Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для литья под давлениемСтр 1 из 4Следующая ⇒
Автоматизация литья От ручной формовки до автоматических линий. До 30-х годов нашего века в литейных цехах формовка велась вручную. Лишь кое-где применяли первые ручные формовочные машины. Они позволяли механизировать две-три из полутора-двух десятков операций, производимых при формовке. Наряду с ручными формовочными машинами шагом вперед было изготовление модельных плит с закрепленными на них половинами моделей. Появление прессовых, встряхивающих и пескометных формовочных машин было уже революцией в области оборудования литейного производства. Механизация изготовления литейных форм на этих машинах повлекла за собой и механизацию их транспортировки. При малой производительности литейных цехов в них осуществлялся ступенчатый режим работы, при котором формы изготовляли, собирали, заливали и выбивали на одном и том же месте — на формовочном плацу. Когда появилась надобность в отливке большого количества однотипных изделий (серийное и массовое производство), литейные цехи стали переходить на параллельный режим работы. Все операции стали производиться одновременно, но в разных местах. Полуформы стали изготовлять на машинах в одном месте, собирать их — в другом, заливать — в третьем и т. д. Таким образом возникла надобность в перемещении форм. Первыми устройствами были горизонтальные формовочные конвейеры, по которым формы механически передвигались с одного участка на другой. Автоматы и автоматические линии. С 50-х годов литейная техника стала развиваться с необычайной быстротой. Появляются первые полуавтоматы, а затем и автоматы, совмещающие операции изготовления формы, ее заливки и выбивки. Создаются раздаточные бункеры для формовочных и стержневых смесей, оснащенные дозаторами, выдающими заданное количество формовочной смеси. Первые четырехпозиционные автоматы сменяются автоматами карусельного типа, выполняющими полный цикл всех операций. Создаются автоматические и комплексно-автоматические линии для формовки, заливки и выбивки отливок (рис. 26). Они заменили тяжелый груд рабочих. В нашей стране хорошо зарекомендовали себя автоматические линии Научно-исследовательского института тракторного и сельскохозяйственного машиностроения (НИИтракторосельхозмаш) и Всесоюзного научно-исследовательского института литейного машиностроения (ВНИИЛИТмаш) для производства мелких и средних отливок массового и крупносерийного выпуска. При изготовлении более крупных отливок хорошо показали себя автоматические линии завода Сиблитмаш.
Рис. 26. Комплексная автоматическая линия формовки — заливки-выбивки: · ЭВМ на службе литейного производства
Оборудование для литья под давлением 19.11.2018 Комментарии(0) Содержание страницы [Скрыть] · Что такое литье под давлением · 1. Виды оборудования для литья под высоким давлением · 2. Машины литья под низким давлением · 3. Узел прессования машин литья под давлением · 4. Дозаторы машин литья под давлением Похожие статьи Литейное производство ЗАЛИВКА ЛИТЕЙНЫХ ФОРМ 08.11.2018 Содержание страницы1. РАЗЛИВОЧНЫЕ КОВШИ1.1. Расчет емкости ковша1.2. Расчет числа ковшей или заливочных устройств2. АВТОМАТИЗАЦИЯ ЗАЛИВКИ Заливка является одной из операций изготовления отливок, назначение которой заключается в заполнении полости формы расплавленным металлом. При заливке, а также при проведении других технологических операций может возникать брак отливок. Важным контролируемым параметром операции является температура заливки. «Холодный» металл плохо заполняет […] Литейное производство ФОРМОВОЧНЫЕ ПЕСКИ 30.10.2018 Содержание страницы1. Кварцевые пески2. Классификация песков по ГОСТ 21383. Определение содержания глинистых составляющих4. Определение среднего размера зерна и коэффициента5. Область применения кварцевых песков6. Некварцевые пески 1. Кварцевые пески Основой кварцевых песков является диоксид кремния SiО2 – кремнезем. Чем больше кремнезема содержится в песке, тем он качественнее. На механические свойства формовочных и стержневых смесей, особенно холоднотвердеющих, […]
Навигация по записям Оборудование литейного производства для кокильного литья Оборудование для центробежного литья Добавить комментарий Получать новые комментарии по электронной почте. Вы можете подписаться без комментирования. Найти: Последние статьи · Кабельная арматура: виды, особенности и предназначение · Емкостное, резервуарное и теплообменное оборудование · Технологические особенности гибки металла · Железоуглеродистые сплавы. Свойства, виды, диаграммы сплавов · Волочильные станы. Оборудование, инструменты, материалы для волочения · Безопасность труда в газовом хозяйстве · Исполнительные механизмы автоматики безопасности подачи газа к горелкам · Системы автоматизации отопительных котлов Рубрики Рубрики Популярное · Строительные материалы — Виды, классификация, характеристики (26 498) · Техническое обслуживание ходовой части автомобиля (22 628) · Сталь. Виды, классификация, характеристики сталей (19 959) · Чугун. Марки, свойства и применение чугунов (18 820) · Оборудование для технического обслуживания и ремонта автомобилей (18 001) · Допуски, посадки, отклонения. Точность размеров и формы при обработке деталей (17 957) · Контрольно-измерительные инструменты. Выбор средств измерений (17 090) · Вентиляторы. Виды, характеристики, расчет вентиляторов (14 452) · Пластмассы. Состав, свойства, применение пластмасс (14 397) · Лакокрасочные материалы. Виды, свойства, состав, маркировка (14 064) · Конструкционная прочность материалов (12 745) · Композиционные материалы (11 960) · Технологические основы монтажа промышленного оборудования (11 790) · Притирка и доводка. Способы, инструменты притирки и доводки (10 904) · Электростанции – виды, характеристики электростанций (9 415) ПОПУЛЯРНЫЕ СТАТЬИ
Автоматизация литья От ручной формовки до автоматических линий. До 30-х годов нашего века в литейных цехах формовка велась вручную. Лишь кое-где применяли первые ручные формовочные машины. Они позволяли механизировать две-три из полутора-двух десятков операций, производимых при формовке. Наряду с ручными формовочными машинами шагом вперед было изготовление модельных плит с закрепленными на них половинами моделей. Появление прессовых, встряхивающих и пескометных формовочных машин было уже революцией в области оборудования литейного производства. Механизация изготовления литейных форм на этих машинах повлекла за собой и механизацию их транспортировки. При малой производительности литейных цехов в них осуществлялся ступенчатый режим работы, при котором формы изготовляли, собирали, заливали и выбивали на одном и том же месте — на формовочном плацу. Когда появилась надобность в отливке большого количества однотипных изделий (серийное и массовое производство), литейные цехи стали переходить на параллельный режим работы. Все операции стали производиться одновременно, но в разных местах. Полуформы стали изготовлять на машинах в одном месте, собирать их — в другом, заливать — в третьем и т. д. Таким образом возникла надобность в перемещении форм. Первыми устройствами были горизонтальные формовочные конвейеры, по которым формы механически передвигались с одного участка на другой.
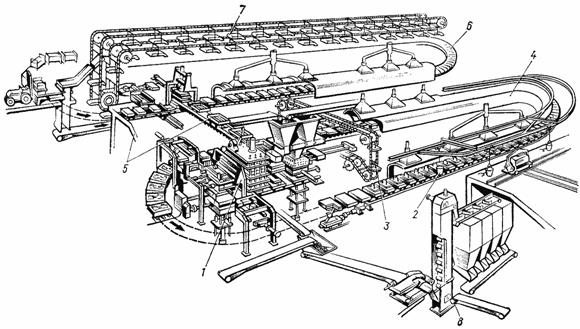
Автоматы и автоматические линии. С 50-х годов литейная техника стала развиваться с необычайной быстротой. Появляются первые полуавтоматы, а затем и автоматы, совмещающие операции изготовления формы, ее заливки и выбивки. Создаются раздаточные бункеры для формовочных и стержневых смесей, оснащенные дозаторами, выдающими заданное количество формовочной смеси. Первые четырехпозиционные автоматы сменяются автоматами карусельного типа, выполняющими полный цикл всех операций. Создаются автоматические и комплексно-автоматические линии для формовки, заливки и выбивки отливок (рис. 26). Они заменили тяжелый груд рабочих. В нашей стране хорошо зарекомендовали себя автоматические линии Научно-исследовательского института тракторного и сельскохозяйственного машиностроения (НИИтракторосельхозмаш) и Всесоюзного научно-исследовательского института литейного машиностроения (ВНИИЛИТмаш) для производства мелких и средних отливок массового и крупносерийного выпуска. При изготовлении более крупных отливок хорошо показали себя автоматические линии завода Сиблитмаш.
Рис. 26. Комплексная автоматическая линия формовки — заливки-выбивки: · ЭВМ на службе литейного производства
Оборудование для литья под давлением 19.11.2018 Комментарии(0) Содержание страницы [Скрыть] · Что такое литье под давлением · 1. Виды оборудования для литья под высоким давлением · 2. Машины литья под низким давлением · 3. Узел прессования машин литья под давлением · 4. Дозаторы машин литья под давлением
|
|||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 77; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.193.129 (0.015 с.) |