
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Инструкционно-технологическая карта № 1Стр 1 из 14Следующая ⇒
Инструкционно-технологическая карта № 1 РАЗМЕТКА МЕТАЛЛА
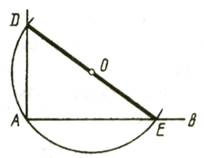
Рис. № 1.
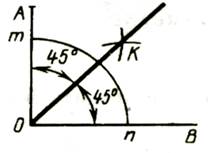
Рис. № 2.
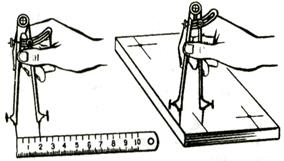
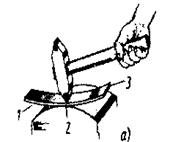
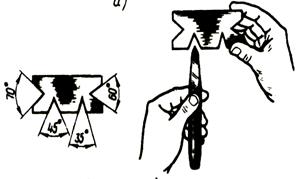
Рис. № 3. | Под углом 90º: Подготовить поверхность заготовки к разметке. С помощью линейки нанести на нее произвольную риску AB (см. рис. № 1). Из произвольной точки O провести окружность через будущую вершину угла — точку A; эта окружность пересечет прямую AB в точке E. Через точки O и E провести прямую до пересечения с окружностью в точке D; отрезки AD и AB образуют прямой угол. Под углом 45º: Подготовить поверхности заготовки к разметке. Разметить на ней плоским угольником прямой угол AOB (см. рис. № 2). Из вершины произвольным радиусом описать дугу, пересекающую стороны угла в точках m и n. Из точек m и n радиусом, большим половины дуги, сделать засечки и точку пересечения этих засечек K соединить прямой с вершиной угла O; каждый из полученных двух углов будет равен 45º. С помощью транспортира: Подготовить поверхности заготовки к разметке. Провести прямую риску и отметить на ней произвольную точку, накернив ее (см. рис. № 3). Приложить к риске основание транспортира 3. Удерживая левой рукой основание транспортира, правой рукой поворачивать широкий конец линейки 1 до тех пор, пока конец линейки, имеющий форму стрелки, не совпадет с делением заданных градусов, нанесенных на дуге транспортира. Закрепить линейку винтом 2 и чертилкой нанести риску. | ||||||||||||||||||||||||||||||||||||||||||||
| 4. Разметка плоских фигур | ||||||||||||||||||||||||||||||||||||||||||||||
4.1.Построение квадрата внутри окружности.
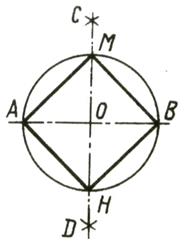
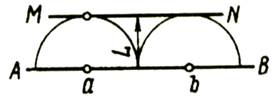
| 1. Подготовить поверхность заготовки к разметки. 2. Наметить и накернить центр окружности O; провести из него разметочным циркулем окружность. 3. Провести диаметр окружности AB и из точек A и B произвольным радиусом сделать по две засечки, пересекающиеся в точках C и D. Прямая CD пересекает окружность в точках M и N и делит диаметр AB на две равные части; точки A, M, B, H делят окружность на четыре равные части. 4. Соединив рисками эти точки, получим квадрат. | |||||||||||||||||||||||||||||||||||||||||||||
4.2.Построение шестиугольника внутри окружности.
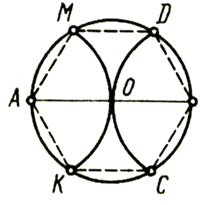
| 1. Подготовить поверхность заготовки к разметке. 2. Наметить и накернить центр O окружности и провести из него с помощью разметочного циркуля окружность. 3. Провести диаметр AB. 4. Из точек A и B прочертить дуги радиусом данной окружности, которые пересекут ее в точках K, M, D и C. Точки A, M, D, B, C и K делят окружность на шесть равных частей. 5. Соединив рисками эти точки, получим шестиугольник. | |||||||||||||||||||||||||||||||||||||||||||||
4.3.Разметка центров отверстий на данном расстоянии от ребер заготовки.
| 1. Подготовить поверхность заготовки к разметке. 2. Принять за базу боковые обработанные стоны заготовки. 3. Циркулем по масштабной линейке снять размер 20 мм. 4. Не сбивая циркуля, прочертить от ребер заготовки по две пересекающиеся риски. 5. В точках пересечения рисок выполнить керновые углубления для центров отверстий. | |||||||||||||||||||||||||||||||||||||||||||||
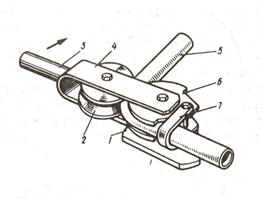
4.4.Отыскание центров окружностей с помощью угольника – центроискателя.
  Рис. № 1. Рис. № 2.
Рис. № 1. Рис. № 2.
 Рис. № 3. Рис. № 3.
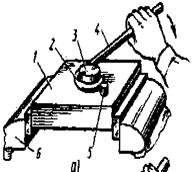
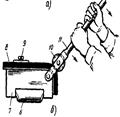
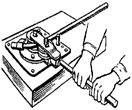
| 1. Подготовить поверхность заготовки к разметке. 2. Наложить на торец заготовки 1 (см. рис. № 1.) угольник – центроискатель 2 так, чтобы его стороны касались цилиндрической поверхности детали. 3. Левой рукой прижать плотно угольник 2 и линейку 3 к поверхности цилиндра в его торцовой части. 4. Правой рукой провести чертилкой 4 диаметральную риску a – a (см. рис. № 2). 5. Повернуть угольник – центроискатель на угол, примерно равный 90º и провести вторую диаметральную риску b – b (см. рис. № 2). 6. Проверить точность разметки окружности разметочным циркулем (см. рис. № 3); при правильной разметке подвижная ножка должна совпадать по всей длине окружности с поверхностью цилиндра. | |||||||||||||||||||||||||||||||||||||||||||||
4.5.Разметка по шаблону.
| 1. Подготовить поверхность заготовки к разметке. 2. Установить заготовку 2 на разметочную плиту 1 так, чтобы она плотно прилегала к ней (см. рисунок). 3. Наложить шаблон 3 на размечаемую заготовку так, чтобы он плотно прилегал к ней. 4. Пальцами левой руки прижимать шаблон к заготовке, а пальцами правой руки прочерчивать чертилкой 4 вдоль контура шаблона риски, строго сохраняя неизменный угол наклона и нажим на чертилку. | |||||||||||||||||||||||||||||||||||||||||||||
5. Кернение разметочных рисок
 Рис. № 1.
Рис. № 1.
 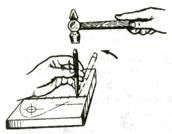 Рис. № 2. Рис. № 3.
Рис. № 2. Рис. № 3.
| 1. Выбрать кернер (см. рис. № 1) и проверить соответствие его размеров и угла заточки размечаемой заготовке. 2. Взять кернер тремя пальцами левой руки и поставить острым концом точно на разметочную риску так, чтобы острие кернера находилось строго на середине риски (см. рис. № 2); наклонив кернер в сторону от себя, прижать его к намеченной точке. 3. Поставить кернер вертикально (см. рис. № 3). 4. Нанести легкий удар молотком. | |||||||||||||||||||||||||||||||||||||||||||||

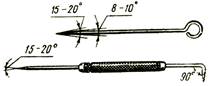 Рис. № 1.
Рис. № 1.
 Рис. № 2.
Рис. № 2.
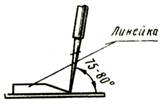 Рис. № 3.
Рис. № 3.
 Рис. № 1.
Рис. № 1.
 Рис. № 2.
Рис. № 2.
 Рис. № 1.
Рис. № 1.

|
|
ПРАВКА МЕТАЛЛА
| Инструменты | Материалы | Оборудование |
| Молотки со вставными бойками (из мягкого металла — свинцовые, алюминиевые, латунные и из твердых сплавов) Деревянные молотки (киянки) Металлические накладки Мел | Круглые прутки различных диаметров Валы Заготовки, имеющие различные изгибы Заготовки из листового металла Трубы небольшого диаметра (стальные и из цветного металла) | Правильные плиты Винтовые прессы Приспособления: Бруски Гладилки Поверочные плиты |
| Технологический процесс | Указания и пояснения | ||||
| |||||

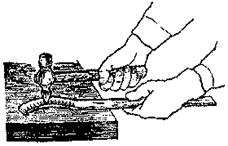
| 1. Взять отрезок стальной полосы и обозначить на ней мелом или кернером условные места для нанесения ударов – кружочки разных диаметров. 2. Надеть рукавицы. Взять молоток и полосу. Принять рабочее положение. Стоять прямо, свободно, устойчиво. 3. Положить полосу на плиту так, чтобы метки находились в пределах плоскости плиты, плотно прилегая к ней. 4. Выполнить упражнение на точность нанесения ударов. Удары наносить локтевые. Смотреть только на место удара. 5. По мере овладения навыками на одном круге переходить к следующим кругам – меткам меньшей площади. | ||||
| |||||
2.1.Изогнутого по плоскости.
| 1. Отметить выпуклые места мелом. 2. Надеть рукавицы. 3. Положить полосу на плиту выпуклостью вверх, так чтобы она соприкасалась с плитой по двум линиям. 4. Наносить по выпуклым местам полосы сильные удары молотком, уменьшая силу ударов по мере выправления. 5. Наносить удары молотком от края к середине выпуклости. 6. Проверить точность правки на плите на просвет или с помощью щупа либо поверочной линейки. Отклонение – не более 0,1 мм на длине 500 мм. | ||||
2.2.Изогнутого по ребру.
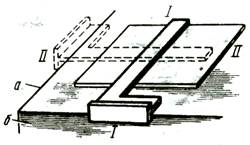
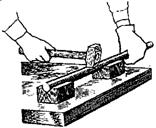
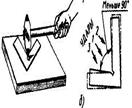
| 1. Определить границы кривизны. 2. Положить искривленную полосу на плиту. 3. Удары наносить носком молотка по вогнутой части полосы, располагая его поперек кромки, до тех пор, пока полоса не примет прямолинейную форму (см. рисунок). Допустимое отклонение от прямолинейности – до 0,1 мм на длине 500 мм. | ||||
2.3.Со спиральной кривизной.
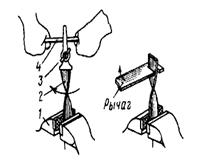
| 1. Закрепить полосу в тисках перпендикулярно их губкам. 2. Конец полосы зажать ручными тисками. 3. Вставить в разъем ручных тисков металлический рычаг (стержень, пруток, стальную полосу). 4. Равномерным вращением выправить спиральный изгиб. 5. Окончательную правку провести обычным (описанным выше) способом. 6. Контроль правки – «на глаз», наложением на поверочную плиту (по просвету) или с помощью щупа. | ||||
| 3. Правка листового металла. | |||||
3.1.Стальным молотком. 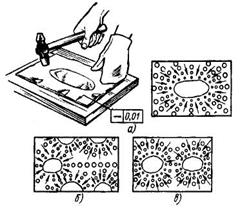
| 1. Положить лист на плиту и с помощью линейки определить выпуклости, границы которых обвести мелом или графитовым карандашом. 2. Определить последовательность нанесения ударов в зависимости от количества выпуклостей и их расположения: - если на заготовке имеется одна выпуклость, находящаяся посередине листа, то удары наносить от края листа по направлению к выпуклости. - если выпуклость расположена по краям листа (волнистость), удары следует наносить от середины к краям листа. - на листе с несколькими выпуклостями удары наносить в промежутках между выпуклостями, после этого править каждую отдельную выпуклость. 3. После устранения волнистости лист перевернуть и легкими ударами восстановить его прямолинейность (удары наносить частые, но не сильные, по мере приближения к границам выпуклости удары наносить чаще и слабее). | ||||
3.2.Толщиной более 0,5 мм киянкой или молотком с мягкими вставками.
| 1. Уложить лист на плиту выпуклостью вверх. 2. Обвести границы неровностей мелом или графитовым карандашом. 3. Прижать лист к плите, молотком (деревянным или с медными, латунными, свинцовыми вставками) наносить удары между выпуклостями, периодически переворачивая лист. 4. Приемы правки такие же, как и стальным молотком. 5.Контроль качества – отсутствие забоин и вмятин; поверхность листа ровная, с отклонением ± 0,001 мм на 200 мм длины. | ||||
3.3.Толщиной менее 0,5 мм.
| 1. Уложить лист на плиту выпуклостью вверх. Прижать рукой к плите. 2. Взять брусок (деревянный или металлический), наложить на лист и с незначительным нажимом перемещать слева направо, вдоль листа до его края. 3. В конце правки нажим ослабить и движением в обратную сторону без усилия перемещать в начальное положение. Выполнять до полного выправления листа. 4. Переворачивать лист с одной стороны на другую, разглаживать до полного выпрямления. | ||||
| 4. Правка стальных прутков. | |||||
4.1.Диаметром до 12 мм на правильной плите. | Круглые прутки диаметром до 12 мм правят и проверяют так же, как и полосовой металл (см. п. 2). | ||||
 4.2.Диаметром 12 – 30 мм на призмах. 4.2.Диаметром 12 – 30 мм на призмах.
| 1. Определить выпуклые места и наметить их мелом. 2. Установить пруток на призмы, расстояние между которыми 50 – 100 мм, выпуклостью вверх. 3. Наносить удары по выпуклому месту молотком со вставкой из мягкого металла (если правка производится стальным молотком – применять подкладку из мягкого металла). 4. Качество правки определять на плите по просвету между плитой и перекатываемым по ней прутком. | ||||
| 5. Правка деталей из закаленного металла (рихтовка). | |||||
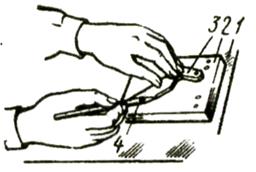
5.1.Закаленной полосы.
| 1. Расположить полосу на рихтовальной бабке выпуклостью вниз. 2. Рихтовальным молотком наносить не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям в порядке, указанном цифрами (2 – 1 – 3). 3. Прямолинейность проверить на плите по просвету. | ||||
 5.2.Закаленного уголка до угла 90 градусов 5.2.Закаленного уголка до угла 90 градусов
| 1. Положить угольник на правильную плиту. 2. Удары молотком наносить у вершины внутреннего угла, если угольник имеет угол меньше 90 градусов. 3. Если угол больше 90 градусов, удары молотком наносить у вершины наружного угла. 4. Удары наносить с обеих сторон угольника. 5.Заканчивать правку, если ребра примут правильную форму и оба угла будут равны 90 градусов. | ||||
| 6. Правка труб и пустотелых деталей (правка на ручных прессах). | |||||
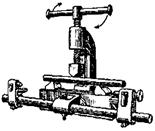
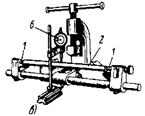
| 1. Перекатыванием вала по плите определить выпуклость и отметить ее мелом. 2. Установить вал на призмы под винт пресса выпуклостью вверх. 3. Вращая рычаг, нажать винтом пресса на вал, периодически проверяя прямолинейность вала линейкой «на просвет» (под шпиндель пресса установить подкладки из мягкого металла). 4. Окончательный контроль прямолинейности провести в центрах с помощью индикатора (см. рисунок). | ||||

ГИБКА МЕТАЛЛА
| Инструменты | Материалы | Оборудование |
| Слесарные молотки (400-500гр.) Измерительные линейки Разметочный инструмент Ножовки | Речной песок (мелкий и сухой) Канифоль Газовые трубы ¾ -1 дюйма Латунные трубки диаметром 6-10 мм | Винтовой и гидравлический прессы Тиски Оправки разные Гибочные штампы Роликовый трубогиб Гибочные приспособления Приспособления: Накладные губки для тисков; Скобы Хомутики и обоймы Шаблоны |
| Технологический процесс | Указания и пояснения |
| |
1.1.Гибка под прямым углом.

| 1. Отметить чертилкой место изгиба согласно чертежа, учитывая необходимый припуск на изгиб с внутренней стороны в пределах 0,5-0,8 толщины металла. 2. Закрепить полосу в тисках так, чтобы разметочная риска была обращена к неподвижной губке тисков и выступала над ней на 0,5 мм. 3. Ударами молотка, направленными к неподвижной губке, изогнуть полосу под прямым углом (во избежание вмятин, при необходимости, применять молоток со вставками из мягкого металла). 4. Контроль качества: поверхность заготовки не должна иметь засечек, царапин, трещин, забоин, вмятин. Проверку углов производить шаблоном, размеров – штангенциркулем, масштабной линейкой. |
1.2.Гибка на оправке.
 1.Вариант. 1.Вариант.
 2. Вариант 2. Вариант
| 1. Отметить на полосе место изгиба. 2. Изогнуть полосу под прямым углом (а). 3. Отметить место второго изгиба. 4. Закрепить полосу в тисках вместе с оправкой так, чтобы риска была обращена в сторону загиба и выступала над ребром оправки на 0,5 мм (б). 5. Изогнуть полосу до полного прилегания ее к грани оправки (в). 6. Контроль качества: аналогичен гибки под прямым углом. |
| 2. Гибка заготовок в гибочных приспособлениях. | |
2.1.Гибка прутка на оправке.
| 1. Закрепить в тисках гибочное приспособление. 2. Вставить пруток в зазор между штифтами. 3. Нажимая рукой на свободный конец прутка, изогнуть его конец в кольцо (если свободный конец прутка короткий или пруток толстый, изгибать его ударами молотка). 4. Контроль качества: отсутствие царапин, трещин, вмятин. Размеры проверить штангенциркулем, масштабной линейкой. |
2.2.Гибка полосового металла «на ребро».
| 1. Закрепить приспособление в тисках или на плите. 2. Ролик и верхнюю часть заготовки смазать машинным маслом. 3. Установить заготовку в прорезь приспособления и закрепить ее винтом упора. 4. Нажимая руками на рычаг изгибать заготовку. 5. Контроль угла изгиба провести шаблоном. |
| 3. Гибка труб. | |
 3.1.Гибка труб на гибочном шаблоне. 3.1.Гибка труб на гибочном шаблоне.
| 1. Закрепить гибочный шаблон на верстаке с двух сторон скобами. 2. Вставить трубу между гибочным шаблоном и хомутиком в желобообразное углубление. 3. Плавно нажимать руками на трубу до полного ее изгиба. 4. Снять трубу с шаблона и проверить радиус изгиба. |
3.2.Гибка труб на приспособлении (трубогибе)
| 1. Закрепить приспособление на верстаке. 2. Разметить трубу и отметить мелом место изгиба. 3. Вставить трубу в приспособление (трубогиб) между подвижным роликом и роликом-шаблоном так, чтобы конец ее вошел в скобу (хомут). Важно – если труба сварная, то шов при этом должен быть расположен снаружи. 4. Нажимая на рукоятку, поворачивать скобу с подвижным роликом вокруг неподвижного ролика-шаблона до тех пор, пока труба не изогнется на требуемый угол. 5. Контроль угла изгиба провести с помощью шаблона. |
3.3.Гибка труб в трубном прижиме.

| 1. На конец трубы надеть отрезок трубы большего диаметра так, чтобы он немного не доходил до места изгиба. 2. Вставить трубу в трубный прижим между угловой выемкой основания и сухарем с уступами. 3. Зажать трубу вращением рукоятки. 4. Обхватить трубу двумя руками и с большим усилием отводить ее в направлении изгиба. 5. Контроль угла изгиба провести с помощью шаблона. |
3.4.Гибка труб из цветных металлов.
| Это важно: Медные трубы, подлежащие гибке в холодном состоянии, предварительно отжигают при 600-700ºС, а затем охлаждают в воде. Наполнитель: на холодную – канифоль, в нагретом состоянии – песок. Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при такой же температуре, но охлаждают на воздухе. Наполнители те же. При гибке сварных труб необходимо сварной шов располагатьснаружи изгиба. 1. Изготовить деревянную пробку и забить ее в один из концов трубы. 2. Расплавить наполнитель – канифоль. 3. Трубу установить вертикально (пробкой вниз) и, залив в нее канифоль, оставить в таком положении до полного затвердевания канифоли. 4. Трубу гнуть одним из двух способов: - зажать в тисках между деревянными нагубниками и изгибать усилиями рук. - один конец трубы вставить между роликами в неподвижный хомут роликового приспособления; рукоятку рычага поворачивать обеими руками, выполняя изгиб трубы. 5. Проверку угла изгиба провести по шаблону или изделию. 6. Трубу освободить из тисков приспособления, подогреть, начиная с открытого конца, по всей длине, выплавить канифоль и слить ее в сосуд. |
РУБКА МЕТАЛЛА
| Инструменты | Материалы | Оборудование |
| Слесарные молотки массой 500…600 грамм Зубила Крейцмейсели Канавочники Шаблоны Чертилки Кернеры Штангенциркули Масштабные линейки | Заготовки металла различной толщины; Заготовки из листового металла до 3 мм толщины Заготовки полосового металла Заготовки круглого металла Заготовки металла с вогнутой поверхностью | Слесарный верстак Тренировочные приспособления Предохранительные очки Решетчатые подставки под ноги Тиски Защитные экраны Заточной станок Приспособления: Наковальни Плиты |
| Технологический процесс | Указания и пояснения |
1. Установка высоты тисков по росту работающего.

| При работе на параллельных тисках согнутую в локте левую руку поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. |
2.Отработка рабочей позы и приемов захвата инструмента.
 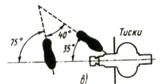

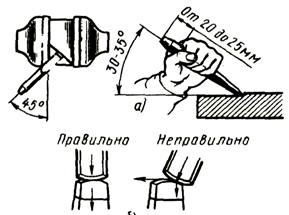
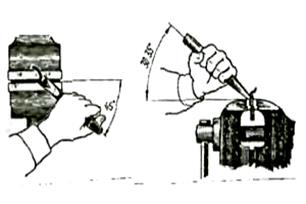
| 1. Встать вполоборота к оси тисков примерно под углом 40÷45º. 2. Левую ногу выставить на полшага вперед. 3. Молоток взять правой рукой за ручку на расстоянии 15÷30 мм от ее конца; ручку обхватить четырьмя пальцами и прижать к ладони; большой палец наложить на указательный, а все пальцы крепко сжать. 4. Зубило взять левой рукой за среднюю часть на расстоянии 20÷25 мм от конца ударной части; сильно сжимать зубило не следует, его нужно только держать и направлять в определенное положение по месту рубки. |
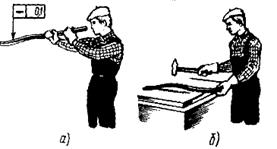
3. Отработка приемов нанесения ударов молотком.

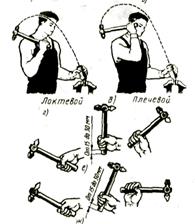
| 1. Кистевой удар молотком производится раскачиванием только за счет изгиба кисти. 2. Локтевой удар применяется при обычной рубке (при снятии слоя средней толщины металла). 3. Плечевой удар применяется при рубке толстого слоя металла и обработке больших плоскостей. Важно: удары должны быть меткими (приходиться прямо по вершине закругленной части зубила) и равномерными (со скоростью примерно 60 ударов в минуту при легкой рубке и 40 ударов – при тяжелой). |
| 4. Разрубание и вырубание металла. | |
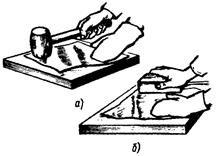
4.1.Разрубание металла на плите.
| 1. Разметить мелом места разрубания с обеих сторон заготовки. 2. Установить заготовку на массивной плите, обеспечив ее плотное прилегание к опоре. 3. Надрубить ее на половину толщины. Рубить локтевыми или плечевыми ударами в зависимости от толщины. 4. Надрубить полосу с обратной стороны. 5.Осторожно переломить надрубленную полосу в тисках или на ребре плиты. |
4.2.Разрубание круглого металла.

| 1. Разметить мелом места разрубания. 2. Установить зубило вертикально на риски; наносить плечевые удары; поворачивая заготовку после каждого удара, постепенно углублять разрез. 3.Отломить после многократного надрубания надрубленную часть. |
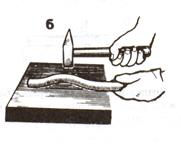
4.3.Вырубание заготовок из листового металла.


| 1. Разметить заготовку. 2. Взять зубило с закругленным режущим лезвием. 3. Установить зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски, затем придать зубилу вертикальное положение. 4. Отступив от разметочной риски на 2-3 мм, легкими ударами по зубилу надрубить контур, а затем рубить по контуру, нанося по зубилу сильные удары. 5.Перевернуть лист, рубить по ясно обозначенному на противоположной стороне контуру; вновь перевернуть заготовку другой стороной, закончить рубку. |
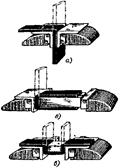
5. Рубка металла по уровню губок тисков.
Вариант 1.
 Вариант 2.
Вариант 2.
| 1. Нанести на поверхность заготовки разметочную риску. 2. Зажать и выверить заготовку в тисках так, чтобы разметочная риска была параллельна губкам тисков и выше на размер части заготовки, уходящей в стружку. 3. Принять рабочую позу, правильно установить зубило, заготовка не должна выступать за правый торец губок тисков. 4. Рубку выполнять локтевыми ударами; серединой лезвия зубила, снимая стружку толщиной 2–3 мм; соблюдать положение зубила по отношению к заготовке (углы установки), после каждого удара передвигать зубило справа налево. 5. Проверить масштабной линейкой линию среза – она должна быть прямой (отклонение ± 0,5 мм). |
6. Рубка металла выше уровня губок тисков (рубка по разметочным рискам).
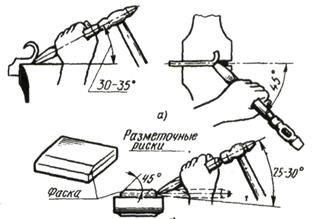
| 1. Нанести на поверхность заготовки параллельные разметочные риски (расстояние между ними 1 мм). 2. Установить размеченную заготовку, выверить и зажать между губками тисков в средней части таким образом, чтобы разметочная риска, по которой нужно рубить, была параллельна губкам тисков, и по уровню выше их на 10-15 мм. 3. Правильно установить зубило. 4. Снять фаску на стороне заготовки противоположной той, с которой начинают рубку. 5. Рубить поверхность локтевыми ударами, серединой зубила по разметочным рискам. 6. Толщина снимаемого слоя должна быть одинакова по всей длине (не более 0,5 ÷ 1,0 мм, а при чистовой рубке – 0,2 ÷ 0,5 мм). 7. Проверить масштабной линейкой линию отреза – допустимое отклонение от прямолинейности ± 0,5 мм. |
7. Обрубание плоскости металла (рубка широких поверхностей).
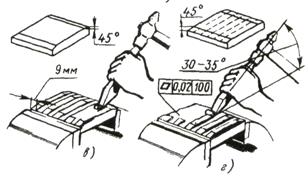
| 1. Нанести на поверхности заготовки разметочные риски на ширине 6-9 мм. 2. Закрепить заготовку в тисках прочно, без перекосов, выше губок тисков на 5-10 мм. 3. Срубить зубилом на переднем ребре на задней и передней сторонах заготовки фаски под углом 45º. 4. Локтевым ударом молотка по головке крейцмейселя прорубить канавки (толщина стружки – 0,5 ÷ 1,0 мм). 5. Срубить и зачистить зубилом выступы. 6. Проверить масштабной линейкой отклонение от прямолинейности (0,02 мм на 100 мм длины). |
| 8. Вырубание канавок в металле. | |
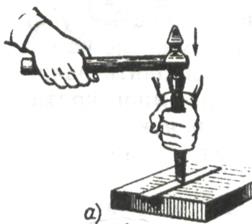
8.1.Вырубание канавок на плоской поверхности.

| 1. Разметить канавки и накернить разметочные риски. 2. Заточить крейцмейсель с поднутрением (см. рисунок). 3. Зажать заготовку в тисках так, чтобы дно канавки было выше губок тисков на 2-3 мм. 4. Прорубить крейцмейселем канавку предварительно (толщина стружки 1-2 мм), а затем окончательно (толщина стружки 0,5-1,0 мм). |
8.2.Вырубание канавок на вогнутой поверхности.

| 1. Разметить канавки на вогнутой поверхности карандашом. 2. Прорубить канавки канавочником сначала от одного края до середины, а затем от другого края до середины. 3. Вырубание канавок производить за три рабочих хода: а) наносить по канавочнику легкие удары молотком, наметив след канавки по разметочным рискам. б) углублять канавку, выдерживая ее профиль и оставляя припуск (0,5 мм) для чистовой рубки. в) выполнять чистовую рубку с двух концов, выравнивая неровности и придавая канавке требуемые глубину, ширину и шероховатость поверхности. 4. Проверить качество вырубания радиусной поверхности (боковые поверхности и дно не должны иметь уступов); ширину и глубину канавок проверить по радиусному шаблону. |
| 9. Заточка инструмента. | |
9.1.Заточка зубила.

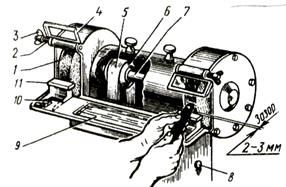
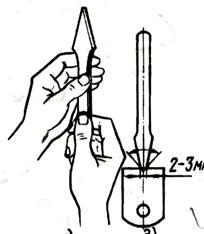
| Внимание. При подготовке к заточке инструмента провести подготовку станка к работе: - проверить надежность защитных устройств; - обеспечить зазор 2-3 мм между передвижным подручником и заточным кругом; - опустить защитный экран; - обеспечить наличие охлаждающей жидкости. 1. Включить заточной станок. 2. Правой рукой взять зубило так, чтобы его головка упиралась в ладонь, большой палец был сверху, а остальные пальцы крепко обхватывали зубило сбоку. 3. Пальцами левой руки взять зубило ближе к острию так, чтобы большой палец был сверху. 4. Положить зубило на подручник фаской к заточному кругу. Осторожно приблизить зубило к кругу и снять с фаски металл ровным слоем. Нажим на зубило делать плавным, легким. 5. Повернуть зубило второй фаской к кругу и снять с нее ровный слой металла. 6. Зубило периодически охлаждать в охлаждающей жидкости. 7. Проверить угол заточки зубила шаблоном или универсальным угломером. |
9.2.Заточка крейцмейселя.
| 1. Заточку крейцмейселя проводить аналогично заточке зубила. Помни: При частой заточке крейцмейсель укарачивается и его лезвие делается толще, поэтому надо сошлифовать и обе боковые его грани так, чтобы толщина вместе начала фасок была 2-3 мм. 2. Проверить шаблонами угол заточки и толщину фасок. |
9.3.Проверка углов заточки.
  
| Проверку углов заточки зубила и крейцмейселя, а также толщину фасок крейцмейселя проводить шаблонами или универсальными угломерами. Углы заточки: Твердые материалы - 70º Материалы средней твердости - 60º Мягкие материалы - 45º Алюминиевые сплавы - 35º |
РЕЗКА МЕТАЛЛА



