Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Зарисуйте схему автоматической наплавки под слоем флюса и подпишите обозначения на ней.
Практическая работа № 22 Тема: Материалы для наплавки. ГГ технология наплавки. Цель работы: Изучить материалы для наплавки, технологию наплавки Оборудование: раздаточный материал, тетрадь, ручка Задание: Ответить на контрольные вопросы:
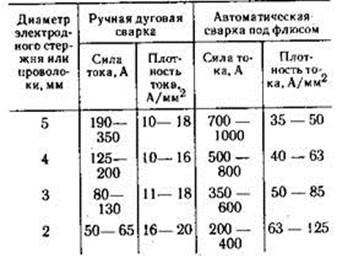
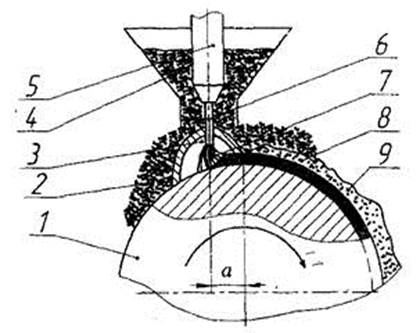
Рисунок 1.1. – Схема автоматической наплавки под слоем флюса: 1 – деталь; 2 – слой флюса; 3 – газовое пространство; 4 – бункер с флюсом; 5 – мундштук; 6 – проволока; 7 - электрическая дуга; 8 – шлаковая корка; 9- наплавленный слой. С варка (наплавка) под слоем флюса представляет собой разновидность электродуговой сварки, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от воздуха. Наряду с защитными функциями флюс стабилизирует горение дуги, обеспечивает раскисление, легирование и рафинирование расплавленного сплава сварочной ванны. К достоинствам сварки (наплавки) подслоем флюса относится: высокая производительность процесса, благодаря применению больших токов, большой глубины проплавления, а также почти полного отсутствия потерь металла на угар и разбрызгивание; возможность автоматизации процесса; высокое качество наплавленного металла в результате надежной защиты флюсом сварочной ванны; улучшение условий труда сварщика. Достоинства: экономичность и доступность; возможность получения слоя наплавленного металла большой толщины (1,5…5,0 мм); равномерность слоя и небольшие припуски; возможность получения наплавки за счет легирования металла с необходимыми механическими свойствами; низкая требовательность к квалификации исполнителя; высокая безопасность труда При сварке под слоем флюса производительность процесса по машинному времени повышается в 6 — 12 раз по сравнению с ручной дуговой сваркой. Это достигается за счет использования больших плотностей тока в электродной проволоке (табл. 1.1). Таблица 1.1. Сила и плотность тока на электроде при ручной дуговой сварке и сварке под слоен флюса
Недостатки: высокий нагрев детали при наплавке; невозможность наплавки детали диаметром менее 40 мм; необходимость удаления шлаковой корки; необходимость термообработки наплавленного металла для повышения его износостойкости
Восстанавливаемая деталь вращается в процессе наплавки с определенной скоростью. Электродная проволока автоматически подается в зону сварки. Дуга горит между концом электрода и восстанавливаемой поверхностью изделия под слоем флюса, который непрерывно подается из бункера. Под действием теплоты, выделяемой сварочной дугой, плавятся электродная проволока и основной металл, а также часть флюса, попавшего в зону горения дуги. В зоне горения дуги образуется полость, заполненная парами металла, флюса и газами. Их давление поддерживает флюсовый свод, образующийся над сварочной ванной. Под влиянием давления дуги жидкий металл оттесняется в сторону, противоположную направлению сварки, образуя сварочную ванну. Расплавленный флюс в результате значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем. Оболочка из расплавленного флюса предохраняет металл наплавки и околошовной зоны от кислорода и азота воздуха и, кроме того, препятствует разбрызгиванию жидкого металла. Благодаря тому, что расплавленный флюс обладает низкой теплопроводностью, замедляется процесс охлаждения наплавленного металла. Это облегчает всплытие на поверхность ванны шлаковых включений и растворенных в металле газов, что резко повышает качество наплавленного слоя сплава. Сварочные флюсы и электродные проволоки. Сварочным флюсом (ГОСТ 9087 — 81) называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. К флюсам для автоматической и полуавтоматической сварки предъявляют ряд следующих требований: обеспечение стабильности горения дуги в процессе сварки; получение заданного химического состава наплавленного металла; обеспечение требуемого формирования металла; получение швов без трещин и с минимальным (допустимым) числом шлаковых включений и пористостью; обеспечение легкой отделяемости шлаковой корки от поверхности наплавленного металла. Решение этих задач связано с составом свариваемого материала и используемой электродной проволоки. Поэтому используемые для наплавки флюсы весьма разнообразны.
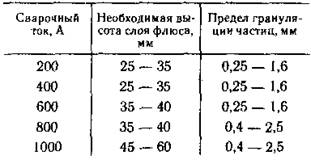
Химический состав наплавленного металла формируется в результате расплавления основного и электродного материалов, а также зависит от степени защиты от воздуха. Степень защиты от воздуха определяется как образующимся в результате горения дуги шлаковым куполом над реакционной зоной, так и высотой слоя твердых частиц флюса над этой зоной. Высота слоя насыпаемого на место сварки флюса с определенным гранулометрическим составом частиц зависит от режимов сварки. Для наиболее распространенных флюсов, применяемых при сварке (наплавке) конструкционных малоуглеродистых и малолегированных сталей, которые широко используются в автомобильном производстве, рекомендации по количеству флюса, насыпаемого на место сварки, приведены в табл. 1.2. Таблица 1.2. Высота слоя флюса и грануляции частиц для сварки на различных режимах
Флюсы классифицируют по следующим основным признакам. 1. По назначению: флюсы общего назначения применяют для сварки и наплавки углеродистых и низколегированных сталей; флюсы специального назначения применяют для специальных способов сварки, таких как электрошлаковая сварка, сварка легированных сталей и т. д. 2. По способу изготовления: плавленые, т. е. получаемые сплавлением шихты в электрических или пламенных печах неплавленые — т. е. изготовленные без расплавления шихты. К неплавленым относятся флюсы, изготовленные измельчением и смешиванием отдельных компонентов, а также керамические флюсы, которые получают смешиванием порошкообразных шлакообразующих, легирующих, раскисляющих и других компонентов. Электродная проволока для сварки под флюсом выпускается по Государственному стандарту, который распространяется на горячекатаную и холоднокатаную проволоку из углеродистых, легированных и высоколегированных сталей. В ГОСТе указывается диаметр проволоки, химический состав, размеры мотков и другие данные. Примерный химический состав материала проволоки можно определить по буквам и цифрам, входящим в обозначение марки проволоки. Проволока, изготовленная из стали, выплавленной электрошлаковым или вакуумно-дуговым способом или же в вакуумно-индукционных печах, обозначается буквами Ш, БД и ВИ, Наплавочную проволоку разделяют на три группы: - из углеродистой стал и типа Нп-30, Нп-40, Нп-80 и другие, всего 8 марок; - из легированной стали, например Нп-ЗОХ5, Нп-ЗОХГСА, всего 11 марок; - из высоколегированной стали, например Нп-4X13, Нп-45Х4ВЗФ, Нп-45Х2В8Т, всего 9 марок. Для наплавки под слоем флюса используют также и порошковые проволоки марки ПП-ЗХ2В8, ПП-10ХВ14.
Контрольные вопросы к практической работе №22: Срисуйте таблицу 1.1. Недостатки процесса? Срисуйте таблицу 1.2. Как классифицируют флюсы? Практическая работа № 22 Тема: Материалы для наплавки. ГГ технология наплавки. Цель работы: Изучить материалы для наплавки, технологию наплавки Оборудование: раздаточный материал, тетрадь, ручка Задание: Ответить на контрольные вопросы:
Рисунок 1.1. – Схема автоматической наплавки под слоем флюса:
1 – деталь; 2 – слой флюса; 3 – газовое пространство; 4 – бункер с флюсом; 5 – мундштук; 6 – проволока; 7 - электрическая дуга; 8 – шлаковая корка; 9- наплавленный слой. С варка (наплавка) под слоем флюса представляет собой разновидность электродуговой сварки, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от воздуха. Наряду с защитными функциями флюс стабилизирует горение дуги, обеспечивает раскисление, легирование и рафинирование расплавленного сплава сварочной ванны. К достоинствам сварки (наплавки) подслоем флюса относится: высокая производительность процесса, благодаря применению больших токов, большой глубины проплавления, а также почти полного отсутствия потерь металла на угар и разбрызгивание; возможность автоматизации процесса; высокое качество наплавленного металла в результате надежной защиты флюсом сварочной ванны; улучшение условий труда сварщика. Достоинства: экономичность и доступность; возможность получения слоя наплавленного металла большой толщины (1,5…5,0 мм); равномерность слоя и небольшие припуски; возможность получения наплавки за счет легирования металла с необходимыми механическими свойствами; низкая требовательность к квалификации исполнителя; высокая безопасность труда При сварке под слоем флюса производительность процесса по машинному времени повышается в 6 — 12 раз по сравнению с ручной дуговой сваркой. Это достигается за счет использования больших плотностей тока в электродной проволоке (табл. 1.1). Таблица 1.1. Сила и плотность тока на электроде при ручной дуговой сварке и сварке под слоен флюса
Недостатки: высокий нагрев детали при наплавке; невозможность наплавки детали диаметром менее 40 мм; необходимость удаления шлаковой корки; необходимость термообработки наплавленного металла для повышения его износостойкости
Восстанавливаемая деталь вращается в процессе наплавки с определенной скоростью. Электродная проволока автоматически подается в зону сварки. Дуга горит между концом электрода и восстанавливаемой поверхностью изделия под слоем флюса, который непрерывно подается из бункера. Под действием теплоты, выделяемой сварочной дугой, плавятся электродная проволока и основной металл, а также часть флюса, попавшего в зону горения дуги. В зоне горения дуги образуется полость, заполненная парами металла, флюса и газами. Их давление поддерживает флюсовый свод, образующийся над сварочной ванной. Под влиянием давления дуги жидкий металл оттесняется в сторону, противоположную направлению сварки, образуя сварочную ванну. Расплавленный флюс в результате значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем. Оболочка из расплавленного флюса предохраняет металл наплавки и околошовной зоны от кислорода и азота воздуха и, кроме того, препятствует разбрызгиванию жидкого металла. Благодаря тому, что расплавленный флюс обладает низкой теплопроводностью, замедляется процесс охлаждения наплавленного металла. Это облегчает всплытие на поверхность ванны шлаковых включений и растворенных в металле газов, что резко повышает качество наплавленного слоя сплава.
Сварочные флюсы и электродные проволоки. Сварочным флюсом (ГОСТ 9087 — 81) называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. К флюсам для автоматической и полуавтоматической сварки предъявляют ряд следующих требований: обеспечение стабильности горения дуги в процессе сварки; получение заданного химического состава наплавленного металла; обеспечение требуемого формирования металла; получение швов без трещин и с минимальным (допустимым) числом шлаковых включений и пористостью; обеспечение легкой отделяемости шлаковой корки от поверхности наплавленного металла. Решение этих задач связано с составом свариваемого материала и используемой электродной проволоки. Поэтому используемые для наплавки флюсы весьма разнообразны. Химический состав наплавленного металла формируется в результате расплавления основного и электродного материалов, а также зависит от степени защиты от воздуха. Степень защиты от воздуха определяется как образующимся в результате горения дуги шлаковым куполом над реакционной зоной, так и высотой слоя твердых частиц флюса над этой зоной. Высота слоя насыпаемого на место сварки флюса с определенным гранулометрическим составом частиц зависит от режимов сварки. Для наиболее распространенных флюсов, применяемых при сварке (наплавке) конструкционных малоуглеродистых и малолегированных сталей, которые широко используются в автомобильном производстве, рекомендации по количеству флюса, насыпаемого на место сварки, приведены в табл. 1.2. Таблица 1.2. Высота слоя флюса и грануляции частиц для сварки на различных режимах
Флюсы классифицируют по следующим основным признакам. 1. По назначению: флюсы общего назначения применяют для сварки и наплавки углеродистых и низколегированных сталей; флюсы специального назначения применяют для специальных способов сварки, таких как электрошлаковая сварка, сварка легированных сталей и т. д. 2. По способу изготовления: плавленые, т. е. получаемые сплавлением шихты в электрических или пламенных печах
неплавленые — т. е. изготовленные без расплавления шихты. К неплавленым относятся флюсы, изготовленные измельчением и смешиванием отдельных компонентов, а также керамические флюсы, которые получают смешиванием порошкообразных шлакообразующих, легирующих, раскисляющих и других компонентов. Электродная проволока для сварки под флюсом выпускается по Государственному стандарту, который распространяется на горячекатаную и холоднокатаную проволоку из углеродистых, легированных и высоколегированных сталей. В ГОСТе указывается диаметр проволоки, химический состав, размеры мотков и другие данные. Примерный химический состав материала проволоки можно определить по буквам и цифрам, входящим в обозначение марки проволоки. Проволока, изготовленная из стали, выплавленной электрошлаковым или вакуумно-дуговым способом или же в вакуумно-индукционных печах, обозначается буквами Ш, БД и ВИ, Наплавочную проволоку разделяют на три группы: - из углеродистой стал и типа Нп-30, Нп-40, Нп-80 и другие, всего 8 марок; - из легированной стали, например Нп-ЗОХ5, Нп-ЗОХГСА, всего 11 марок; - из высоколегированной стали, например Нп-4X13, Нп-45Х4ВЗФ, Нп-45Х2В8Т, всего 9 марок. Для наплавки под слоем флюса используют также и порошковые проволоки марки ПП-ЗХ2В8, ПП-10ХВ14.
Контрольные вопросы к практической работе №22: Зарисуйте схему автоматической наплавки под слоем флюса и подпишите обозначения на ней.
|
|||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 99; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.200.143 (0.029 с.) |
 Сущность процесса сварки и наплавки.
Сущность процесса сварки и наплавки.