Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологического процесса (етп)Стр 1 из 6Следующая ⇒
Цель работы: научиться формулировать содержание переходов согласно действующим стандартам и определять структурные составляющие операции [4]. Задача: сформулировать содержание установочного и технологического переходов, выявить вспомогательные переходы, определить количество и содержание основных и вспомогательных ходов.
Порядок выполнения работы 1. Изучить чертеж детали, эскизы операционных наладок, в случае необходимости – чертеж заготовки. Обратить внимание на размеры, точность, шероховатость обрабатываемых поверхностей, допуски формы и взаимного расположения поверхностей. 2. Вычертить операционную наладку в отчете (прил. 14), заменив базирующие элементы приспособления условными обозначениями (рис. 2.1). 3. Определить вид, состав и последовательность предусмотренных в операции работ. 4. Выделить установы, переходы, позиции, ходы. 5. Сформулировать содержание установочных, технологических и вспомогательных переходов, определить количество и содержание рабочих и вспомогательных ходов. 6. Выполнить отчет по форме (прил. 14).
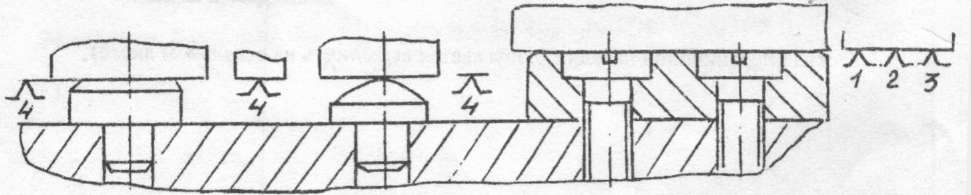
Некоторые пояснения 1. Правила оформления операционных наладок: 1.1. На главном виде заготовка должна быть показана так, как ее видит рабочий со своего рабочего места. Количество проекций должно обеспечивать полное представление об обрабатываемых поверхностях и выдерживаемых размерах. Заготовка выполняется основными (контурными) линиями. Обрабатываемые поверхности – красным цветом. 1.2. Режущие инструменты показываются в исходном положении. 1.3. Опорные и другие элементы приспособлений – тонкими линиями. 1.4. Опоры обозначают значками:
а б в
Рис. 2.1. Виды опор приспособлений и их условные обозначения: а – опора плоская, б – опора сферическая, в – две планки, плита
1.5. Ha чертеже наладки проставляются размеры, шероховатость, допуски формы и расположения поверхностей, получаемые на данной операции. Эта информация берется из чертежа детали или принимается по справочникам, исходя из технологических задач.
2. В содержании операции должны быть отражены все необходимые действия, совершаемые в технологической последовательности исполнителем при обработке изделия на одном рабочем месте. Описание операций, выполняемых на металлорежущем оборудовании, должно соответствовать ГОСТ 3.1702–79 [4] и включать: – номер операции, – наименование операции, – содержание установочного перехода, – содержание механообрабатывающего перехода. Каждой операции, включая контроль, перемещение, слесарные и другие, присваивается номер, кратный 5 или 10 (5, 10, 15... или 10, 20, 30…). Наименование операции обработки резанием должно отражать применяемый вид оборудования и записываться именем прилагательным в именительном падеже. Например, наименование операции, выполняемой на токарно-винторезном станке мод. 16К20 – токарно-винторезная, то же на станке мод. 16К20ФЗ – токарно-винторезная с ЧПУ. По аналогии: горизонтально-фрезерная с ЧПУ, круглошлифовальная, горизонтально-расточная и т.д. 3. Установ – часть операции, выполняемой при неизменном закреплении заготовки. Включает описание способа установки и закрепления заготовки на станке и указание способов и последовательности обработки поверхностей – технологические переходы. Установочный переход обозначается буквами русского алфавита (А, Б...). Процесс установки заготовки формулируется в три фразы (рис. 2.2), которые начинаются словами: установить, выверить, закрепить. Описание установочного перехода зависит от степени сложности процесса установки заготовки на станке. При отсутствии особых требований к точности установки установочный переход формулируется так: А. Установить заготовку в трехкулачковый патрон. Выверить. Закрепить. Если способ установки заготовки на станок не обеспечивает требуемую точность взаимного расположения обрабатываемой и других поверхностей детали, то во второй фразе указывают вид выверки заготовки, поверхности, элементы станка, допуск или другие параметры, относительно которых необходимо произвести выверку (табл. 2.1), чтобы после обработки получить требуемую точность. Например: А. Установить заготовку в тиски. Выверить на перпендикулярность поверхность Б с точностью до 0,05 мм на длине 300 мм относительно плоскости стола.
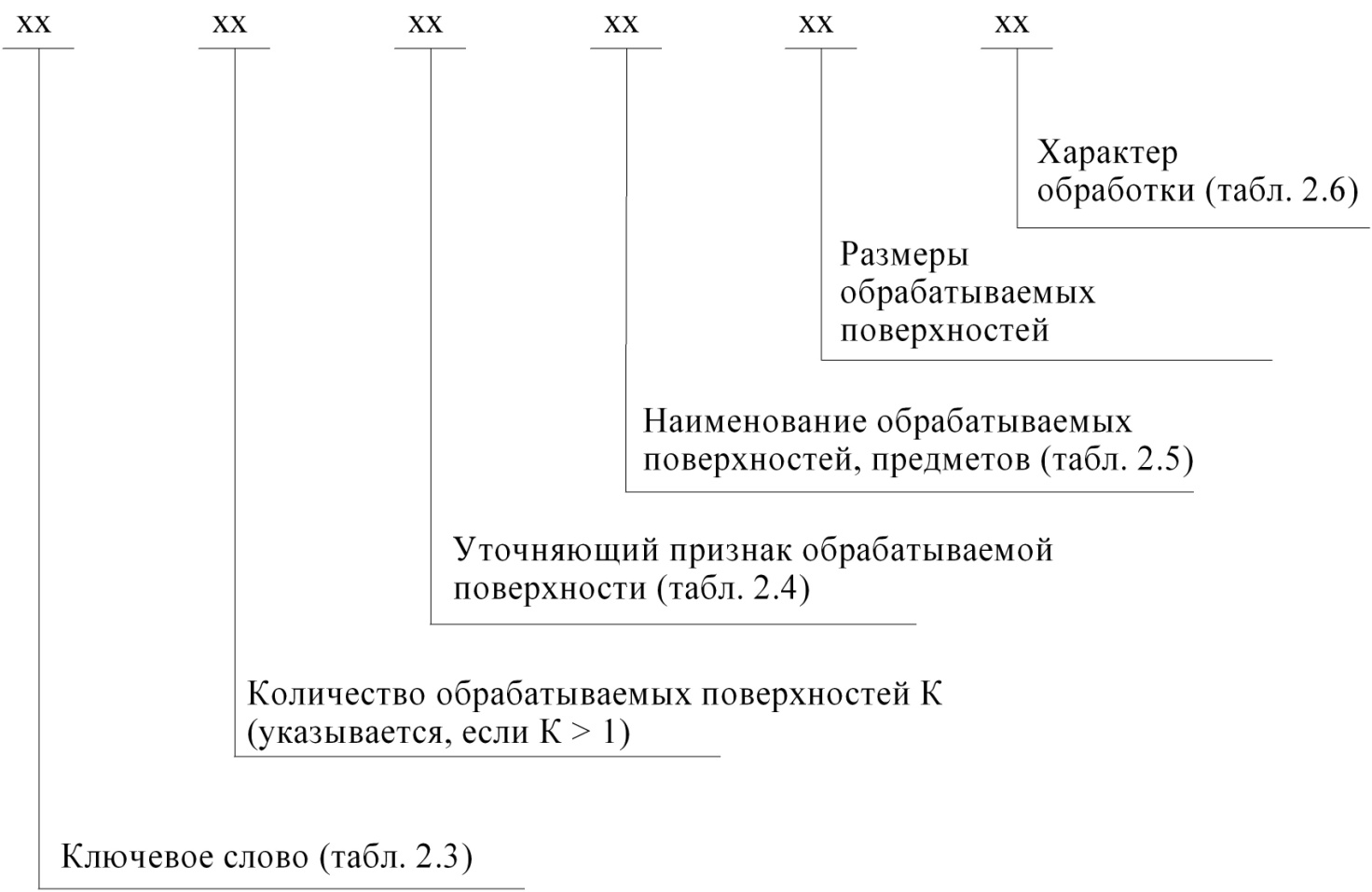
При необходимости (малая жесткость заготовки, определенное расположение мест закрепления при работе на станках с ЧПУ с переустановом зажимов и т.п.) в третьей фразе указывается поверхность закрепления. Например: Установить на столе. Выверить. Закрепить прихватами за платики 30×60 мм. Если заготовка устанавливается на станке с использованием оправок, хомутиков, центров, то в содержании установочного перехода отражается процесс установки: – А. Установить заготовку на оправке. Закрепить. Установить оправку в трехкулачковый патрон. Закрепить. Поджать задним центром. – А. Установить хомутик на заготовке. Закрепить. Установить заготовку в центры. Если операция выполняется за два установа, то второй установ обозначается буквой Б и формулируется так: Б. Переустановить заготовку. Выверить. Закрепить (если требуется, фразы можно развивать, как указано выше). При формировании содержания сложных установочных переходов использовать ключевые слова из табл. 2.2 и способы выверки из табл. 2.1. 4. Технологический переход – законченная часть операции, для которой характерно постоянство применяемого инструмента, обрабатываемой поверхности и режимов резания. Технологические (механообрабатываюшие) переходы нумеруются в пределах установа арабскими цифрами 1, 2, 3... Содержание технологического перехода формируется в две фразы. Порядок записи содержания первой фразы выполняется в большинстве случаев по схеме, представленной на рис. 2.3: Сверлить два сквозных отверстия Ø12 мм последовательно. Примеры других схем первой фразы технологического перехода: 1. Шлифовать две поверхности Ø50h8 последовательно и окончательно. 2. Точить наружную поверхность Ø60h7 до Ø60,3h10 предварительно. 3. Сверлить сквозное отв. Ø20Н8 до Ø19,7Н12 предварительно. 4. Зенкеровать отв. Ø20Н8 до Ø19,9Н11. 5. Сверлить два отв. Ø8,5 под резьбу М10-7Н. 6. Нарезать резьбу М10-7Н в двух отверстиях. 7. Точить поверхность Ø60h7 до Ø60,3h10 за три рабочих хода. Вторая фраза перехода начинается со слова «выдержать», пишется после первой фразы под тем же номером. Первая фраза обязательная, вторая применяется по мере надобности, если требуется перечислить большое количество размеров, допуски формы и расположения поверхностей, шероховатость или другие параметры, которые необходимо выдержать на данном переходе. Например: 8. Сверлить два отв. Ø15Н14. Выдержать размеры 20±0,5; 130±0,25; 40±0,5; 50±0,25; Ra5. 9. Расточить отв. Ø60Н8 окончательно. Выдержать глубину 50h12, допуск биения торца относительно оси 0,05/100 мм, шероховатость Ra2,5 мкм. Допускается часто встречающиеся термины писать сокращенно согласно табл. 2.4, 2.5, 2.6. 5. Вспомогательный переход состоит из действий человека или оборудования, которые не включают процессы формообразования, но необходимы для выполнения технологического перехода: изменить n, S, повернуть РГ или стол, сменить инструмент и т.д.
Рис. 2.2. Схема формирования установочного перехода
6. Технологический переход состоит из рабочих и вспомогательных ходов.
Рабочий ход – однократное перемещение инструмента относительно заготовки, сопровождаемое изменением размеров, формы, шероховатости или свойств заготовки. В процессе резания за один рабочий ход снимается один слой материала. Вспомогательный ход – однократное перемещение инструмента относительно заготовки, не сопровождаемое формообразованием, но необходимое для выполнения рабочего хода. 7. Содержание в графы 3, 4, 5 таблицы отчета (см. прил. 14) заносится напротив текстов соответствующих переходов графы 2. Графы 4 и 5 заполнять следующим образом: – Например, для технологического перехода: Сверлить 2 отв. Ø10HI4: вспомогательные переходы: включить, выключить станок; рабочих ходов – 2 – вертикальное перемещение с подачей So; вспомогательных ходов (из анализа наладки) – 5: подвести инструмент к поверхности заготовки 1 раз, вывести инструмент после сверления 2 раза. Переместить на длину межосевого расстояния – 1 раз, переместить в начальную точку. Итого вспомогательных ходов – 5.
Рис. 2.3. Схема формирования содержания первой фразы технологического перехода
Таблица 2.1 Некоторые способы выверки
Таблица 2.2 Ключевые слова установочных переходов
Таблица 2.3 Ключевые слова технологического перехода
Таблица 2.4 Уточняющий признак обрабатываемой поверхности
Таблица 2.5 Наименование обрабатываемых поверхностей, предметов производства
Таблица 2.6 Характер обработки
Таблица 2.7 Правила постановки размеров
Практическая работа №3
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 77; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.119.17 (0.034 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 – главный вид и вид сбоку,
– главный вид и вид сбоку,  – вид в плане. Точечные опоры обозначаются одним значком, плоскость – тремя значками (рис. 2.1). Опоры нумеруются.
– вид в плане. Точечные опоры обозначаются одним значком, плоскость – тремя значками (рис. 2.1). Опоры нумеруются.