Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для механической разделкиСтр 1 из 3Следующая ⇒
Разделка кромок под сварку \Прежде, чем сваривать заготовки, их кромкам придают определенную форму. Такая операция называется «разделка». Ее выполняют на изделиях средней и большой толщины для того, чтобы:
Разделка кромок под сварку Разделка кромок увеличивает зону шва и, соответственно, расход сварочных материалов. Наименьший расход наблюдается в том случае, когда кромки не разделывается вовсе. Сварка идет без разделочной подготовки. При малых толщинах применяют отбортовку. При подготовке к сварке делают фаски различной формы, одно- и двухсторонние. Прямолинейные односторонние скосы легче всего заваривать. Фаски сложной формы требуют доступа сварщика к лицевой и изнаночной сторонам конструкции. Содержание
Для чего выполняется, цель подготовки и зачистки Перед выполнением подготовки торцы подлежат обязательной зачистке. Зачистка разделяется на две стадии:
Если проводить сварочные работы без предварительной зачистки, то загрязнения, попавшие в шовный материал, существенно снизят его прочность и долговечность.
После зачистки поверхности можно приступать к разделке кромок под сварку. Она проводится для того, чтобы дать электроду или горелке доступ ко всей сварочной зоне. Особенно это важно для толстостенных конструкций, которые приходится проваривать в несколько проходов. Основная цель разделочных операций — обеспечение глубокого и полного провара по всей глубине и длине шва. Различают несколько разновидностей подготовительных работ:
После проведения комплекса подготовительных операций приступают к собственно разделке кромок. Различают следующие виды разделки кромок:
По форме скоса выделяют такие типы разделки кромок под сварку, как:
Правильно выполненная подготовка под сварку помогает сформировать сварочную ванну наилучшей формы, обеспечит плавное соединение двух заготовок, минимизирует возникающие после кристаллизации внутренние напряжения. Важно отметить, что скосы не должны заканчиваться острой кромкой. В этом случае возникает вероятность локальных непроваров или прожогов. На последних 2-3 миллиметрах кромку делаю плоской, формируя так называемое притупление. Под отводы Это вид соединения, позволяющего разделить поток в трубе (или соединить два потока). При подготовке сварки отвода с основной деталью делают скос одной или двух кромок под 45° к продольной оси. Если отвод присоединяется в стык, то заготовки должны быть равной толщины. Угловые присоединения допускается выполнять без фаски. Под штуцеры Это патрубок меньшего по отношению к основной трубе диаметра. Он вваривается в основную трубу и отводит из нее поток. Их также используют в качестве средства присоединения к основной трубе гибких шлангов. Штуцер соединяют с трубопроводом такими приемами:
Оба приема предусматривают односторонний не разделанный шов. Фаски формируются мехобработкой или газовым резаком. Для сосудов и резервуаров Металлические резервуары и сосуды представляют собой объекты повышенной опасности. Содержимое может быть химически активным, находиться под давлением или иметь высокую температуру. Из-за этого высококачественному соединению их деталей и формированию кромок труб под сварку всегда уделяется повышенное внимание. Стандарт предписывает следующим условиям:
Стыкового соединения В этом случае детали лежат в одной плоскости, а торцы их разделяет небольшой промежуток. В этом случае формируется прочный и долговечный шов, заготовки после сваривания практически становятся единым куском металла. Сваривание встык применяется для конструкций, к которым предъявляются высокие требования. Так выполняется, например, сварка труб при сборке плетей под магистральные трубопроводы. Для заготовок толщиной до 3 мм достаточно выполнить отбортовку кромок. Если толщина 3-25 мм — делают фаску с одной стороны. При толщине от 26 до 60 мм потребуется двухсторонняя фаска на обеих деталях.
Угловое соединение Угловых соединений Это соединения, для которых угол между поверхностями более 30°. Угол разделки кромок зависит от угла между поверхностями. Для них стандарт предусматривает следующие требования, исходя из толщины:
При толщинах 20-50 мм выполняют двустороннюю фаску обеих кромок. Для двутавровой балки Это металлический профиль, в сечении похожий на букву H Он обладает повышенной устойчивостью к изгибным напряжениям и является часто применяемым несущим элементом в машиностроении и строительстве. Соединяется с другими элементами с применением таврового шва. Разделка под сварку также зависит от толщины профиля:
Прокат большей толщины встречается редко, для него предусмотрены особые формы разделки и технологии сварочных работ. V-образная прямая фаска с одной стороны используется для листового проката от 3 до 26 мм. Угол скоса определяется числом разделанных кромок:
X-образная скашиваются две стороны листа 12-60 мм. Угол фаски – 60°.
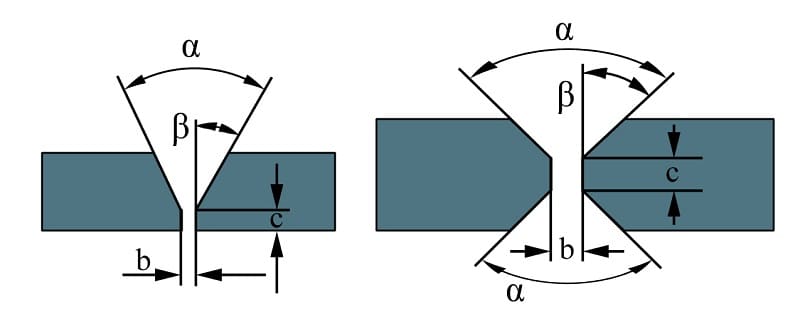
V- и X-образное соединения U-образная Криволинейная фаска на одной из сторон рекомендуется для заготовок от 20 до 60 мм. Эффективен при ручной электродуговой сварке. В этом случае достигается существенная экономия сварочных материалов за счет формирования сварочной ванны оптимальной формы. Повышается также и скорость сварки. Все это положительно влияет на себестоимость сварочных операций. Обозначения Геометрические параметры разделки определяются конструктивными характеристиками соединяемых деталей. Влияет на них и диаметр электрода или сварочной проволоки. Угол скоса должен давать возможность доступа инструмента к корню шва. Основными параметрами являются:
Для предотвращения прожога при малых (или нулевых) значениях притупления принимают следующие меры:
Конструкторы и технологи должны стремиться к соблюдению нормативных значений зазора и притупления. Применение любых дополнительных операций и специальных методов ведет к росту трудоемкости, снижению производительности и повышенному расходу сварочных материалов. Все это негативно влияет на производительность и себестоимость сварочных операций.
Способы разделки кромок В ходе подготовительных работ применяются такие способы разделки кромок:
Способы разделки кромок под сварку На заготовках, имеющих форму тел вращения, удобно формировать фаски на токарно — расточных станках. Для криволинейных швов применяются специализированные фрезеровальные станки или универсальные обрабатывающие центры. Применение специализированного оборудования позволяет снизить себестоимость операции. Для прямолинейных кромок доступен самый широкий выбор оборудования. Наиболее производительными и экономичными являются строгальные станки. Доступна также обработка фрезерованием и пневмошлифовка. Дополнительная механическая обработка для выравнивания поверхности может проводиться вручную, с применением УШМ. Сохранилась также и доработка с применением зубила и напильника. К механизированным способам относят пескоструйную и дробеструйную обработку. Правила подготовки изделий Для любого метода сварки необходим комплекс подготовительных операций, направленных на выравнивание поверхности заготовки и ее очистку от слоя окислов, шлаков, окалины, ржавчины и других механических и химических загрязнений. В них входят:
Химическая очистка проводится для полного обезжиривания и удаления следов посторонних химических веществ в околошовной области, как минимум на 30 мм в каждую сторону от линии шва. В качестве дополнительной операции по указаниям технологов может проводиться локальная или общая термообработка. Она предназначена для снятия внутренних напряжений, возникших на предыдущих стадиях обработки. Термообработка также может использоваться для улучшения таких характеристик материала, как прочность, упругость, пластичность и свариваемость. Тщательное проведение подготовительных операций позволяет получить прочное, бездефектное и долговечное сварное соединение. Разделку кромок, как правило, проводят после завершения комплекса подготовительных операций. Правильно выполненная разделка позволяет рассчитывать на качественный шов. Электрод (или проволока) должен иметь доступ к корневой области шва и выполнить глубокий и полный провар.
Зачистка металла Кромки свариваемых заготовок проходят предсварочную подготовку одним из трех способов:
Если деталь перемещалась или хранилась, то после разделки следует выполнить повторное обезжиривание непосредственно пред началом сварочных работ. В случае длительного хранения потребуется повторить и механическую зачистку для удаления окисной пленки, успевшей образоваться на поверхности. Требования к готовым поверхностям К поверхностям, подготовленным для сварки, предъявляются следующие требования:
Скачать ГОСТ 5264-80 Начало формы Конец формы Четкое выполнение этих требований дает возможность выполнить качественный, прочный и долговечный шов. Под каким углом Угол скоса измеряется между плоскостями скошенной кромки и торцом. Он определяется такими параметрами:
Особенности методов резки также влияют на величину угла. Оборудование и инструмент Для выполнения подготовительного блока операций доступно большое разнообразие оборудования:
Гибочный станок Станки для обработки кромок Для этой операции применяют как универсальные инструменты, так и специализированное оборудование. Выбор типа зависит от объема работ. В качестве универсальных инструментов используются угловые шлифмашины, напильники, другой ручной слесарный инвентарь. Представлены на рынке и специальные устройства — кромкорезы и фаскосниматели. Их применение экономически оправдано при подготовке больших объемах однотипных швов.
Станок для обработки кромок под сварку Технология разделки кромок Основа технологического процесса разделки кромок — это удаление части материала из зоны шва для обеспечения его однородности, прочности и долговечности. Металл удаляется механической обработкой или газовой резкой под определенным углом. Если после обработки качество поверхности неудовлетворительное, то проводится дополнительная мехобработка. В большинстве случаев скос не доходит до нижней кромки заготовки. Там оставляют притупление. Его назначение — снизить риск прожога металла и вытекания расплава из шва. Мехобработка для заготовок, имеющих форму тел вращения, проводится на токарных станках. Прямолинейные фаски снимают на строгальных или фрезеровальных станках. Применяются и установки для пневмошлифовки и долбежные станки. В отдельных случаях используются установки водяной резки под высоким давлением. В условиях небольших мастерских поверхности под сварку обрабатывают ручным слесарным инструментом и дорабатывают напильником. Кроме газовой резки, используются плазменные и лазерные установки. Они позволяют добиться высокой точности обработки и качества поверхности, формируя К-, V-, и Х-профили скоса. Мостовой кран Козловой кран Мостовой грейферный кран Подъемный кран Аргонодуговая сварка TIG Разделка кромок под сварку \Прежде, чем сваривать заготовки, их кромкам придают определенную форму. Такая операция называется «разделка». Ее выполняют на изделиях средней и большой толщины для того, чтобы:
Разделка кромок под сварку Разделка кромок увеличивает зону шва и, соответственно, расход сварочных материалов. Наименьший расход наблюдается в том случае, когда кромки не разделывается вовсе. Сварка идет без разделочной подготовки. При малых толщинах применяют отбортовку. При подготовке к сварке делают фаски различной формы, одно- и двухсторонние. Прямолинейные односторонние скосы легче всего заваривать. Фаски сложной формы требуют доступа сварщика к лицевой и изнаночной сторонам конструкции. Содержание
Для чего выполняется, цель подготовки и зачистки Перед выполнением подготовки торцы подлежат обязательной зачистке. Зачистка разделяется на две стадии:
Если проводить сварочные работы без предварительной зачистки, то загрязнения, попавшие в шовный материал, существенно снизят его прочность и долговечность. После зачистки поверхности можно приступать к разделке кромок под сварку. Она проводится для того, чтобы дать электроду или горелке доступ ко всей сварочной зоне. Особенно это важно для толстостенных конструкций, которые приходится проваривать в несколько проходов. Основная цель разделочных операций — обеспечение глубокого и полного провара по всей глубине и длине шва. Различают несколько разновидностей подготовительных работ:
После проведения комплекса подготовительных операций приступают к собственно разделке кромок. Различают следующие виды разделки кромок:
По форме скоса выделяют такие типы разделки кромок под сварку, как:
Правильно выполненная подготовка под сварку помогает сформировать сварочную ванну наилучшей формы, обеспечит плавное соединение двух заготовок, минимизирует возникающие после кристаллизации внутренние напряжения. Важно отметить, что скосы не должны заканчиваться острой кромкой. В этом случае возникает вероятность локальных непроваров или прожогов. На последних 2-3 миллиметрах кромку делаю плоской, формируя так называемое притупление. Оборудование для механической разделки В ходе механической обработке стыков чаще других используются следующие операции:
Для каждой группы операций применяется свое специализированное оборудование.
Сенсорно-механическое устройство для подготовки кромок Для подготовки прямых стыков используются строгальные станки. Резец из высокопрочной инструментальной стали устанавливается под необходимым углом и совершает возвратно- поступательный движения вдоль торца, снимая за каждый проход небольшой слой металла. Механизированная система подачи резца перемешает его немного ниже перед началом очередного прохода. Станки отличаются простотой устройства, надежностью и низкой себестоимостью операции. Если же линия шва криволинейная, приходится применять специализированные фрезеровальные станки. Фреза, закрепленная в шпинделе под углом, движется под управлением рабочей программы вдоль линии шва, снимая необходимую фаску. Эту операцию также можно выполнить и на универсальном обрабатывающем центре, но тогда себестоимость ее заметно возрастет. Для разделки кромок при сварке заготовок, которые по своим размерам не помещаются на станок, а также для обработки стыков труб для магистральных трубопроводов, используют мобильные кромкоскалыватели. Они закрепляются на заготовке и работают методом долбления. По качеству поверхности и точности соблюдения размеров фаски получаются гораздо хуже, чем на стационарных станках. Им требуется дополнительная доводка. Абразивная обработка используется при подготовке относительно небольших заготовок, а также для дополнительной доводки после фрезерования и скалывания. Обязательной шлифовке подлежат детали из нержавеющих и алюминиевых сплавов.
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 100; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.61.142 (0.055 с.) |