

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Расположения и конфигурация пазов инструментов
Обрабатывающий центр VMC480 P³/ VMC710 P³

Обрабатывающий центр VMC600 P³
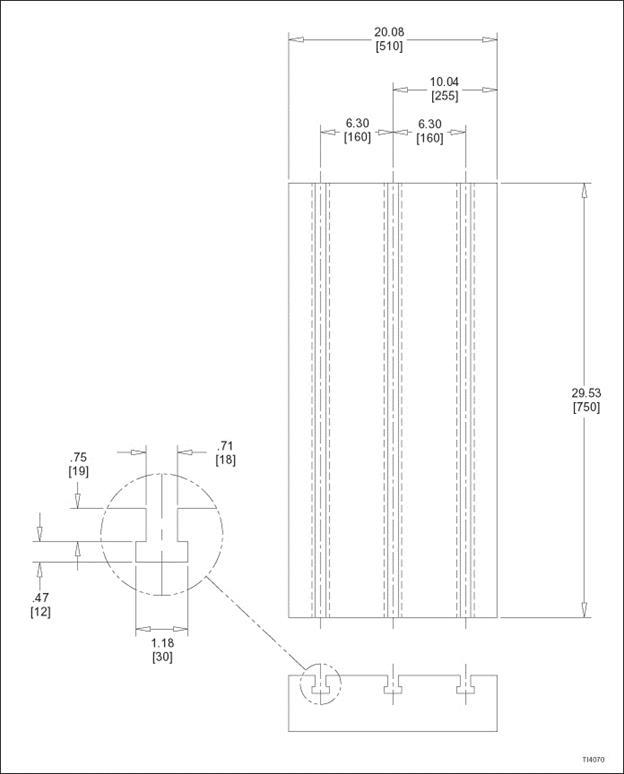
Рисунок А.8 – Расположения и конфигурация пазов инструментов (обрабатывающий центр VMC600 P³)
Обрабатывающий центр VMC800 P³

Рисунок А.9 – Расположения и конфигурация пазов инструментов (обрабатывающий центр VMC800 P³)
Обрабатывающий центр VMC1000 P³
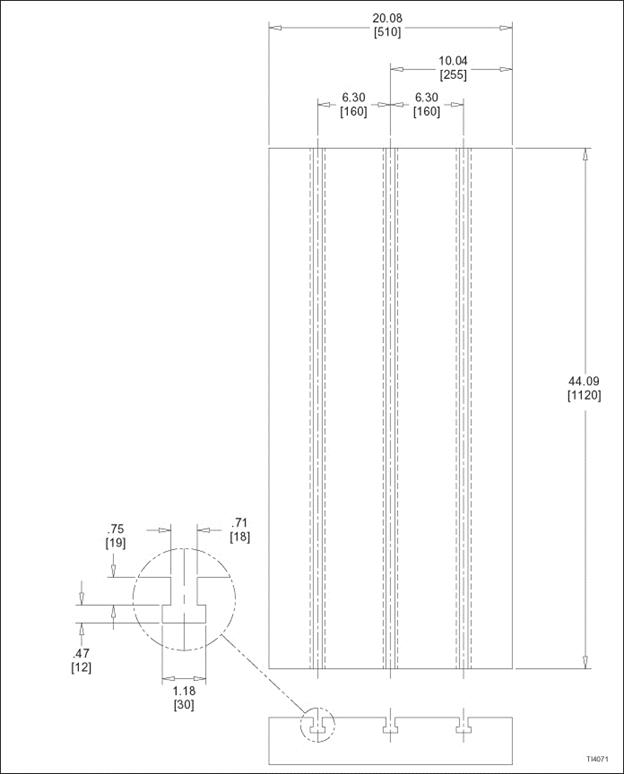
Рисунок А.10 – Расположения и конфигурация пазов инструментов (обрабатывающий центр VMC1000 P³)
Обрабатывающий центр VMC1250II
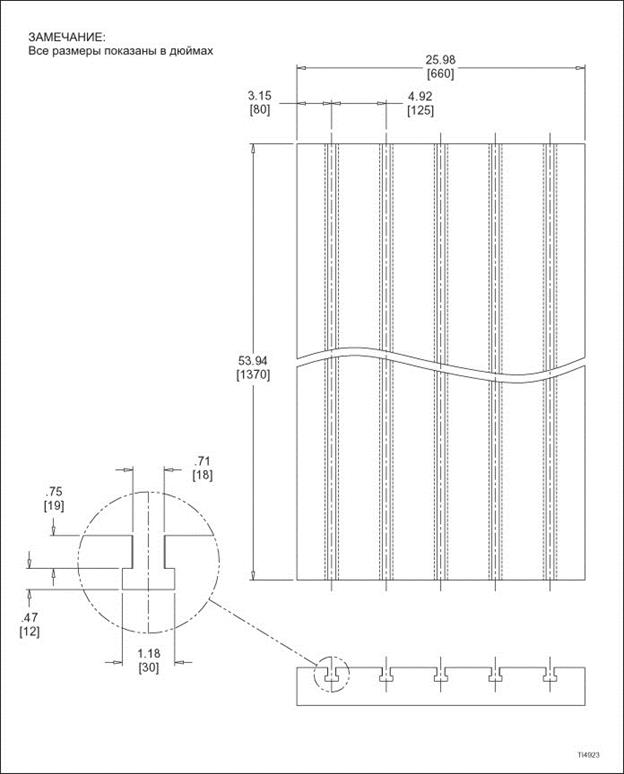
Рисунок А.11 – Расположения и конфигурация пазов инструментов (обрабатывающий центр VMC1250II)
Обрабатывающий центр VMC1500II

Рисунок А.12 – Расположения и конфигурация пазов инструментов (обрабатывающий центр VMC1500II)
Список G кодов
(подготовительные коды)
| Код
| Группа
| Определение
| | G00
| 1
| Режим позиционирования быстрого хода
| | G01
| 1
| Линейная интерполяция
| | G02
| 1
| Круговая интерполяция по часовой стрелке / Спиральная интерполяция
| | G03
| 1
| Круговая интерполяция против часовой стрелки / Спиральная интерполяция
| | G04
| 0
| Задержка
| | G09
| 0
| Точная остановка, не модальный
| | G10
| 0
| Включение режима установки данных
| | G11
| 0
| Выключение режима установки данных
| | G12
| -
| Круговое фрезерование пазов – движение по часовой стрелке (станок без датчика инструмента)
| | G13
| -
| Круговое фрезерование пазов – движение против часовой стрелки (станок без датчика инструмента)
| | G15
| 17
| Отключение команды полярных координат
| | G16
| 17
| Включение команды полярных координат
| | G17
| 2
| Выбор плоскости ХY
| | G18
| 2
| Выбор плоскости ХZ
| | G19
| 2
| Выбор плоскости YZ
| | G20
| 6
| Дюймовый ввод данных
| | G21
| 6
| Метрический ввод данных
| | G22
| 4
| Включение сохраненных ограничений хода
| | G23
| 4
| Выключение сохраненных ограничений хода
| | G27
| 0
| Проверка возврата к начальной позиции
| | G28
| 0
| Возврат к начальной позиции
| | G29
| 0
| Возврат от начальной позиции
| | G30
| 0
| Возврат к позиции смены инструмента
| | G31
| 0
| Функция пропуска
| | G39
| 0
| Угловой сдвиг круговая интерполяция
|
| Код
| Группа
| Определение
| | G40
| 7
| Отмена компенсации диаметра инструмента
| | G41
| 7
| Компенсация диаметра инструмента (деталь справа)
| | G42
| 7
| Компенсация диаметра инструмента (деталь слева)
| | G43
| 8
| Компенсация длины инструмента
| | G49
| 8
| Отмена компенсации длины инструмента
| | G50
| 11
| Масштабирование выкл.
| | G51
| 11
| Масштабирование вкл.
| | G52
| 0
| Установка локальной системы координат
| | G54
| 14
| Рабочая система координат 1
| | G55
| 14
| Рабочая система координат 2
| | G56
| 14
| Рабочая система координат 3
| | G57
| 14
| Рабочая система координат 4
| | G58
| 14
| Рабочая система координат 5
| | G59
| 14
| Рабочая система координат 6
| | G60
| 0
| Позиционирование в одном направлении
| | G61
| 15
| Режим точной остановки
| | G62
| 15
| Автоматическая коррекция углов
| | G63
| 15
| Режим нарезания резьбы метчиком
| | G64
| 15
| Режим резания
| | G65
| 0
| Вызов немодального макроса
| | G66
| 12
| Вызов модального макроса
| | G67
| 12
| Отмена вызова модального макроса
| | G68
| 16
| Включение вращения координат
| | G69
| 16
| Выключение вращения координат
| | G71
| -
| Фрезерование прямоугольного паза - движение по часовой стрелке (станок без датчика инструмента)
| | G72
| -
| Фрезерование прямоугольного паза - движение против часовой стрелки (станок без датчика инструмента)
| | G73
| 9
| Цикл ступенчатого сверления
| | G74
| 9
| Цикл нарезания резьбы метчиком (левосторонняя)
|
| Код
| Группа
| Определение
| | G76
| 9
| Цикл тонкого бурения
| | G80
| 9
| Отмена цикла
| | G81
| 9
| Цикл сверления
| | G82
| 9
| Цикл сверления
| | G83
| 9
| Цикл ступенчатого сверления
| | G84
| 9
| Цикл нарезания резьбы метчиком (правосторонняя)
| | G85
| 99
| Цикл бурения
| | G86
| 9
| Цикл бурения
| | G87
| 9
| Цикл заднего бурения
| | G88
| 9
| Цикл бурения (ручной возврат)
| | G89
| 9
| Цикл бурения
| | G90
| 3
| Режим абсолютного позиционирования
| | G91
| 3
| Режим дискретного позиционирования
| | G92
| 0
| Сдвиг координат / Ограничение об/мин постоянной скорости обработки
| | G94
| 5
| Скорость подачи в дюймах/миллиметрах в минуту
| | G95
| 5
| Скорость подачи в дюймах/миллиметрах на оборот
| | G96
| 13
| Постоянная скорость обработки
| | G97
| 13
| Прямое программирование об/мин
| | G98
| 10
| Инструмент к начальной точке в циклах обработки
| | G99
| 10
| Инструмент к точке возврата в циклах обработки
|
Список М кодов
(разнородные коды)
| Код
| Определение
| Стандарт/Опция
| | M00
| Остановка программы
| С
| | M01
| Опционная остановка
| С
| | M02
| Конец программы
| С
| | M03
| Шпиндель вращение вперед
| С
| | M04
| Шпиндель вращение обратно
| С
| | M05
| Остановка шпинделя
| С
| | M06
| Автоматическая смена инструмента
| С
| | M08
| Включение охлаждения
| С
| | M09
| Выключение охлаждения
| С
| | M10
| Включение тормоза вращательного стола
| O
| | M11
| Выключение тормоза вращательного стола
| O
| | M13
| Шпиндель вперед/включение охлаждения
| С
| | M14
| Шпиндель обратно/включение охлаждения
| С
| | M15
| Остановка шпинделя/выключение охлаждения
| С
| | M16
| Выключение обдува шпинделя
| С
| | M17
| Включение обдува шпинделя
| С
| | M19
| Ориентирование шпинделя
| С
| | M20
| Отмена ориентирования шпинделя
| С
| | M21
| Включение зеркального отображения оси Х
| С
| | M22
| Выключение зеркального отображения оси Х
| С
| | M23
| Отмена зеркального отображения
| С
| | M24
| Включение рабочего освещения
| С
| | M25
| Выключение рабочего освещения
| С
| | M29
| Включение режима жесткого нарезания резьбы метчиком
| С
| | M30
| Конец программы
| С
| | M41
| Низшая передача шпинделя (только станки с высоким крутящим моментом)
| С
|
| Код
| Определение
| Стандарт/Опция
| | M42
| Высшая передача шпинделя (только станки с высоким крутящим моментом)
| С
| | M48
| Включение ручной коррекции шпинделя и скорости подачи
| С
| | M49
| Выключение ручной коррекции шпинделя и скорости подачи
| С
| | M51
| Включение охладителя стружки
| С
| | M52
| Выключение охладителя стружки
| С
| | M53
| Включение сквозного охлаждения шпинделя
| О
| | M54
| Выключение сквозного охлаждения шпинделя
| О
| | M68
| Включение конвейера стружки
| О
| | M69
| Выключение конвейера стружки
| О
| | M71
| Манипулятор инструментального магазина 1 ВНУТРЬ (исходная позиция)
| С
| | M72
| Манипулятор инструментального магазина 1 НАРУЖУ (шпиндель)
| С
| | M73
| Инструментальный магазин 1 зажатие шпинделем инструмента
| С
| | M74
| Инструментальный магазин 1 разжатие шпинделем инструмента
| С
| | M75
| Поиск номера инструмента в шпинделе
| С
| | M76
| Активация режима смены инструмента (магазин 1)
| С
| | M77
| Отмена режима смены инструмента (магазин 1)
| С
| | M80
| Автоматическое отключение питания
| С
| | M81
| Манипулятор инструментального магазина 2 ВНУТРЬ (исходная позиция)
| О
| | M82
| Манипулятор инструментального магазина 2 НАРУЖУ (шпиндель)
| О
| | M83
| Инструментальный магазин 2 зажатие шпинделем инструмента
| О
| | M84
| Инструментальный магазин 2 разжатие шпинделем инструмента
| О
| | M85
| Поиск номера инструмента в шпинделе (магазин 2)
| О
| | M86
| Активация режима смены инструмента (магазин 2)
| О
| | M87
| Отмена режима смены инструмента (магазин 2)
| О
| | M98
| Вызов подпрограммы
| С
| | M99
| Конец подпрограммы
| С
|
| Код
| Определение
| Стандарт/Опция
| | M100
| Круговое фрезерование пазов – движение по часовой стрелке (станок с датчиком инструмента)
| О
| | M101
| Круговое фрезерование пазов – движение против часовой стрелки (станок с датчиком инструмента)
| О
| | M102
| Фрезерование прямоугольного паза - движение по часовой стрелке (станок с датчиком инструмента)
| О
| | M103
| Фрезерование прямоугольного паза - движение против часовой стрелки (станок с датчиком инструмента)
| О
|
Сообщения тревоги
| Тревога № 1000
| Сообщение тревоги: MAG. POS. AL.
| | Причины:
Инструментальный магазин выдвигается в течение времени, превышающем лимит, установленный регистром диагностики 305.
Инструментальному магазину было задано возвратиться, а он не возвратился в течение времени, установленном регистром диагностики 305.
Переключатель "В позиции" магазина не обнаружен, когда шпиндель работает.
Переключатель "Исходное положение" магазина не обнаружен во время перемещения оси Х, Y, Z и 4-й.
| Решения:
Проверьте правильную настройку переключателя магазина "ВНЕ"
Проверьте правильную настройку переключателя магазина "ДОМА"
Проверьте значение в регистре диагностики 305.
Проверьте сигнал магазина "ВНЕ"
Проверьте сигнал магазина "ДОМА"
| | | | |
| Тревога № 1001
| Сообщение тревоги: PART REACH
| | Причина:
Число в регистре отсчета деталей (Parts Count) равно числу в регистре требуемого количества деталей (Parts Required)
| Решения:
Чтобы работать со станком с активным счетчиком деталей, установите регистр Parts Count на "0" и перезагрузите станок.
Деактивируйте счетчик деталей, установив регистр Parts Required на "0".
| | | | |
| Тревога № 1002
| Сообщение тревоги: SPD.CLAMP AL.
| | Причина:
Сигнал зажатия шпинделя не обнаружен во время работы шпинделя.
| Решения:
Проверьте сигнал зажатия шпинделя (Spindle Clamp). Диагностика 16, бит 2, должен быть "1". Если 16, бит 2, "0", проверьте оборудование.
Проверьте правильную настройку переключателя обнаружения зажатия.
| | | | |
| Тревога № 1003
| Сообщение тревоги: SPD.UNCLAMP AL.
| | Причина:
Сигнал разжимания шпинделя не обнаружен во время работы шпинделя.
| Решения:
Проверьте сигнал разжимания шпинделя (Spindle Unclamp). Диагностика 16, бит 3, должен быть "0". Если 16, бит 3, "1", проверьте оборудование.
Проверьте правильную настройку переключателя обнаружения разжимания.
| | | | |
| Тревога № 1004
| Сообщение тревоги: M06 TIME OVER
| | Причина:
Время смены инструмента больше, чем лимит времени, установленный регистром диагностики 355.
| Решение:
Нажмите клавишу Reset.
Задайте перемещение магазина в исходную позицию.
| | | | |
| Тревога № 1005
| Сообщение тревоги: AIR PRESSURE LOW
| | Причина:
Основное давление воздуха упало ниже минимальной установки за период времени, превышающий лимит, установленный регистром диагностики 375. Минимальная установка давления устанавливается сенсором давления на устройстве управления воздухом.
| Решения:
Отрегулируйте установку основного воздушного давления.
Проверьте сенсор давления на блоке устройства управления воздухом.
Проверьте сигнал обнаружения давления воздуха (Air Pressure Signal), диагностика 18, бит 3.
| | | | |
| Тревога № 1006
| Сообщение тревоги: D402 NE D407
| | Причина:
Магазин 1: счетчик 1 и счетчик 2 не равны после остановки вращения магазина.
| Решение:
Обратитесь к главе 9 для получения действий по устранению сбоев
| | | | |
| Тревога № 1007
| Сообщение тревоги: D400 SET ERR.
| | Причина:
Регистр диагностики 400 установлен неправильно.
| Решение:
Установите регистр 400 на значение "20".
| | | | |
| Тревога № 1008
| Сообщение тревоги: FUSE BLOW
| | Причина:
Был обнаружен сбой предохранителя.
| Решение:
Отключите питание станка и замените предохранитель
| | | | |
| Тревога № 1009
| Сообщение тревоги: D412 NE D417
| | Причина:
Магазин 2: счетчик 1 и счетчик 2 не равны после остановки вращения магазина.
| Решение:
Обратитесь к главе 9 для получения действий по устранению сбоев.
| | | | |
| Тревога № 2000
| Сообщение тревоги: LUB. TIME OVER
| | Причина:
Время смазки истекло. Включается поблочный режим.
| Решение:
Смажьте станок как описано с главе по смазке в руководстве по обслуживанию (М-401).
| | | | |
| Тревога № 2001
| Сообщение тревоги: DOOR OPEN
| | Причины:
В автоматическом режиме главная защитная дверца или боковая дверца магазина была открыта, когда происходило движение осей.
В ручном режиме главная защитная дверца или боковая дверца магазина была открыта, когда происходило движение осей.
| Решения:
В автоматическом режиме закройте защитную дверцу и нажмите кнопку Cycle Start, чтобы возобновить выполнение программы.
Перезапустите необходимое ручное перемещение осей.
| | | | |
| Тревога № 2002
| Сообщение тревоги: MAG. INITIAL SET
| | Причина:
| Решение:
| | Питание было отключено, или клавиша Reset нажата, когда магазин перемещался внутрь или наружу.
| Произведите следующее:
1. Нажмите Power ON, если необходимо.
2. Выберите режим ручного ввода данных (MDI).
3. Установите регистр диагностики 520, бит 6 на "1".
4. Введите и выполните команду М76.
5. Введите и выполните команду М71.
6. Установите регистр диагностики 520, бит 6 на "0".
7. Нажмите Reset
8. Верните оси станка к нулю
| | Питание было отключено, или клавиша Reset нажата, когда инструмент в шпинделе был разжат, инструментальный магазин в позиции, но до того, как ось Z начала перемещаться в позицию.
| 1. Нажмите Power ON, если необходимо.
2. Выберите режим ручного ввода данных (MDI).
3. Установите регистр диагностики 520, бит 6 на "1".
4. Введите и выполните команду М76.
5. Введите и выполните команду М73
6. Введите и выполните команду М71.
7. Установите регистр диагностики 520, бит 6 на "0".
8. Нажмите Reset
9. Верните оси станка к нулю
| | | | |
| Тревога № 2002
| Сообщение тревоги: MAG. INITIAL SET
| | Причина:
| Решение:
| | Питание было отключено, или клавиша Reset нажата, когда ось Z перемещалась в позицию для смены инструмента.
| Произведите следующее:
1. Нажмите Power ON, если необходимо.
2. Выберите режим ручного ввода данных (MDI).
3. Установите регистр диагностики 520, бит 6 на "1".
4. Введите и выполните команду М76.
5. Выберите режим маховика (Handwheel)
6. Выберите дискретность х1 или х10.
7. Перемещайте ось Z в направлении +, пока инструмент не высвободится.
8. Вручную удалите инструмент из магазина.
9. Выберите режим ручного ввода данных (MDI).
10. Введите и выполните команду М73.
11. Введите и выполните команду М71.
12. Установите регистр диагностики 520, бит 6 на "0".
13. Выберите режим Jog.
14. Установите инструмент в шпиндель
15. Нажмите Reset
16. Верните оси станка к нулю
| | | | |
| Тревога № 2002
| Сообщение тревоги: MAG. INITIAL SET
| | Причина:
| Решение:
| | Питание было отключено, или клавиша Reset нажата, когда инструментальный магазин вращался.
| Произведите следующее:
1. Нажмите Power ON, если необходимо.
2. Выберите режим ручного ввода данных (MDI).
3. Установите регистр диагностики 520, бит 6 на "0".
4. Выберите режим Jog.
5. Поверните магазин в правильное положение.
6. Вручную удалите инструмент из магазина.
7. Выберите режим ручного ввода данных (MDI).
8. Установите регистр диагностики 520, бит 6 на "1".
9. Введите и выполните команду М76.
10. Введите и выполните команду М73.
11. Введите и выполните команду М71.
12. Установите регистр диагностики 520, бит 6 на "0".
13. Нажмите Reset
14. Выберите режим Jog.
15. Установите инструмент в шпиндель
16. Проверьте значения в регистрах диагностики устройства смены инструментов 402, 407, 450 и 451.
17. Верните оси станка к нулю
| | | | |
| Тревога № 2002
| Сообщение тревоги: MAG. INITIAL SET
| | Причина:
| Решение:
| | Питание было отключено, или клавиша Reset нажата, когда ось Z перемещалась в позицию после того, как инструментальный магазин прекратил вращение.
| Произведите следующее:
1. Нажмите Power ON, если необходимо.
2. Выберите режим ручного ввода данных (MDI).
3. Установите регистр диагностики 520, бит 6 на "1".
4. Выберите режим маховика (Handwheel)
5. Выберите дискретность х1 или х10.
6. Перемещайте ось Z в направлении +, пока инструмент не высвободится.
7. Вручную удалите инструмент из магазина.
8. Выберите режим ручного ввода данных (MDI).
9. Введите и выполните команду М71.
10. Введите и выполните команду М73.
11. Установите регистр диагностики 520, бит 6 на "0".
12. Нажмите Reset
13. Проверьте значения в регистрах диагностики устройства смены инструментов 450 и 451
14. Выберите режим Jog.
15. Установите инструмент в шпиндель
16. Верните оси станка к нулю
| | | | |
| Тревога № 2003
| Сообщение тревоги: COL. LOW PRESSURE
| | Причина:
Давление сквозного охлаждения шпинделя упало ниже минимальной установки за период времени, превышающий лимит, установленный регистром диагностики 390. Вводится поблочный режим.
| Решения:
Проверьте поток охладителя. Если поток недостаточный, проверьте фильтр.
Проверьте соленоид охладителя. Обратитесь к электрической схеме.
Проверьте установку реле давления охладителя. Оно должно быть установлено на 1 кг/см3.
Проверьте работу реле давления.
| | | | |
| Тревога № 2004
| Сообщение тревоги: SCALE AIR LOW P
| | Причина:
Давление воздуха линейной шкалы упало ниже минимальной установки 1 кг/см3.
Минимальное давление устанавливается сенсором давления на блоке управления воздухом.
| Решения:
Отрегулируйте настройку давления воздуха для опционных линейных шкал.
Проверьте сенсор давления на блоке управления воздухом линейной шкалы.
Проверьте воздушный фильтр на подачу воздуха линейной шкалы.
| | | | |

"Производительность обеспечила лидерство для Hardinge"®
Hardinge Inc.
|



