Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Область применения и преимущества аргонодуговой сварки ⇐ ПредыдущаяСтр 3 из 3
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов. Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик. Недостатки аргонодуговой сварки Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разно ориентированных швов. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика. В отличие от сварки плавящимся электродом, зажигание дуги не может быть выполнено путем касания электродом изделия. Касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонодуговой сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор». Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Легированные стали, медные и титановые сплавы свариваются на постоянном токе прямой полярности. При сварке алюминиевых и магниевых сплавов применяется переменный ток. Применение переменного тока производит очищающее действие на сварочную ванну. В полупериоды обратной полярности тяжёлые положительные ионы ударяясь о поверхность металла разрушают и распыляют оксидную пленку (так называемый эффект катодного распыления). При ручной аргонодуговой сварке на постоянном токе прямой полярности конец вольфрамового электрода затачивают на конус. Длина заточки, как правило должна быть равна двум-трем диаметрам электрода. При сварке на переменном токе рабочий конец вольфрамового электрода затачивают в виде полусферы.
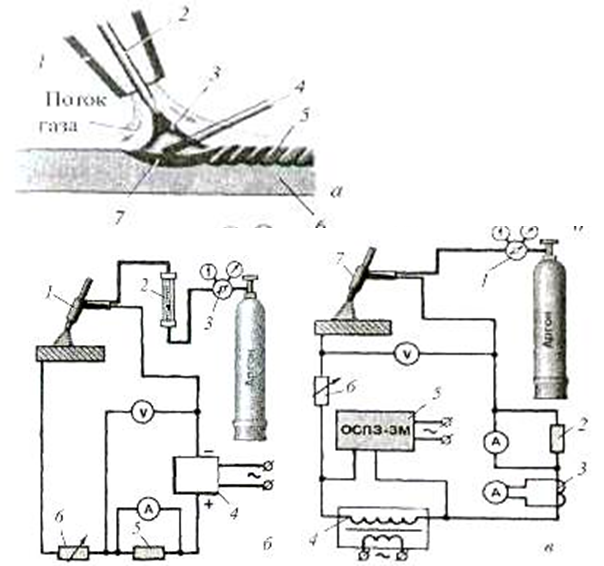
Рис. 1 - Схема процесса и постов для ручной дуговой сварки в среде инертных газов на постоянном и переменном токе: а - схема процесса сварки [7 - сопло горелки; 2 – W-электрод; 3 - электрическая дуга; 4 - присадок; 5 - сварной шов; 6 - основной металл; 7 - сварочная ванна]; б - сварка на постоянном токе [7 -горелка; 2 - ротаметр; 3 - редуктор; 4 -сварочный источник постоянного тока; 5 - шунт]; 6 - балластный реостат; в - сварка на переменном токе [7 - редуктор-расходомер (регулятор); 2 - шунт; 3 - трансформатор тока; 4 - сварочный трансформатор; 5 - осциллятор; 6 - балластный реостат; 7 - горелка] Контрольные вопросы к практической работе №18: Кем и когда была изобретена сварка в среде защитных газов?
|
|||||
|
|
Последнее изменение этой страницы: 2021-05-11; просмотров: 74; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.159.195 (0.006 с.) |