действительных параметров к идеальным называется точностью.Точность характеризуется действительной погрешностью (действительная точность) или пределами, ограничивающими значения погрешности (нормированная точность). Точность деталей по геометрическим параметрам есть совокупное понятие, подразделяющееся по следующим признакам: · точности размеров элементов; · точности формы поверхностей элементов; · точности по шероховатости поверхности; · точности взаимного расположения элементов. Погрешности размера, формы, шероховатости и расположения поверхностей в процессе изготовления возникают из-за погрешностей станка, погрешностей режущего инструмента и приспособлений; упругих деформаций в технологической системе резания, погрешности измерения, неоднородности размеров, жесткости материала заготовки. В подвижных соединениях эти погрешности приводят к уменьшению износостойкости деталей, в неподвижных и подвижных плотных соединениях отклонения формы и расположения поверхностей вызывают неравномерность натягов или зазоров, вследствие чего снижается прочность соединения, герметичность и точность центрирования. Нормирование точности формы и расположения поверхностей, волнистости и шероховатости способствует повышению точности геометрии деталей при изготовлении и контроле, является одним из факторов повышения качества выпускаемой продукции. Поверхности изделий, полученные после окончательной обработки, всегда отличаются от номинальных поверхностей, заданных чертежом и технической документацией как по форме, так и по расположению, что приводит к отклонению параметров посадки от расчетных, снижению точности изделия и надежности его работы. Поэтому для обеспечения правильного функционирования машин, требуемой долговечности деталей и их монтажной взаимозаменяемости все отклонения формы и расположения поверхностей должны быть ограничены допусками.
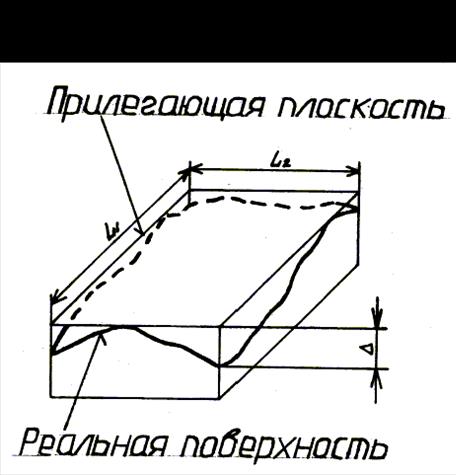
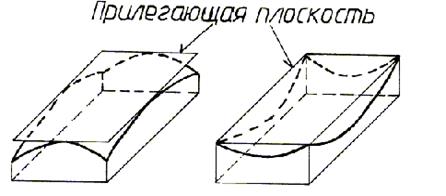
В основе нормирования отклонений формы и расположения поверхностей лежит принцип прилегающих прямых (плоскостей, поверхностей). Прилегающая прямая - прямая, соприкасающаяся с реальным профилем и расположенная вне материала так, чтобы отклонение от наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение. Прилегающая поверхность - поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала так, что отклонение от наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. (Рис. 9.1)
Рис. 9.1 Прилегающая поверхность Под отклонением формы понимают отклонение формы реальной поверхности или реального профиля от формы номинальной поверхности или номинального профиля. Количественно отклонения формы оценивают наибольшим расстоянием от точек реальной поверхности (профиля) до прилегающей поверхности (профиля) по нормали. Комплексными показателями отклонения формы цилиндрических деталей являются отклонение профиля продольного сечения и отклонение от круглости.
Отклонение профиля продольного сечения - это наибольшее расстояние от точек реальной поверхности, лежащей в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля в пределах нормируемого участка. Этот комплексный показатель пока не обеспечен измерительными средствами, поэтому вместо него обычно нормируют и измеряют конусообразность, бочкообразность, седлообразность и отклонения от прямолинейности оси в пространстве. Первые три элемента измеряют с помощью любого прибора с двухточечной схемой измерения в разных сечениях вдоль оси детали (оптиметры, микрометры и другие).
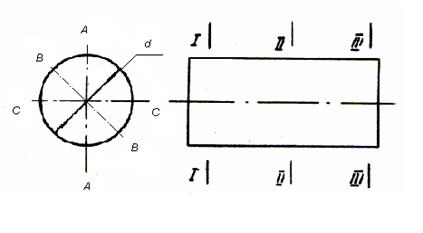
Рис.9.2. Схема измерений.
Прямолинейность оси измеряют с помощью прокатывания детали по плоскости под наконечником измерительной головки.
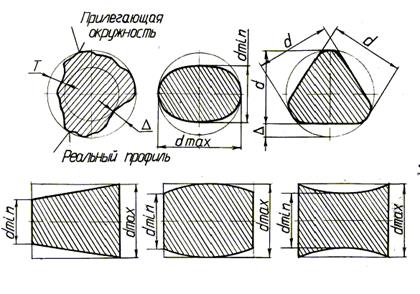
Отклонение от круглости - это наибольшее расстояние от точек реального профиля до прилегающей окружности. Отклонение от круглости измеряют приборами - кругломерами. Принцип измерений кругломером заключается в воспроизведении прибором идеальной окружности и сравнении ее с реальным профилем измеряемой поверхности. Кругломеры применяют для контроля наиболее точных и ответственных изделий. Приближенно отклонение от круглости может быть измерено двухконтактным или трехконтактными способами. Если характер отклонения соответствует овальности, огранке с четным числом граней, то применяют двухконтактный способ, при этом определяют полуразность между наибольшим и наименьшим диаметрами поперечного сечения при поворачивании детали под измерительным наконечником. Если характер отклонения от круглости соответствует огранке с нечетным числом граней, применяют трехконтактный способ. Частными видами отклонений формы цилиндрической поверхности в поперечном сечении являются овальность и огранка, в продольном сечении конусообразность, бочкообразность и седлообразность (рис. 9.3).
Рис.9.3. Частные виды отклонений формы цилиндрической поверхности
Частными видами отклонений плоских поверхностей являются выпуклость и вогнутость (рис. 9.4).
Рис.9.4. Частные виды отклонений плоских поверхностей Отклонения формы и расположения поверхностей принято обозначать D, допуски - Величины отклонений формы цилиндрических поверхностей определяются по формуле
где Отклонением расположения называется отклонение реального (действительного) расположения геометрического элемента от его номинального расположения. Под номинальным понимается расположение, определяемое номинальными линейными и угловыми размерами между рассматриваемым элементом и базами. Элемент - термин, под которым подразумевают, в зависимости от конкретных условий, часть поверхности, плоскость симметрии двух или нескольких плоскостей, профиль, линию пересечения двух поверхностей (грань), ось поверхности или сечения, точку - центр окружности или сферы, точку пересечения линий. Базой называется элемент детали (или сочетание элементов, выполняющее ту же функцию), по отношению к которому задается допуск расположения или суммарный допуск формы и расположения, а также определяется соответствующее отклонение. Часто встречающимися случаями является базовая плоскость, базовая ось и базовая плоскость симметрии. В качестве базовой оси (плоскости симметрии) может быть задана ось базовой поверхности вращения (плоскость симметрии базового элемента) или общая ось (общая плоскость симметрии) двух или более поверхностей вращения (элементов). Общая ось определяется как прямая, относительно которой наибольшее отклонение осей нескольких рассматриваемых поверхностей вращения имеет в пределах длин этих поверхностей минимальное значение. При количественной оценке величины отклонений расположения отклонения формы должны быть исключены. Поэтому реальные поверхности и профили заменяют прилегающими, а за оси, плоскости симметрии и центры реальных поверхностей принимают оси, плоскости симметрии и центры прилегающих элементов. Нормируют семь видов отклонений расположения: отклонение от параллельности, отклонение от перпендикулярности, отклонение уклона, отклонение от соосности, отклонение от симметричности, позиционное отклонение, отклонение от пересечения осей.
Допуском расположения называется предел, ограничивающий допускаемое значение отклонения расположения поверхностей. Для параллельности, перпендикулярности и наклона допуском является наибольшее допускаемое значение отклонения расположения. Для соосности, симметричности, пересечения осей и позиционного допуска, допуск расположения может быть задан в радиусном выражении, как наибольшее допускаемое значение отклонения расположения и в диаметральном выражении, как удвоенное наибольшее допускаемое значение отклонения расположения. Суммарным отклонением формы и расположения называется отклонение, являющееся результатом совместного проявления отклонения формы и отклонения совместного расположения рассматриваемого элемента относительно заданных баз. Нормируются следующие суммарные допуски на отклонения расположения и отклонения формы: радиальное и торцовое биения, полное радиальное и торцовое биения, отклонения формы профиля и отклонения формы поверхности. Радиальное биение - разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси (рис. 9.5).
Рис.9.5. Радиальное биение. Радиальное биение является результатом совместного проявления отклонения от круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси. Полное радиальное биение - разность наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси. Это биение результат совместного проявления отклонения от цилиндричности рассматриваемой поверхности и отклонения от соосности относительно базовой оси. Торцовое биение - разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Это биение результат совместного проявления отклонения от общей плоскости точек, лежащих на линии пересечения торцовой поверхности с секущим цилиндром и отклонения от перпендикулярности торца относительно базовой оси на длине, равной диаметру рассматриваемого сечения (рис. 9.6).
Рис.9.6. Торцовое биение Полное торцовое биение - разность наибольшего и наименьшего расстояний от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси. Это биение результат совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от перпендикулярности относительно базовой оси.
Содержание работы
Задание 1. Измерить отклонения формы ступенчатого вала Объект измерения - цилиндрический ступенчатый вал, номинальный диаметр 10..60 мм, длина 50..200 мм. Средство измерения - микрометр гладкий. Схема измерения - измерение каждого контролируемого размера выполнить в трех сечениях - I-I, II-II, III-III перпендикулярных к оси, и в каждом сечении в направлениях А-А, В-В, С-С (рис. 9.2) Порядок выполнения работы 1. Записать в отчет название, цель работы. 2. Начертить эскиз детали, указать контролируемые размеры, допуски формы и расположения поверхностей. 3. Заполнить таблицу 9.1. Таблица 9.1. Характеристика средств измерения
4. В соответствии с описанием средств измерения (первый раздел) и схемой измерения найти действительные размеры диаметров вала в сечениях АI, АII, АIII и BI, BII, BIII и СI, CII, CIII.Показания прибора записать в таблицу 9.3 5. Подсчитать отклонения формы в следующем порядке: 5.1Овальность для каждого сечения; 5.2Конусообразность по диаметрам сечений, расположенных у торцов вала или бочкообразность, седлообразность, как полуразность диаметров взятых из сечений у торца и в середине вала. 6. Записать в таблицу 9.4. действительное значение отклонений формы и допуск формы (табл.9.2.).
Таблица 9.2 Допуски цилиндричности, круглости, профиля продольного сечения (ГОСТ 24643-81)
7. Сделать заключение о годности Таблица 9.3. Результаты измерений
Таблица 9.4. Значение отклонений формы цилиндрической поверхности
Задание 2. Определить величину торцового и радиального биения цилиндрических поверхностей Объект измерения - цилиндрический ступенчатый вал, номинальный диаметр 20...100 мм, длина 100..500 мм. Средство измерения - прибор для контроля биения ПБ-500. Порядок выполнения работы 1. — 3. См. задание 1.
4. Измерить радиальное биение (рис. 9.7.) Рис.9.7. Измерение радиального биения
Таблица 9.5 Допуски параллельности, перпендикулярности, наклона, торцового биения и полного торцового биения.(ГОСТ 24643-81)
Таблица 9.6 Допуски радиального биения и полного радиального биения. Допуски соосности, симметричности, пересечения осей в диаметральном выражении. (ГОСТ 24643-81)
4.1. Контролируемую деталь установить в приспособление для измерения радиального биения. Если базой является ось вращения, то деталь устанавливают в центра. 4.2. К детали подвести стойку с измерительной головкой и по максимальному отклонению стрелки прибор выставляют на нулевую отметку. При измерении радиального биения наконечник измерительной головки установить перпендикулярно оси контролируемой детали, при измерении торцового биения - параллельно. 4.3. Повернуть деталь на 4.4. Определить радиальное биение, как разность этих показаний. Результаты записать в таблицу. 5. Измерить торцовое биение цилиндрических поверхностей (рис. 9.8.).
5.1. Контролируемую деталь установить в приспособлении для измерения торцового биения. 5.2. К поверхности детали на заданном радиусе R подвести измерительный наконечник измерительной головки, закрепленной в стойке. 5.3. Настроить головку на нулевую отметку, затем повернуть деталь на 5.4. Определить торцовое биение детали на радиусе R как разность этих показаний. 6. Результаты занести в таблицу. Сделать заключение о годности цилиндрической и торцовой поверхности по величинам допусков радиального и торцового биения.
Таблица 9.7. Значения торцового и радиального биения.
Вывод:
Контрольные вопросы: 1. Классификация отклонений формы и расположения поверхностей 2. Определение отклонений и допусков расположения поверхностей 3. Обозначение на чертежах допусков формы и расположения поверхностей 4. Методы и средства измерения отклонений формы и расположения поверхностей.
Лабораторная работа № 10
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 192; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.186.201 (0.104 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 . Участок
. Участок  поверхности или линии, к которому относится отклонение D или допуск
поверхности или линии, к которому относится отклонение D или допуск  ,
, - наибольший и наименьший действительный диаметр в поперечном или продольном сечении.
- наибольший и наименьший действительный диаметр в поперечном или продольном сечении.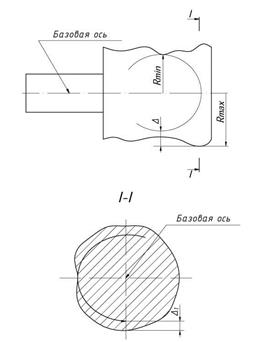
 и зафиксировать наибольшее и наименьшее отклонение стрелки измерительной головки.
и зафиксировать наибольшее и наименьшее отклонение стрелки измерительной головки.