Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 2.1. Управление текущим функционированием операционной системыСтр 1 из 8Следующая ⇒
Разработка технологических процессов Для служб ТПП исходным документом является приказ руководителя предприятия, в котором определяется поэтапное выполнение мероприятий по технологической подготовке к выпуску изделия. На основании приказа планово-производственный отдел (ППО) предприятия составляет сетевой или комплексный план-график, в котором устанавливает этапы освоения изделия, перечень работ по ТПП и продолжительность их выполнения, состав подразделений-исполнителей и ответственных исполнителей по каждому подразделению. Управление производственными запасами на предприятии Управление производственными запасами - важная часть общей политики управления оборотными активами предприятия, основная цель которой — обеспечение бесперебойного процесса производства и реализации продукции при минимизации совокупных затрат по обслуживанию запасов. Производственные запасы — это комплексная группа, включающая в себя сырье, основные материалы, покупные полуфабрикаты, топливо, тару и запасные части. С точки зрения управления оборотными активами к производственным запасам относят не только сырье и материалы, необходимые для производственного процесса, но также незавершенное производство, готовую продукцию и товары для реализации. Управление материально-производственными запасами на предприятии, выпускающем широкий ассортимент продукции, является сложным и многогранным процессом. Как показывает опыт, невозможно осуществлять строгий тотальный контроль над запасами всех номенклатурных групп. Чем больше номенклатурный перечень запасов, тем сложнее осуществлять контроль. Одинаковое отношение со стороны системы контроля к каждой из многочисленных номенклатурных групп скорее снижает, чем повышает его эффективность, так как из-за количества объектов контроля по недосмотру может привести к нарушению оптимального объема отдельного вида запасов. Кроме того, с позиций управления каждая группа запасов имеет свою степень значимости, от которой должна зависеть первоочередность и строгость контроля. Данный подход соответствует известному в финансовом управлении принципу классификации материально-производственных запасов, согласно которому наиболее важные виды запасов составляют незначительную часть в любой номенклатурной группе. Согласно этому подходу производится ранжирование запасов по стоимостной оценке (в порядке убывания) в общей годовой потребности в отдельных их видах. В результате запасы распределяются на три категории: А, В, С. Очередность и строгость контроля над той или иной группой будет зависеть от стоимости включенных в нее запасов.
К категории «А» относят наиболее ценные виды запасов, составляющие 5—10% от общего объема. Как правило, их количество ограниченно, а наличие подлежит постоянному (ежедневному) строгому учету и контролю. Для запасов категории «А» является обязательным расчет оптимального размера заказа и резервного (страхового) запаса. К категории «В» относят менее ценные запасы, составляющие от 20 до 30% от общего объема запасов и подлежащие проверке и оценке при ежемесячной и даже поквартальной инвентаризации. Для запасов категории «В» также рассчитывается оптимальный размер заказа. К категории «С» относят малоценные виды запасов, составляющие большую часть совокупных запасов предприятия. Запасы категории «С» закупаются в большом ассортименте и количестве и подлежат инвентаризации через более продолжительные периоды времени. Управление сервисными подразделениями предприятия Таблица 1 Классификация транспортных средств предприятий
Рис. 3. Структура транспортной службы предприятия
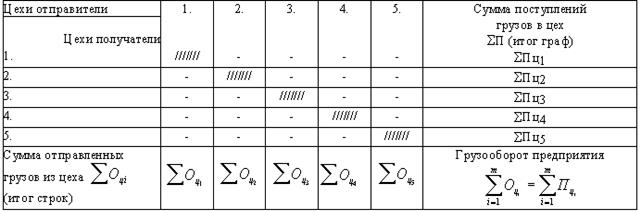
- планирование потребности приобретения запчастей; Планирование потребности в транспортных средствах (ТС). Для эффективного планирования потребности ТС определяются грузооборот предприятия и грузопотоки. Грузооборот — это сумма всех грузов, перемещаемых на предприятии за определенный промежуток времени (или сумма всех грузопотоков предприятия). Грузопоток — количество грузов (т, шт., кг), перемещаемых в определенном направлении между цехами и складами за определенный промежуток времени. Грузопотоки рассчитываются на основании: - видов перемещаемых грузов; Перевозки подразделяются на разовые и маршрутные. Разовые перевозки — перевозки по отдельным неповторяющимся заказам (заявкам). Маршрутные перевозки — постоянные или периодические перевозки по определенным маршрутам (рис. 3.), которые бывают следующих типов: - маятниковая система; - кольцевая система. Маятниковая система маршрутов — это связь между двумя пунктами, которая может иметь два варианта: - вариант двустороннего маятника, то есть возвращение транспортного средства с грузом; - вариант одностороннего маятника — возвращение транспортного средства без груза. Применяется также система лучевых маятниковых маршрутов, когда пункт (склад, цех) связан двусторонними перевозками с несколькими пунктами. Кольцевая система — система обслуживания нескольких постоянных пунктов, связанных последовательной передачей грузов от одного к другому. Одним из методов определения объемов грузопотоков и грузооборота предприятия является составление шахматной ведомости (рис. 4). В этой ведомости отражаются все перемещения грузов. По вертикали перечислены цехи-отправители и склады, а по горизонтали в том же порядке указаны цехи-получатели и склады. Каждый цех и склад представлен графой и строкой. Итоги граф показывают общее поступление грузов в данный цех, итоги строк — величину отправления грузов. Сумма итогов граф или строк по всем цехам и складам отражает величину внутренних грузопотоков. Количество транспортных средств рассчитывается как по межцеховым перевозкам, так и по внутрицеховым и межоперационным транспортным системам. Основными направлениями совершенствования транспортного хозяйства на предприятиях являются: - механизация и автоматизация транспортных операций в сочетании с высокой их организацией;
Рис. 3. Системы маршрутов транспортных перевозок:
Рис. 4. Шахматная ведомость грузопотоков предприятия
Тема 2.1. Управление текущим функционированием операционной системы Изучаемые вопросы: 1. Управление подготовкой производства. 2. Управление материально-техническим обеспечением. 3. Нормирование и управление материальными запасами. 4.Нормирование использования материальных ресурсов в производстве. 5. Управление трудовыми ресурсами. 6. Оплата и стимулирование труда при операционном менеджменте. 7. Управление сервисными функциями на предприятии. 8. Оперативно производственное планирование и управление. 9. Контроль операционного процесса. 10. Организация диспетчеризации операционной деятельности. 11. Управление сбытом продукции.
Продолжительность лекции – 10 часов.
Изучаем только 1, 3 и 7 вопросы!!!
1. Управление подготовкой производства
Блок управления технологической подготовкой производства предназначен для управления всей технологической информацией о процессах изготовления изделий и ресурсном обеспечении производства, организационного обеспечения процессов подготовки и использования технологических документов. Техническую подготовку производства следует рассматривать как совокупность конструкторских, технологических и организационно-плановых задач, взаимосвязанных в процессе проектирования, разработки, освоения и развертывания производства новых изделий в заданных масштабах. Она включает: - исследовательскую стадию (изучение патентов, результатов эксплуатации изделий и разработки научных рекомендаций для создания новых изделий); - конструкторскую подготовку производства (комплекс работ по созданию новых конструкций изделий, изготовлению опытных образцов и совершенствованию новых изделий) - технологическую подготовку производства (разработка и совершенствование технологии производства продукции, методов и средств технического контроля, нормативов материальных и трудовых затрат)
Основной перечень НИР:
В конструкторской подготовке производства выделяются два направления работ: 1. основное – разработка новых и модернизация освоенных изделий и оформление технической документации в соответствии с Единой системой конструкторской документации (ЕСКД). 2. приемка технической документации от сторонних организаций – разработчиков и доработка ее применительно к условиям конкретного предприятия по требованиям технологических служб. Для 1-го направления основными стадиями по ЕСКД являются:
2-е направление конструкторской подготовки включает:
Управление подготовкой производства выражается в планировании подготовки производства - составлении календарных планов выполнения работ, определении денежных средств, потребных трудовых и материальных ресурсов, необходимых для их выполнения, а также в контроле за ходом выполнения планов. Планирование и контроль должны охватывать все этапы подготовки производства, начиная с разработки технического задания и кончая: выпуском опытных партий изделий или первых промышленных серий в производстве. Наличие такого комплексного плана подготовки производства позволяет обеспечивать организованное и своевременное проведение работ по созданию новых видов продукции.
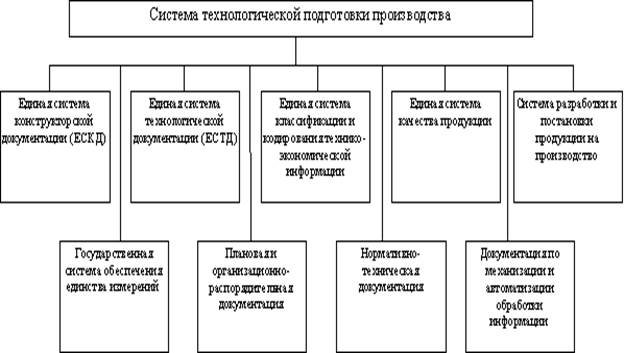
Основные задачи планирования подготовки производства: • взаимная увязка всех работ по созданию новой техники; • установление рациональной последовательности этих работ; • определение общей длительности работ и обеспечение их выполнения в заданные сроки; • достижение наилучшего использования материальных, трудовых денежных ресурсов, выделенных предприятием для выполнения предусмотренных планом работ. Планы подготовки производства подразделяются на перспективные, разрабатываемые на длительные периоды времени; текущие — планы на год и квартал; оперативные, являющиеся рабочими планами подготовки производства. Одной из основных форм плана подготовки производства новых изделий является календарный план-график, разрабатываемый по каждой исследовательской или опытно-конструкторской теме, по каждому виду продукции, создание и освоение которой предусмотрено планом предприятия или объединения. Он составляется по этапам и видам работ на весь период подготовки производства. График обеспечивает правильное распределение общего объема работ по календарным периодам, определение целесообразной последовательности выполнения различных этапов и работ, равномерную загрузку подразделений. В графике перечисляются этапы и комплексы работ, указываются исполнители (службы, отделы, цехи, лаборатории), приводится объем работ по каждому этапу, сроки их выполнения. Такой документ получил название комплексного плана-графика. Проект комплексного плана-графика разрабатывается рабочей группой при руководителе работы, согласовывается со всеми исполнителями, обсуждается на технико-экономическом совете предприятия и утверждается генеральным директором или его заместителем. В основном управление конструкторской подготовкой производства на предприятии осуществляет отдел главного конструктора. Технологическая подготовка производства начинается с проверки чертежей отдельных деталей и сборочных единиц в обеспечении их максимальной технологичности и заключается в проектировании рациональных и прогрессивных способов изготовления изделий, обеспечении прямоточности технологических маршрутов при максимальном использовании оборудования и производственных площадей. В соответствии с Единой системой технологической документации (ЕСТД) основными стадиями разработки технологической документации являются: · Техническое задание (разработка технических предложений по организации и совершенствованию технологической подготовки) · Технический проект (разработка общей схемы технологической подготовки производства, организационной структуры служб, положений по организации и управлению технологической подготовкой, форм документации, методических положений по классификации и кодированию технико-экономической информации и пр.) · Рабочий проект (разработка информационной модели технологической подготовки, типизация и стандартизация технологических процессов и т.д.) В основном управление технологической подготовкой производства на предприятии осуществляет отдел главного технолога. Организацию работ по технической подготовке производства (созданию) нового изделия можно подразделить на три вида: · Первый вид — организация работ, когда процесс создания нового изделия ведется несколькими научно-исследовательскими, проектными организациями, опытными и промышленными предприятиями. Научно-исследовательские организации проводят научные исследования по определению новых технических решений и выдаче рекомендаций по составлению технического задания на модернизацию выпускаемого изделия или разработку нового; проектные организации ведут конструкторскую разработку; опытные заводы — изготовление опытных образцов; промышленные предприятия — изготовление отдельных узлов (агрегатов) и в целом нового изделия. · Второй вид — процесс разработки ведется несколькими организациями, а серийное изготовление — на промышленном предприятии. Научно-исследовательские институты ведут исследования новых направлений и поиск новых технических решений, дают рекомендации по составлению технического задания на модернизацию или разработку нового изделия; проектные организации разрабатывают техническую документацию и испытывают опытный образец. На основе результатов испытания опытного образца корректируется техническая документация и передается заводу для освоения производства. После получения документации службы предприятия ведут техническую подготовку по организации соответствующего типа производства (серийного, массового) нового изделия. · Третий вид — часть процесса создания нового изделия от научных исследований до испытания опытного образца осуществляется в научно-исследовательской или конструкторско-технологической организации, а серийное изготовление созданных образцов — на промышленном предприятии. Следует признать, что такая практика организации работ по созданию нового изделия с участием ряда самостоятельных организаций и предприятий усложняет управление разработками; на этапах разработки не учитываются технологические возможности предприятия, осваивающего промышленное производство, что снижает эффективность, а согласование и передача технической документации от этапа к этапу затягивает сроки создания новых изделий. Техническая подготовка производства включает в себя большое количество работ, своевременное и качественное выполнение которых зависит в большей степени от системы управления ими. Осуществляется оно различными методами. На предприятиях с массовым выпуском продукции управление централизованно по графикам освоения новых изделий, разработанных на основе директивных планов министерства. При этом единой или типовой методики нет. На различных предприятиях с массовым выпуском изделий имеет место своя специфика. На некоторых заводах графики освоения новых изделий не составляются, поскольку номенклатура изделий сравнительно небольшая и сроки освоения их незначительны. Как правило, для таких предприятий характерна одна подготовка производства нового изделия в определенный период времени. На других заводах в один период времени может вестись сразу несколько подготовок производства. В этих случаях на основании плана министерства составляются ежегодно графики подготовки производства изделий и комплексные графики на каждое изделие. В комплексных графиках указываются этапы подготовки и сроки исполнения всех работ. Разработке и принятию комплексных графиков предшествует всестороннее обсуждение руководством предприятия совместно с ведущими специалистами (а при необходимости — с представителями министерства) принципиальных вопросов подготовки. Важным вопросом является выбор метода перехода предприятий на выпуск изделий новой модели. Можно выделить три наиболее распространенных метода: · с остановкой производства · с параллельным выпуском изделий старой и новой модели · безостановочный переход на производство новых изделий Первый метод основан на полном прекращении выпуска изделий старой модели на период освоения новой. Запуск в производство изделий новых моделей производится по окончании всех работ по подготовке производства и отладке нового изделия. Второй метод основан на том, что наряду с выпуском изделий старой модели сооружаются временные цехи или участки для отладки изделий новой модели. После освоения нового производства выпуск всех изделий прекращается, временные цехи демонтируются, а основные цехи переоборудуются для выпуска изделий новой модели. Сущность третьего метода заключается в том, что подготовка нового производства осуществляется одновременно с выпуском старых изделий. По окончании подготовки прекращается выпуск старых и начинается изготовление новых изделий. Этот метод наиболее прогрессивный, но требует высокого уровня организации производства и управления. При этом большое значение имеет правильная разработка графика перехода на изготовление новых изделий. Срыв такого графика влечет за собой путаницу в снабжении и получении комплектующих изделий, срыв выпуска изделий и остановку производства. Технологическая подготовка производства (ТПП) – совокупность мероприятий, обеспечивающих технологическую готовность производства (ГОСТ 14.004–83). Под технологической готовностью производства понимается наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для осуществления заданного объема выпуска продукции с установленными технико-экономическими показателями. Единая система технологической подготовки производства (ЕСТПП) – (см. рис. 1.) установленная государственными стандартами система организации и управления технологической подготовкой производства, предусматривающая широкое применение прогрессивных технологических процессов, стандартной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ (ГОСТ 14.001–73*). Основное назначение ЕСТПП согласно ГОСТ 14.001–73* заключается в создании системы организации и управления процессом ТПП, обеспечивающей: единый для всех предприятий и организаций системный подход к выбору и применению методов и средств технологической подготовки производства (ТПП), соответствующих достижениям науки, техники и производства; освоение производства и выпуска изделий высшей категории качества в минимальные сроки при минимальных трудовых и материальных затратах на ТПП на всех стадиях создания изделий, включая опытные образцы (партии), а также изделия единичного производства; организацию производства высокой степени гибкости, допускающей возможность непрерывного его совершенствования и быструю переналадку на выпуск новых изделий; рациональную организацию механизированного и автоматизированного выполнения комплекса инженерно-технических и управленческих работ; взаимосвязи ТПП и управления ею с другими системами и подсистемами управления.
Рис. 1. Состав документации по методам и средствам ТПП Порядок формирования и применения документации на методы и средства ТПП определяется отраслевыми стандартами, стандартами предприятий и документацией различного назначения, разработанной в соответствии со стандартами ЕСТПП. Основными задачами ТПП являются освоение производства и обеспечение выпуска новых изделий высокого качества в установленные сроки и заданного количества с высокой экономической эффективностью их производства и эксплуатации, а также совершенствование действующей технологии выпуска изделий. Технологическая подготовка производства новых изделий включает решение задач по следующим основным функциям: а) обеспечение технологичности конструкции изделия; б) разработка технологических процессов и методов контроля; в) проектирование и изготовление технологической оснастки и нестандартного (специального) оборудования; г) организация и управление процессом ТПП. Функции, указанные в подпунктах а, б, в и г, охватывают весь необходимый комплекс работ по ТПП, в том числе конструктивно-технологический анализ изделий, организационно-технический анализ производства, расчет производственных мощностей, составление производственно-технологических планировок, определение материальных и трудовых нормативов, отладку технологических процессов и средств технологического оснащения. Содержание и объем работ по технологической подготовке производства зависят от конструктивных и технологических особенностей изделий и типа производства. Чем больше деталей к сборочных единиц входит в изделие, тем больше число операций и соответственно технологических процессов их выполнения, число единиц технологической оснастки и технологических документов, а также трудоемкость ТПП. Основные этапы ТПП более укрупненно разрабатываются в единичном и мелкосерийном производстве, часто проектирование технологических процессов заключается в разработке лишь технологических маршрутов. В крупносерийном и массовом производстве, когда изготовляется большое число изделий, необходимы более глубокое разделение труда и, следовательно, большая дифференциация операций, т. е. технологические процессы и документация по ТПП разрабатываются более подробно. При этом проявляется закон перехода количества в новое качество. Трудоемкость ТПП изделия в единичном и мелкосерийном производстве составляет 20–25 %, в серийном – 50–55 %, а в крупносерийном и массовом – 60–70 % от общей трудоемкости технической подготовки производства. Технологическая подготовка производства в объединении (на предприятии) выполняется в отделах главного технолога, главного металлурга, главного сварщика, в инструментальных и технологических бюро основных цехов. Материальной базой ТПП служат следующие цехи: инструментальные, модельные, штампов и приспособлений, опытные, а также соответствующие участки в основных цехах, В зависимости от типа и масштаба производства применяется централизованная, децентрализованная и смешанная системы ТПП. При централизованной системе, применяемой в массовом, крупносерийном и серийном производстве, ТПП выполняется НИИ, КБ или технологическими отделами завода. Технологические бюро цехов участвуют во внедрении технологических процессов и в последующем их совершенствовании. Иногда для ТПП привлекаются проектно-технологические институты (ПТИ) или технологические отделы (бюро) научно-исследовательских институтов, которые (кроме технологических разработок для предприятий) выполняют научно-исследовательские работы в области ТПП для отрасли промышленности. При децентрализованной системе, применяемой в единичном и мелкосерийном производстве с частой сменой выпускаемых изделий, разработка технологических процессов ведется в основных цехах. Технологические отделы завода кроме методического руководства технологическими службами завода проводят работы по типизации технологических процессов и нормализации (стандартизации) технологического оснащения, а также исследовательские и экспериментальные работы и работы по совершенствованию технологических процессов. В смешанной системе технологические процессы на новую устойчивую продукцию разрабатываются в технологических отделах, а на часто сменяющуюся в производстве продукцию – в цехах. При централизованной и смешанной системах отдел главного технолога (ОГТ) может иметь в своем составе такие бюро: технологической документации, конструкторское (по оснастке), нормирования, планирования ТПП, планово-диспетчерское, а также технологические лаборатории (металлургическую, химико-термическую, сварочную, резания); технологические бюро: по заготовительным, механическим и сборочным процессам; предметные бюро (по группам изделия или их отдельных частей) и инструментальное хозяйство (инструментальные цехи, ЦИС). Функционально ОГТ подчиняются технологические бюро основных цехов. Планирование и координацию всех работ ТПП, контроль за сроками их выполнения и комплектностью подготовки ведет бюро (отдел) планирования подготовки производства (БППП), подчиняющийся обычно заместителю главного инженера по подготовке производства. Управление процессом подготовки производства новой техники Подготовка производства к выпуску новой техники носит комплексный характер. Этот процесс можно наглядно представить на рис. 2.
Рис. 2. Подготовка производства новой техники КПП и ТПП – конструкторская и технологическая подготовка производства; ОП – опытное производство; ОСПП – освоение промышленного производства; ОЭ и ЭИСПП – организационно-экономическая и социальная подготовка производства; ПРОПП – программное обеспечение производства. Управление подготовкой производства входит в обязанности функциональных менеджеров. Подготовка производства делится на внутреннюю и внешнюю. Внешнюю подготовку осуществляют проектные и научно-исследовательские институты, конструкторских бюро и другие организации. Внутренняя подготовка проводится непосредственно на предприятии. Создание новых конструкций базируется на результатах анализа спроса на новую технику, в которых сформулированы требования потребителей к техническим параметрам изделия, их экономичности. Разработка конструкции изделия состоит из следующих этапов: · выполнение необходимых расчетов; · экспериментальные работы; · проектирование, конструирование; · изготовление опытных образцов; · корректировка конструкторской документации по результатам сдачи приемочной комиссии опытного образца (партии), установочной серии, головной (контрольной) серии. После этого разрабатывается технология производства: · создание документации на технологические процессы; · проектирование и изготовление специального технологического оборудования и оснастки. Следующим этапом является постановка новой техники на производство: · поставка; · монтаж; · наладка средств технического оснащения производства; · приемочные испытания серийной и массовой продукции. Каждая стадия подготовки состоит из следующих работ: научно-исследовательские (теоретические и экспериментальные); расчетные, проектные, экономические. Перечисленные работы могут выполняться как на конкретных стадиях, так и повторяться на нескольких стадиях, отличаясь содержанием. Так, экономические расчеты необходимы на всех стадиях, они выполняются с различной степенью детализации и уточняются. Порядок разработки и утверждения технических заданий, испытаний опытных образцов, проведения приемочных испытаний серийной и массовой продукции; функции заказчиков, разработчиков, изготовителей и потребителей новой техники регламентируются соответствующими стандартами и методическими материалами. Структура органов подготовки производства определяется такими факторами, как новизна, сложность, тип производства, частота обновления продукции. На крупных машиностроительных предприятиях с массовым и крупносерийным производством подготовка производства новых изделий ведется централизованно под руководством главного инженера. Главному инженеру подчиняются главный конструктор, главный технолог, начальник лаборатории, начальник планового отдела, экономисты, социологи, программисты. Обработка создаваемых конструкций происходит в экспериментальном цехе или опытном производстве. Технологическая подготовка осуществляется в цехах. На предприятиях с единичным и мелкосерийным производством применяется децентрализованная или смешанная система подготовки производства. Одни подразделения занимаются конструированием изделий, другие - технологической подготовкой. Как правило, на небольших предприятиях конструкторская и технологическая подготовка сосредоточена в техническом отделе, который подчиняется главному инженеру. Менеджеры контролируют выполнение графика подготовки производства. Отметим, что план подготовки производства составляется на основе объемных и трудовых нормативов и включает перечень объектов подготовки, объемы работ, сроки их выполнения по стадиям и этапам, конечные и важнейшие промежуточные результаты, длительность подготовки, смету затрат. Содержание и объем работ конструкторской подготовки производства зависят от вида разрабатываемых изделий, их новизны и сложности. Конструкторская подготовка производства включает процессы формирования комплекса инженерно-технических решений по объектам производства, обеспечивающих готовность производства к оперативному освоению и стабильному выпуску новых изделий. Конструкторская подготовка производства состоит из: инженерного прогнозирования; параметрической оптимизации объектов производства; опытно-конструкторских работ с использованием ФСА; обеспечения производственной, эксплуатационной технологичности конструкции изделия. Инженерное прогнозирование осуществляется в контакте с инновационным менеджером и преследует цель выявить, какие новшества могут появиться в течение прогнозируемого периода. На этой стадии определяются сроки и порядок промышленного освоения новых изделий; темпы обновления и масштабы распространения новых технических решений, материалов, технологий. Устанавливаются возможные ограничения развития объектов (ресурсные, технические, социальные, экономические, экологические). Параметрическая оптимизация связана с обеспечением оптимальных параметров и типоразмеров, объема выпускаемой продукции. В процессе опытно-конструкторских работ материализуются идеи конструктора в опытных образцах, которые будут доведены до промышленного производства. Обеспечение технологичности конструкции необходимо для достижения требуемого качества производимой продукции. Отработка конструкции на технологичность осуществляется разработчиками конструкторской и технологической документации, предприятием-изготовителем и заказчиком. Для оценки технологичности конструкции применяются следующие показатели: · трудоемкость изготовления изделия, которая измеряется в нормо-часах; · удельная материалоемкость изделия, определяемая как отношение расхода материала на одно изделие к величине полезного эффекта. Эти показатели сравниваются с установленными стандартами. Организация разработки и контроль качества нового изделия производится по следующей схеме: При выполнении конструирования с помощью ЭВМ выделяют четыре этапа: поиск принципиальных решений, разработка эскизного варианта конструкции, уточнение и доработка конструкции, разработка рабочих чертежей.
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-13; просмотров: 124; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.104.248 (0.099 с.) |