Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологический маршрут обработки втулки
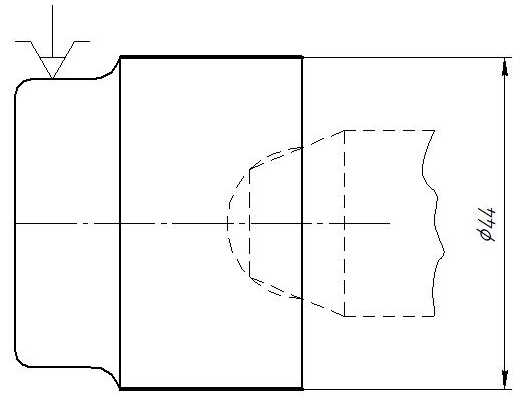
Технологический маршрут обработки втулки включает в себя следующие операции: 005 заготовительная (получают заготовку методом штамповки и производят отпуск, снимая напряжения, что облегчает последующую механическую обработку; по технологии отдела главного металлурга); 010 токарная (идет подготовка базовой поверхности); Операция осуществляется на универсальном токарном станке 1К62. Заготовка зажимается за хвостовик в 3-х кулачковом патроне (рисунок 6) и с обратной стороны поджимается специальным задним центром. Обрабатывается наибольший наружный диаметр и выдерживается размер Ø44.
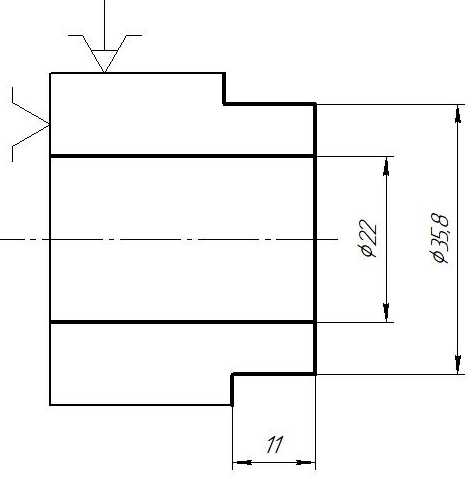
Рисунок 6. Подготовка базовой поверхности Далее токарные операции осуществляются на токарном станке с ЧПУ мод. SM-300E. Заготовка закрепляется в 3-х кулачковом пневматическом патроне ГОСТ 2578-83. Обработка заготовки осуществляется резцами, оснащенными сменными режущими пластинками из инструментального материала Т15К10. Контроль размеров производится универсальным мерительным инструментом, а особо ответственные размеры контролируются специальным инструментом. Охлаждение осуществляется эмульсией на основе НГЛ-205А (Б) ТУЗ8.101547-2004. 015 токарная (обрабатывается хвостовик) рисунок 7; Заготовка зажимается за наружную, предварительно обработанную цилиндрическую поверхность и левым торцом прижимается к патрону. На первом переходе упорным резцом осуществляется черновая обработка наружной цилиндрической поверхности и торцов буртика и хвостовика с выдерживанием размеров Ø35,8 и 11 мм. На втором переходе сверлом сверлится внутреннее сквозное отверстие на размер Ø22 мм.
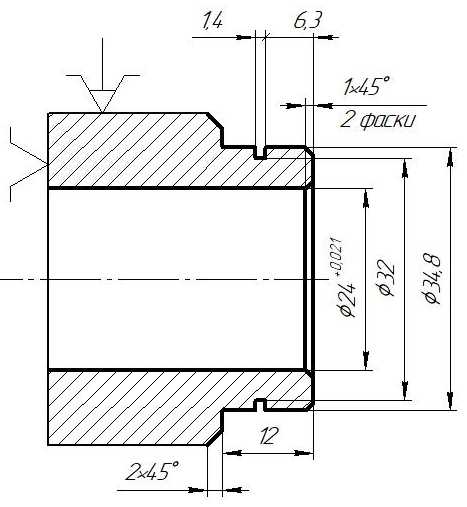
Рисунок 7. Операция 15 токарная черновая На третьем переходе (рисунок 8) упорным резцом осуществляется чистовая токарная обработка наружной цилиндрической поверхности и торцов буртика и хвостовика с выдерживанием размеров Ø34,8 и 12 мм. На четвертом переходе выполняется черновое растачивание на размер Ø23 мм и чистовое растачивание на размер Ø24 мм На пятом переходе выполняются 2 фаски 1х45о на наружном диаметре хвостовика и на внутреннем диаметре отверстия. На шестом переходе выполняется фаска 2х45о на торцовом буртике.
Рисунок 8. Обработка хвостовика шлицевой втулки На седьмом переходе на наружной поверхности хвостовика на расстоянии 6,3 мм от торца вытачивается канавка размером 1,4 мм с выдерживанием диаметра 32 мм.
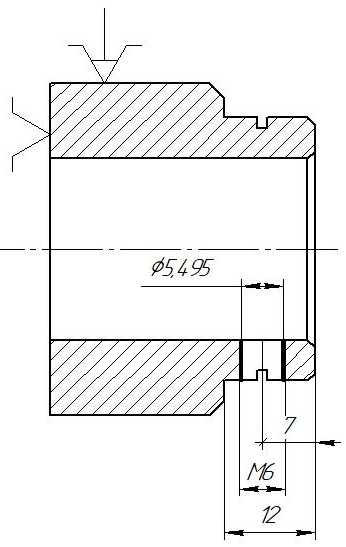
020 сверлильная (сверление отверстия) рисунок 9;
Рисунок 9. Сверление отверстия на цилиндрической поверхности На первом переходе сверлится отверстие Ø5,495 с выдерживанием размера 7 мм. На втором переходе метчиком нарезается метрическая резьба М6.
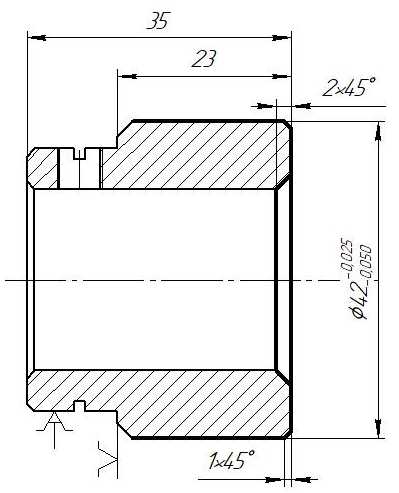
025 токарная (обрабатывается наружный диаметр детали) рисунок 10;
Рисунок 10. Обработка наружного диаметра шлицевой втулки Заготовка закрепляется в 3-х кулачковом патроне и упирается в торец. На первом переходе обрабатывается наружный диаметр на размер Ø42. На втором переходе обрабатывается торец и выдерживаются размеры 23 мм и 35 мм. На третьем переходе выполняются 2 фаски на наружном диаметре 1х45о и на внутреннем отверстии 2х45о.
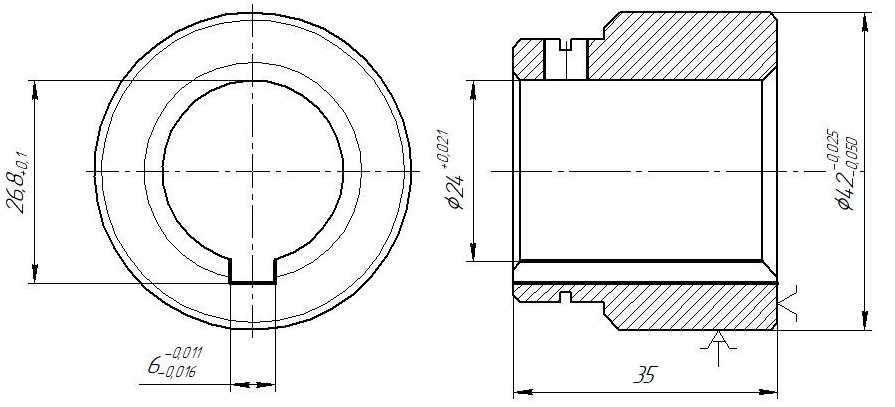
030 долбежная (долбится шпоночный паз) рисунок 11;
Рисунок 11. Долбление шпоночного паза шлицевой втулки Деталь устанавливается на правый торец детали и зажимается кулачками по диаметру 42 мм. На переходе долбится прямоугольный паз с выдерживанием размеров шириной 6 и высотой 26,8 мм.
040 Фрезерная (фрезерование 8 пазов) рисунок 12;
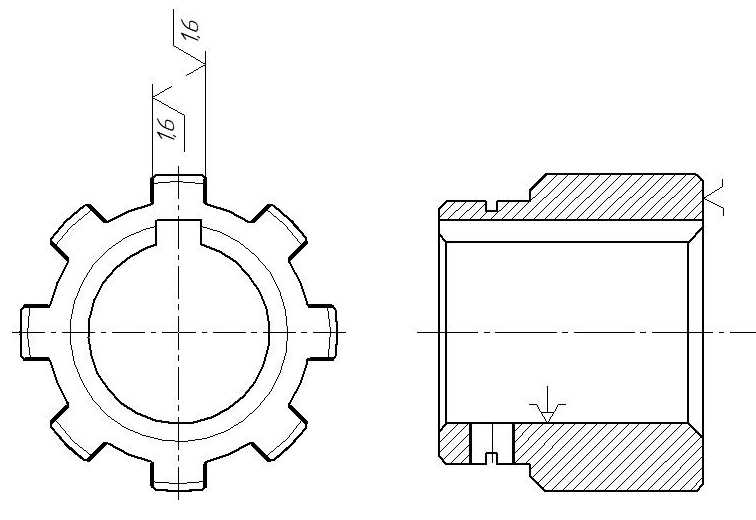
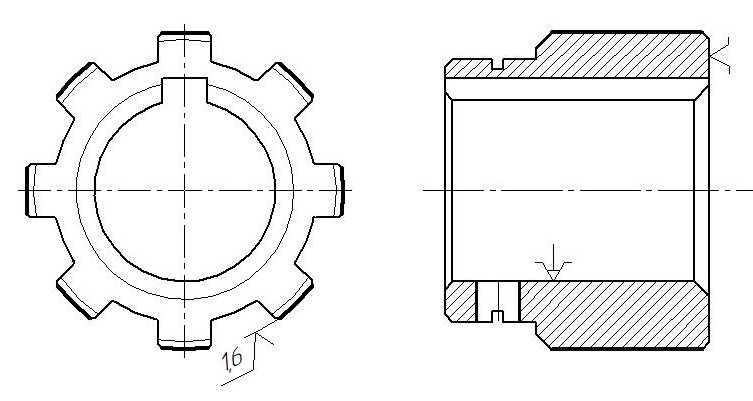
Рисунок 12. Фрезерование 8 пазов на шлицевой втулке Деталь устанавливается на правый торец и закрепляется кулачками по внутреннему отверстию диаметром 24 мм. На переходе последовательно специальной дисковой фрезой фрезеруются 8 пазов, выдерживая размеры 045 слесарная (осуществляется на верстаке, притупляются острые кромки и снимаются заусенки); 050 шлифовальная (шлифуются торцы шлицев) рисунок 13;
Рисунок 13. Шлифование торцов шлицев 055 шлифовальная (шлифуется наружная цилиндрическая поверхность) рисунок 14;
Рисунок 14. Шлифование наружной цилиндрической поверхности 055 промывочная;
060 контрольная (осуществляется полный контроль детали).
|
|||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 2696; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.174.168 (0.005 с.) |
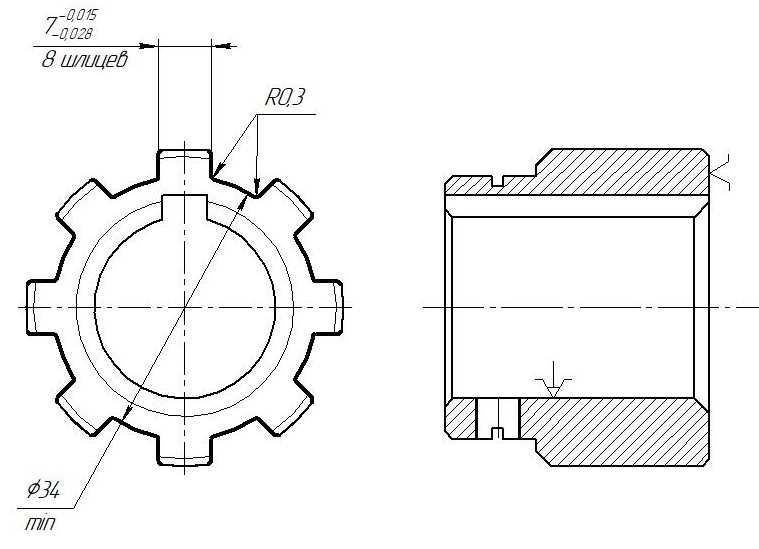
 мм, а диаметр 34 мм обеспечивается инструментом.
мм, а диаметр 34 мм обеспечивается инструментом.