Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет эксплуатационных характеристик
Основным критерием, определяющим пригодность аппаратуры к промышленному выпуску, является технологичность конструкции. Технологичность определяется по формуле:
где Кi – расчетный частный показатель, соответствующего класса блока; φi – весовой коэффициент; i – порядковый номер показателя; n – количество показателей. Для того, чтобы определить комплексный показатель технологичности, необходимо определить каждый частный показатель. Коэффициент применения микросхем и микросборок определяется по формуле:
где Hэ.мс – общее число дискретных элементов, замененных микросхемами и установленных на микросборках в РЭС; Ниэт – общее число ИЭТ, не вошедших в микросхемы (к ИЭТ относят резисторы, конденсаторы, диоды, транзисторы, разъемы, реле и другие элементы). Км.с.= Для данного коэффициента весовой коэффициент Коэффициент автоматизации и механизации монтажа определяется по формуле:
где Нм.м – количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом (для блоков на печатных платах механизация относится к установке ИЭТ и последующей пайке волной припоя); Нм – общее количество монтажных соединений, определяемое для разъемов, реле, микросхем и ЭРЭ по количеству выводов. 𝐾м.м =
Для данного коэффициента весовой коэффициент
Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу определяется по формуле:
где Нм.п.ИЭТ – количество ИЭТ в штуках, подготовка выводов которых осуществляется с помощью полуавтоматов и автоматов; в число их включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т.д.); Нп.ИЭТ – общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации.
Для данного коэффициента весовой коэффициент Коэффициент автоматизации и механизации регулировки и контроля определяется по формуле:
где На.р.к – число операций контроля и настройки, выполняемых на полуавтоматических и автоматических стендах; Нр.к – общее количество операций контроля и настройки. Две операции: визуальный контроль и электрический являются обязательными. Если в конструкции имеются регулировочные элементы, то количество операций регулировки увеличивается пропорционально числу этих элементов.
Для данного коэффициента весовой коэффициент Коэффициент повторяемости ИЭТ определяется по формуле:
где Hт.ор.ИЭТ – количество типоразмеров ИЭТ в изделии, к которым относится ИЭТ, разработанные и изготовленные впервые по техническим условиям (типоразмер определяется компоновочным размером и стандартом на элемент); Hт.ИЭТ – общее количество типоразмеров на элемент.
Для данного коэффициента весовой коэффициент Коэффициент применения типовых технологических процессов определяется по формуле:
где Дт.п и Ет.п – число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых технологических процессов; Д и Е – общее число деталей и сборочных единиц в РЭС, кроме крепежа (винтов, гаек, шайб).
Для данного коэффициента весовой коэффициент Коэффициент прогрессивности формообразования деталей определяется по формуле:
D – общее количество деталей.
Для данного коэффициента весовой коэффициент Определяем технологичность подставив в формулу (3.4) значения частных показателей технологичности.
Расчет уровня технологичности устройства определяется по формуле:
где К – комплексный показатель технологичности; Кн – нормативный показатель технологичности. Выбираем КН = 0,5 из ряда допустимых значений для электронного устройства.
Соотношение комплексного показателя технологичности к нормативному больше единицы, следовательно, индикатор светового излучения является технологичным.
Прикидочный расчет надежности позволяет судить о принципиальной возможности обеспечения требуемой надежности изделия. Этот расчет используется при проверке требований по надежности, выдвинутых заказчиком в техническом задании, при сравнительной оценке надежности отдельных вариантов выполнения изделия на ранних стадиях разработки. Значение суммарной интенсивности отказов λΣ рассчитывается по формуле: λΣ = где λ0j – среднегрупповое значение интенсивности отказов элементов j-й группы, найденное с использованием справочников, j = 1, …, k, 1/ч; nj – количество элементов в j-й группе, j = 1, …, k, шт; k – число сформированных групп однотипных элементов, шт. Интенсивность отказов элементов берется для периода нормальной работы. В таблице 3.2 приведены значения интенсивности отказов элементов, используемых в индикаторе светового излучения
Таблица 3.2 – Интенсивность отказов элементов
Окончание таблицы 3.2
С использованием обобщенного эксплуатационного коэффициента выполняется приближенный учет электрического режима и условий эксплуатации элементов. Суммарную интенсивность отказов элементов с учетом электрического режима и условий эксплуатации определяется по формуле: Λ = λΣ · Кэ, (3.14) где Кэ – обобщенный эксплуатационный коэффициент, выбираемый по таблицам в зависимости от вида устройства или условий его эксплуатации.
Выбираем К Λ = 10,921·10 По общепринятым формулам для экспоненциального закона надежности вычисляются другие показатели надежности: а) наработка на отказ:
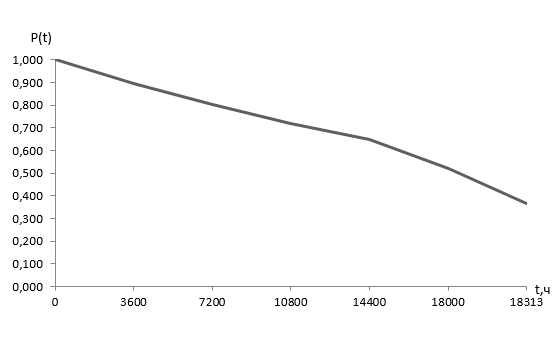
б) вероятность безотказной работы за заданное время:
Строим график зависимости безотказной работы от времени. Для его построения t выбираем произвольно, а в зависимости от t делаем расчет Р(t). Данные для построения графика зависимости P(t): t = 0 P(t) = 1 t = 14400 P(t) = 0,647 t = 3600 P(t) = 0,896 t = 18000 P(t) = 0,520 t = 7200 P(t) = 0,804 t = 18313,34 P(t) = 0,367 t = 10800 P(t) = 0,721 На рисунке 3.4 представлен график зависимости безотказной работы индикатора светового излучения.
Рисунок 3.4 – График зависимости безотказной работы
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 110; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.103.209 (0.021 с.) |
 , (3.4)
, (3.4) , (3.5)
, (3.5) =0,134
=0,134 1 = 1.
1 = 1. , (3.6)
, (3.6) = 0,640
= 0,640 2 = 1.
2 = 1. , (3.7)
, (3.7)
 , (3.8)
, (3.8)
 , (3.9)
, (3.9)
 , (3.10)
, (3.10)
 , (3.11)где Dп – детали, изготовленные по прогрессивному ТП (штамповка, прессование из пластмасс, литье и т.д.);
, (3.11)где Dп – детали, изготовленные по прогрессивному ТП (штамповка, прессование из пластмасс, литье и т.д.);

 , (3.12)
, (3.12)
 λ0j · n j, (3.13)
λ0j · n j, (3.13) · 5 = 54,605·10
· 5 = 54,605·10  (3.15)
(3.15) . (3.16)
. (3.16)