
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Термическая обработка деталей и инструментов из сталей
Предварительная термическая обработка. Отжиг. Отжигом называется вид термической обработки, основанный на фазовой перекристаллизации при нагреве (перлит → аустенит) и охлаждении (аустенит → перлит). Для доэвтектоидных конструкционных сталей применяется полный отжиг: нагрев стали выше критической точки Ас3 на 30-50° в область аустенита, выдержка и медленное охлаждение ниже критической точки Аr1 (до 400-500°С). Скорость охлаждения для углеродистых сталей составляет 50-100°/час (охлаждение с печью). Полный отжиг применяется для штамповок, проката и фасонных отливок с целью уменьшения твердости, снятия внутренних напряжений, улучшения обрабатываемости резанием, устранения дефектов структуры (измельчения величины зерна и т.д.). Схема микроструктур доэвтектоидной стали до отжига (а) и после отжига (б) дана на рис.70.
Рис.70 Для улучшения обрабатываемости резанием и снятия внутренних напряжений при нормальной мелкозернистой структуре может применяться неполный отжиг – нагрев стали до температуры выше А с1, но ниже А с3, выдержка и медленное охлаждение. При этом происходит лишь перекристаллизация перлита. Нормализационный отжиг(нормализация) это разновидность полного отжига и отличается характером охлаждения – охлаждение ведется на спокойном воздухе (скорость охлаждения 180-220°/час). При этом сталь получает более дисперсный перлит и несколько более высокую твердость. Нормализация является более экономической операцией по сравнению с полным отжигом. Слитки и крупные фасонные отливки из легированных сталей подвергают диффузионному отжигу при температуре 1050-1150°С с длительными выдержками (12-20 час) для устранения дендритной ликвации и выравнивания химической неоднородности зерен металла. При этом зерно аустенита укрупняется и необходимо дополнительно применять полный отжиг для измельчения зерна.
Заготовки заэвтектоидных инструментальных сталей подвергаются отжигу на зернистый перлит (сфероидизации) для снижения твердости и улучшения обрабатываемости резанием. Отжиг проводится путем нагрева до температуры выше точки Ас1 (750-790°С). При этом частицы нерастворившегося цементита служат центрами кристаллизации. Последующее медленное охлаждение приводит к образованию смеси феррита и цементита в форме зерен (зернистый перлит). Схема микроструктуры высокоуглеродистой стали после отжига на зернистый перлит приведена на рис. 71.
Объемное упрочнение. Типовая упрочняющая термическая обработка деталей из среднеуглеродистых конструкционных сталей обычно состоит из двух основных операций: закалки и высокотемпературного отпуска. Такую двойную термическую обработку называют улучшением. 3акалка. Температура нагрева при проведении полной закалки изделий из среднеуглеродистых конструкционных сталей назначается выше температуры фазового превращения АС 3на 30…50 °С и может быть определена по справочной литературе. Время нагрева при закалке определяют расчетным методом или по нормативам. Для деталей простой формы время нагрева можно подсчитать ориентировочно по формуле: t = а Д, Под Д понимается диаметр или толщина детали в мм. Значения коэффициента «а» даны в табл. 9. Таблица 9
|
|||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 37; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.190.167 (0.005 с.) |
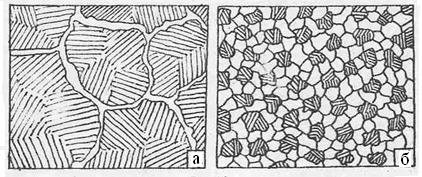
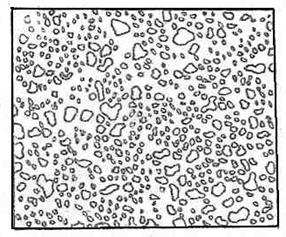 Рис.
Рис.



