Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание методов контроля качестваСтр 1 из 9Следующая ⇒
Контроль качества продукции Термин качество продукции имеет несколько различных определений, например: В стандарте ГОСТ 15467-79: совокупность свойств продукции, обусловливающих её пригодность удовлетворять определённые потребности в соответствии с её назначением. В стандарте ИСО 8402-86: «Качество - совокупность свойств и характеристик продукции или услуги, которые придают им способность удовлетворять обусловленные или предполагаемые потребности». В стандарте ГОСТ Р ISO 9000-2005: «Качество - это степень соответствия совокупности присущих характеристик требованиям». В учебнике Огвоздина В. Ю.: Качество продукции - это совокупность объективно присущих продукции свойств и характеристик, уровень или вариант которых формируется при создании продукции с целью удовлетворения существующих потребностей Контроль качества продукции Качество продукции - совокупность свойств продукции, обуславливающих её пригодность удовлетворять определённые потребности в соответствии с её назначением. Контроль качества - это процесс получения и обработки информации об объекте с целью определения нахождения параметров объекта в заданных пределах. Процесс контроля заключается в установлении соответствия действительных значений физических величин установленным предельным значениям. Контроль должен ответить на вопрос находится ли контролируемая физическая величина в поле допуска или выходит за его пределы. Контроль параметров и характеристик объекта, связанный с нахождением действительных значений физических величин, называется измерительным контролем. В тех случаях, когда нет необходимости определять числовые значения физических величин, а требуется установить только факт нахождения параметра в поле допуска или выхода из него, производится качественная оценка параметров объекта, т.е. осуществляется качественный контроль. Качественный контроль в отличие от измерительного контроля называют просто контролем. Виды контроля Классификация видов контроля основана на различных признаках: время проведения и место контроля в технологическом цикле, управляющее воздействие контроля, объект контроля и др. Рассмотрим наиболее распространённые виды контроля.
При разрушающем контроле для выполнения контрольных операций необходимо разрушить изделие и дальнейшее его использование становится не возможным. Примером разрушающего контроля, когда определение соответствия контролируемого параметра установленным предельным отклонениям, сопровождается разрушением объекта, является проверка изделия на прочность. При неразрушающем контроле соответствие контролируемого параметра установленным предельным отклонениям определяется по результатам полученной информации об объекте контроля. Взаимодействие органов средства контроля с объектом контроля не вызывает разрушения объекта и не изменяет его свойств. Примерами неразрушающего контроля являются: контроль размеров деталей, отклонений формы и расположения поверхностей, давления, температуры и др. Результаты контроля можно использовать для воздействия на ход производственного процесса.
Активный контроль объекта осуществляется непосредственно в ходе технологического процесса формирования изделия, например обработки детали на станке. Текущие результаты активного контроля дают информацию о необходимости изменения режимов обработки или корректировке параметров технологического оборудования, например необходимость изменения положения между режущим инструментом и деталью. Активный контроль может быть ручным, при котором режимами и остановкой станка в процессе изготовления изделия управляет оператор, наблюдающий за показаниями приборов или автоматическим, когда управление станком осуществляется с помощью команд, выдаваемых установленным на станке или вне станка устройством. Применение активного контроля позволяет повысить производительность труда, улучшить качество изготовления, вести одновременное обслуживание нескольких единиц технологического оборудования, получать высокую точность изделий, использовать на этих работах операторов относительно невысокой квалификации. Перспективным является создание устройств активного контроля, работающих без настройки по образцовым объектам. В качестве образцовых могут быть как материальные объекты (например, образцовые детали), так и соответствующее программное обеспечение.
В отличие от активного пассивный контроль осуществляется после завершения отдельной технологической операции или всего технологического цикла изготовления объекта (детали или изделия). На стадиях жизненного цикла изделия, в том числе технологического процесса изготовления, производимый контроль имеет различное назначение и протяжённость во времени.
Входному контролю подвергают сырье, исходные материалы, полуфабрикаты, комплектующие изделия, техническую документацию и т. д. Контроль производится по ряду параметров, среди которых: визуальный и инструментальный контроль геометрии продукции, соответствие отгрузочным документам, наличие дефектов и др. С входного контроля начинается формирование качества изделия при производстве на данном предприятии. Операционный контроль или межоперационный контроль проводится на различных стадиях производственного процесса изготовления изделия. Назначение и порядок его проведения определяется технологической документацией - маршрутными и операционными картами. Приёмочный контроль состоит в проверке готовых изделий и наиболее ответственных узлов. Контролю подвергаются: взаимное расположение элементов изделия, качество выполненных соединений (сила и момент затяжки резьбовых соединений, качество пригонки стыкуемых поверхностей и др.), правильность постановки и наличие деталей в соединениях, масса узлов и изделия в целом, уравновешенность вращающихся частей изделия и т.д. Непрерывный и периодический контроль состоит либо в непрерывной проверке соответствия контролируемых параметров нормам точности либо соответственно в периодической проверке через установленные интервалы времени. В произвольные моменты времени могут проводить летучий контроль.
Большинство видов контроля проводится непосредственно на рабочих местах: у станка, на производственных участках, в цехах и т.п., такой контроль называют подвижным. Однако, осуществить такой контроль не всегда возможно, т.к. возникает необходимость применения специальных средств контроля, требующих отдельно расположенных контрольных участков, стендов, лабораторий, а иногда отдельно стоящих сооружений, как например радиационный контроль, такой контроль называют стационарным.
Объектами контроля являются: производимая продукция; техническая, товарная и сопроводительная документация; параметры технологического процесса; средства технологического оснащения; документация по прохождению рекламаций; правила соблюдения условий эксплуатации, а также технологическая дисциплина и квалификация исполнителей.
КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ - проверка соответствия качества продукции или процесса, от которого оно зависит, установленным требованиям. Контроль качества продукции включает государственный надзор за качеством продукции, ведомственный контроль качества продукции и технический контроль качества в объединениях, предпри- ятиях и организациях. Государственный надзор за качеством продукции осуществляют Госстандарт и его органы; он заключается в контроле за соблюдением стандартов, технических условий и метрологических правил, состоянием средств измерений и работой служб стандартизации и метрологии на местах. Ведомственный контроль качества продукции проводится инспекциями по качеству соответствующих министерств или ведомств. Технический контроль качества продукции осуществляется на всех стадиях производственного процесса, начиная от поступления исходного сырья и кончая отгрузкой готовой продукции. Его основные функции: установление соответствия показателей качества продукции требованиям конструкторской документации, техническим условиям, показателям опытных образцов, получение информации о состоянии производственного процесса, учет, анализ и предупреждение дефектов и брака в производстве, отказов и неисправностей у потребителя и выработка мер по устранению причин их появления. Основными видами технического контроля являются: входной контроль материалов, полуфабрикатов, покупных комплектующих изделий, поступающих со стороны; операционный контроль, выполняемый в ходе технологического процесса; контроль технологического процесса на соответствие его установленным требованиям; приемочный контроль готовой продукции. По форме все эти виды контроля и измерений могут быть: активными, осуществляемыми техническими средствами, встроенными в технологическое оборудование; плановыми, проводимыми по графику; летучими, организуемыми без заранее определенных сроков; инспекционными, проводимыми в целях про верки качества операционного приемочного или контроля.
При выборе технических средств контроля предпочтительными являются средства неразрушающего контроля. Особо ответственные и дорогостоящие детали и сборочные единицы охватываются сплошным пооперационным контролем с применением уникальных контрольно-измерительных средств, например голографических, лазерных и т. п. Контроль качества продукции в объединениях и на предприятиях проводится отделами технического контроля (ОТК). Начальник ОТК имеет право прекращать приемку продукции, запрещать использование в производстве предметов и средств труда, не соответствующих требованиям, останавливать выпуск продукции в подразделениях, не соблюдающих технологическую дисциплину; он несет уголовную и материальную ответственность за выпуск некачественной и некомплектной продукции. Контроль качества продукции является составной частью производственного процесса и направлен на выявление дефектов, брака в готовой продукции и на проверку надежности в процессе ее изготовления. Контроль качества продукции устанавливается на всех стадиях производственного процесса, начиная с контроля качества используемых сырья и материалов и кончая определением соответствия выпущенного продукта техническим характеристикам и параметрам не только в ходе его испытании, но и эксплуатации, а для сложных видов оборудования -с предоставлением определенного гарантийного срока после установки оборудования на предприятии заказчика. Такой подход к контролю предполагает проведение испытаний по мере готовности отдельных частей продукта (в особенности это касается сложных видов оборудования, в частности, комплексного). Усиление контроля качества в значительной степени связано с ориентацией производства на конкретного потребителя. Контроль качества в масштабах предприятия возложен на центральную службу контроля качества (или обеспечения качества), в функции которого входят разработка качественных показателей по всем видам выпускаемой продукции, методов проверки качества и порядка проведения испытаний, анализ рекламаций и порядок их урегулирования, выяснение причин возникновения дефектов и брака и условий их устранения. Служба контроля осуществляет свою деятельность в тесном контакте с соответствующими службами в производственных отделениях, а также с заводскими службами контроля качества (или отделами технического контроля). Центральная служба контроля может осуществлять проверку качества сырья и материалов, технологического процесса, организации контрольных испытаний, правил приемки, применяемых заводской службой качества или отделом технического контроля, а иногда и выборочно производить проверку качества продукции, уже прошедшей технический контроль. Одной из важнейших функций центральной службы контроля является планирование и координация всей работы в области обеспечения качества, установление необходимых связей между службами контроля качества в производственных отделениях предприятий. Через центральную службу контроля осуществляется централизация управления в области совершенствования качества выпус- каемой продукции.
Таким образом, контроль призван обеспечить проверку исполнения управленческих решений на всех уровнях управления на соблюдение установленных нормативов и условий хозяйственной деятельности предприятия. Для контроля качества продукции необходимо располагать: 1) показателями (стандартами, техническими параметрами), характеризующими качество продукции; 2) методами и средствами контроля проверки качества; 3) техническими средствами для проведения испытаний; 4) результатами анализа рекламаций; 5) причинами возникновения дефектов, брака и условий их устранения. Кроме центральной службы контролем качества продукции занимаются в подразделениях и цехах. Они первые получают сведения об отклонениях от нормы, состава и качества материалов, о допущенных отклонениях технологического процесса и предупреждают о возникновении производственного брака. Своевременно полученная информация позволяет оперативно реагировать на нарушение хода технологического процесса и принимать срочные меры к сокращению потерь от брака. Все сведения, полученные в ходе проведенного контроля, ежедневно и посменно поступают в главную диспетчерскую службу. Служба главного диспетчера осуществляет следующие основные функции: - контролирует ход выполнения производственной программы по основным видам изделий и принимает меры по ликвидации отставания от плана по заготовкам, деталям и сборочным единицам; - принимает меры к предупреждению сбоев в ходе производства, возникающих в результате нарушений работы технологического оборудования, несвоевременности обеспечения инструментом, материалами, полуфабрикатами. Существуют различные статистические методы контроля качества продукции. Цель метода статистического контроля качества заключается в том, чтобы исключить случайные изменения качества продукции. Такие изменения вызываются конкретными причинами, которые необходимо установить и устранить. (Например, рабочий может применять неправильно выбранный инструмент или метод выполнения работы, станок может оказаться разлаженным). Выборочный контроль применяют, когда необходимо принять решение о качестве при приемке большой партии по результатам испытаний ограниченного количества образцов из этой партии. Наиболее часто выборочный контроль проводят при приемке партий комплектующих изделий или материалов от поставщиков. Выборочный контроль позволяет снизить затраты на контроль. Он также применяется и в тех случаях, когда изделие при контроле приходится разрушать. Следует отметить, что выборочному контролю присущ определенный риск, поскольку решение о качестве всей партии принимается по результатам контроля небольшой выборки образцов. Ошибочно может быть забракована «хорошая» партия (риск производителя) или принята плохая партия (риск потребителя). Этот риск можно снизить путем увеличения объема выборки контрольных образцов, но при этом возрастают расходы. На практике потребитель и изготовитель путем переговоров согласовывают методику выборочного контроля, приемлемую для обеих сторон. Важную роль в повышении эффективности контроля технологического процесса может сыграть специальная карта, представляющая собой схему, на которую нанесены допустимые границы параметров качества и результаты измерений в обусловленные сроки, что позволяет сразу наглядно обнаружить отклонения от стандартов и» при необходимости, составить соответствующий график. Карта контроля технологического процесса применяется в тех случаях, когда нужно проконтролировать качество продукции или услуг в процессе производства. Цель заключается в том, чтобы обнаружить, когда процесс производства «уходит из-под контроля» и начинается выпуск продукции с недопустимо нестабильным качеством. При этом можно срочно принять необходимые меры по корректировке процесса.
Производство продукции осуществляется по заранее разработанному технологическому процессу, который осуществляется в диапазоне определенных контрольных параметров, характеризующих возможные отклонения в этом процессе. Выход за пределы допустимого значения контрольных параметров технологического процесса влечет за собой выпуск бракованной продукции, поэтому наблюдение за контролируемыми параметрами и анализ наблюдаемых изменений является непременным условием современного производства. Кроме того, в силу допущенных при проектировании ошибок или необходимости модернизации производства приходится постоянно вносить в технологию изменения, которые также могут стать причиной выпуска продукции с недопустимыми отклонениями. Отклонение параметров происходит, как правило, под действием большого числа случайных факторов, поэтому появление брака и причин, его определяющих, является случайным, и их анализ требует применения специальных статистических методов обработки информации, характеризующих протекание технологического процесса производства продукции. Выделим следующие статистические методы контроля качества продукции. 1. Гистограмма. Метод гистограмм является эффективным инструментом обработки данных и предназначен для текущего контроля качества в процессе производства, изучения возможностей технологических процессов, анализа работы отдельных исполнителей и агрегатов. Гистограмма - это графический метод представления данных, сгруппированных по частоте попадания в определенный интервал. 2. Расслаивание. Этот метод, основанный только на достоверных данных, применяется для получения конкретной информации, вы явления причинно-следственных связей. 3. Контрольные карты графически отражают динамику процесса, т.е. изменение показателей во времени. На карте отмечен диапазон неизбежного рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому-либо показателю качества в ходе технологического процесса, для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. Контрольные карты применяются в тех случаях, когда нужно проконтролировать качество продукции или услуг в процессе производства. В контрольные карты заносятся сведения о технологическом процессе. Вариантов записи очень много. Это зависит от вида продукции и целей производства Цель заключается в том, чтобы обнаружить, когда процесс производства уходит из-под контроля, и сразу же принять необходимые меры по корректировке процесса.
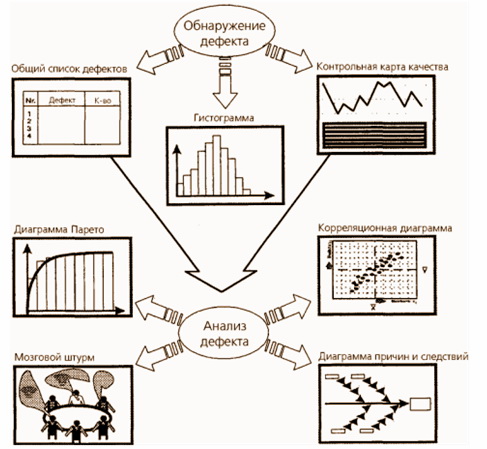
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА Методы (инструменты) контроля качества на предприятии – это простые в использовании средства, основанные на графическом изображении данных, позволяющие распознать, понять и решить проблему. Они обычно используются на производстве для обработки числовых данных, специально переработанных математически и статистически. Семь инструментов качества можно использовать в фазах: обнаружения дефектов и анализа дефектов. К ним относятся: · Сводная карта дефектов; · Гистограмма; · Карта регулирования качества; · Мозговой штурм; · Причинно-следственная диаграмма; · Диаграмма корреляций; · Диаграмма Парето. Схема 1. Методы контроля качества на предприятии.
Технический контроль является составной частью процесса управления качеством продукции и осуществляется на всех стадиях ее жизненного цикла: разработки, изготовления, эксплуатации или потребления продукции. На стадии разработки целью контроля качества является обеспечение соответствия качества разрабатываемого изделия требованиям технического задания, действующих нормативно-технических документов и современному техническому уровню. Основными задачами контроля качества при разработке являются: · оценка уровня качества разрабатываемых изделий; · проверка правильности использования в принимаемых технических решениях современных научно-технических достижений и выполнения требований технического задания; · проверка выполнения требований стандартов ЕСКД, ЕСТД, ЕСТПП и других нормативных документов, предъявляемых к процессу разработки и к разрабатываемой документации; · получение полной и достоверной информации обо всех отклонениях объектов контроля от заданного качества для принятия соответствующих решений в системе управления качеством. Объектами контроля качества при разработке изделий являются: · конструкторская документация; · технологическая документация; · опытный образец изделия, макет, модель; · технологический процесс и оснастка, применяемые при изготовлении опытного образца; · метрологическое обеспечение разработки. При контроле конструкторской документации проверяется соответствие отраженных в ней проектных решений требованиям технического задания или технических условий на изделие; соответствие состава и содержания документации требованиям стандартов ЕСКД и других нормативных документов; технологичность изготовления разработанной конструкции и ее составных частей. При контроле технологической документации проверяется соответствие технологических процессов и операций изготовления опытного образца требованиям конструкторской документации; рациональность способов изготовления, сборки, регулировки и испытаний образца; правильность оформления документов в соответствии с требованиями стандартов ЕСТД и других НТД; соответствие изготовленного по разработанным технологическим процессам опытного образца требованиям, установленным в техническом задании и в конструкторской документации. Контроль качества макета, модели, опытного образца включает проверку качества используемых сырья, материалов, полуфабрикатов, комплектующих изделий; операционный контроль соответствия параметров изготавливаемых составных частей макета, модели или опытного образца требованиям конструкторской и технологической документации; проверку соответствия параметров макета, модели, опытного образца установленным требованиям. Контроль технологического процесса, оборудования и оснастки, используемых при изготовлении опытного образца, осуществляется с целью проверки соответствия перечисленных элементов производства требованиям технологической документации и, в случае выявления отклонений, разработки мероприятий по приведению их в соответствие с предъявляемыми требованиями. Контроль метрологического обеспечения разработки проводят на соответствие требованиям НТД по метрологическому обеспечению разработки, производства и эксплуатации продукции. Такой контроль включает проверку обеспечения единства и достоверности измерений при контроле и испытаниях опытного образца, макета, модели; правильность определения номенклатуры контролируемых параметров изделия; правильность выбора средств контроля и испытаний. В процессе производства основными целями контроля качества являются обеспечение выпуска предприятием изделий, соответствующих требованиям конструкторской, технологической и нормативно-технической документации, предупреждение производственного брака, получение информации о качестве готовых изделий и состоянии технологического процесса. Главная задача контроля качества изготавливаемых изделий заключается в проверке соответствия количественных и (или) качественных характеристик свойств объектов контроля всем требованиям, установленным в конструкторской, технологической и нормативно-технической документации. Объектами контроля в процессе производства являются: · материалы, полуфабрикаты и комплектующие изделия; · заготовки, составные части изделия (детали, сборочные единицы и комплекты), готовые изделия; · технологические процессы; · технологическое оборудование (в том числе испытательное) и оснастка; · конструкторская и технологическая документация; · средства контроля. Контроль качества материалов, полуфабрикатов, комплектующих изделий (входной контроль) призван обеспечить процесс изготовления изделия и его составных частей исходной продукцией, соответствующей требованиям конструкторской документации и нормативно-технических документов на ее поставку. Входной контроль предполагает также периодическую проверку соблюдения правил и сроков хранения исходных продуктов. Качество заготовок и составных частей изделия проверяется при операционном контроле. Операционный контроль проводят с целью выявления и своевременного предотвращения отступлений от требований конструкторской, технологической и нормативно-технической документации при изготовлении изделий; выявления характера и причин отклонений технологических процессов в ходе производства; разработки мероприятий, направленных на обеспечение стабильности качества выпускаемых изделий. Качество готовых изделий проверяется в ходе приемочного контроля. При этом устанавливается пригодность изделий к поставке, осуществляется всесторонняя оценка их соответствия требованиям конструкторской, технологической и нормативно-технической документации. Контроль технологических процессов проводят с целью обеспечения стабильности качества выпускаемых изделий и его соответствия предъявляемым требованиям. Содержание такого контроля соответствует контролю технологических процессов при изготовлении опытного образца. При этом осуществляется текущий операционный, периодический и инспекционный контроль. В процессе такого контроля проверяются также технологическое оборудование, оснастка, режущий инструмент на соответствие технологическому процессу, установленным режимам работы и правильности наладки. Целью контроля конструкторской и технологической документации является своевременное обеспечение процесса производства соответствующими качественными документами, содержащими все внесенные изменения. Контроль средств контроля проводят с целью обеспечения достоверности и бесперебойности процесса контроля качества заготовок, составных частей и готовых изделий, материалов, полуфабрикатов, комплектующих изделий, технологического процесса, технологического оборудования и технологической оснастки. В процессе контроля средств контроля качества проверяется их соответствие требованиям нормативно-технической документации по метрологическому обеспечению, в том числе стандартов государственной системы обеспечения единства измерений. На стадии эксплуатации оценку уровня качества изделий проводят с целью: · оптимизации режимов применения, технического обслуживания, транспортирования, хранения и ремонта изделий; · установления необходимости замены, переналадки и регулировки систем, узлов, агрегатов и других составных частей изделия; · выработки рекомендаций по совершенствованию изделий или снятия их с эксплуатации и производства. При этом задачами контроля качества являются: · проверка соответствия показателей качества изделий требованиям НТД при хранении, транспортировании и использовании; · проверка соответствия показателей качества изделий требованиям НТД после их ремонта и технического обслуживания; · проверка правильности эксплуатации изделий. Объектами контроля являются: · изделия, находящиеся в эксплуатации; · условия и режимы эксплуатации, технического обслуживания, транспортирования, хранения и ремонта изделий.
Еще до Германии Принято считать, что автобаны появились в Германии. Однако это не совсем так. Кто-то считает, что их начали строить в США, но чаще всего самой первой автострадой называют дорогу в... Италии. Она была торжественно открыта 21 сентября 1924 года и соединяла города Милан и Варезе.
Главным строителем магистрали стал Пьетро Пуричелли, однако он все же использовал немецкий опыт — многие идеи для своей автострады он взял у трассы на юго-западной окраине Берлина, которая была закончена в 1921 году. Однако ту дорогу длиной порядка 8 километров нельзя назвать полноценным автобаном. Это была скорее гоночная трасса, которая так и называлась — AVUS (Automobil-Verkehrs- und Übungs-Straße или Автомобильно-транспортная и тренировочная улица)
Первый же немецкий автобан был построен только в 1932 году — он соединял города Кёльн и Бонн. Но его строительству предшествовала очень большая работа — первый план создания сети скоростных трасс был разработан в Германии еще в 1909 году. А в 1926 году было образовано общество по строительству скоростной дороги Гамбург—Франкфурт-на-Майне—Базель, которое начало работы по планированию нескольких автобанов. То есть вопреки стереотипам, их придумал вовсе не Гитлер, хотя такая легенда усиленно распространялась во времена Третьего Рейха — согласно нацистской пропаганде, идея автобанов пришла Гитлеру во сне, в котором он увидел, как Германия вся покрыта сетью скоростных магистралей. На самом же деле, когда Гитлер пришел к власти, он взял 60 томов строительных планов, которые уже были нарисованы, и сделал их основой своей программы «Дороги фюрера» (уже в 1933 году прокладка автобанов была объявлена государственной задачей). Но что же вообще такое автобан? Это не просто прямая дорога. Это целая философия. Ведь здесь всё подчинено одной единственной цели — пропустить как можно больше автомобилей на как можно большее расстояние. Именно поэтому современные скоростные магистрали не имеют перекрестков и резких поворотов, встречные потоки обязательно разделены, каждое направлением имеет минимум по две полосы движения. Кроме того, остановка на скоростных трассах строжайше запрещена, ни в коем случае нельзя обгонять справа (да и вообще запрещено двигаться в левых рядах при свободных правых), плюс есть ограничение не только по максимальной, но и по минимальной скорости. Больше уже не будет Самой большой и, возможно, самой сложной дорогой в современном мире является так называемое Панамериканское шоссе или Pan-American highway. Очень противоречивое, надо сказать, шоссе. Сами посудите — с одной стороны, оно объединяет Северную и Южную Америку, но с другой стороны, вы не сможете проехать по нему из одного континента до другого. Длина этой дороги составляет то ли 24 тысячи километров, то ли 48 тысяч. Где она начинается и заканчивается никто толком не знает. Все началось еще в 1889 году, когда на Первой Панамериканской конференции было решено построить дорогу, которая позволит соединить обе Америки. Но тогда речь шла о железнодорожном пути. Не сложилось... Однако в 1923 году этот вопрос вновь оказался на повестке дня. И после долгих споров было решено делать большое шоссе, которое позволит связать страны Южной, Центральной и Северной Америки. Тогда договорились, что каждая страна будет сама заниматься строительством. И, видимо, это было стратегической ошибкой... В итоге мы имеем то что имеем — фактически Панамериканское шоссе представляет собой некий набор дорог разного качества, которые просто соединены между собой. Хотя не совсем соединены... Главной проблемой Панамериканского шоссе сейчас является так называемая Дарьенская дыра (иногда ее называют более культурным словом «пробел»). Это участок длиной 87 километров на территории Панамы и Колумбии, где дороги просто-напросто нет. Вместо нее имеется национальный парк Дарьен в Панаме и парк Лос Катиос в Колумбии. И прокладывать магистраль там до сих пор не планируют. Говорят, в этом случае она рассечет на две части тропические леса и нанесет огромный вред экологии (в парке Дарьен есть огромное число редких животных и растений, мало того, там до сих пор проживают аборигены). Говорят, есть и другая причина отказа от строительства шоссе — если вместо леса появится автобан, то по нему может хлынуть поток наркотиков из Колумбии в Северную Америку. Как бы то ни было, но сейчас водители вынуждены переправляться на пароме из Панамы в город Ла-Гуайра в Венесуэле или в город Буэнавентура в Колумбии. Считается, что «большое» Панамериканское шоссе начинается на Аляске в городе Прудо-Бей (ни США, ни Канада официально не входят в координационный Конгресс Панамериканского шоссе). А заканчивается оно то ли в Пуэрто-Монтт, то ли в Кельон на юге Чили. А может и в аргентинском Ушуайа. Таким образом, дорога проходит по территории сразу 14 стран: США, Канада, Мексика, Гватемала, Сальвадор, Гондурас, Никарагуа, Коста-Рика, Панама, Колумбия, Эквадор, Перу, Чили, Аргентина. Кроме того, благодаря ответвлениям в эту систему дорог можно смело включать Боливию, Бразилию, Парагвай, Уругвай и Венесуэлу.
Контроль качества продукции Качество продукции - совокупность свойств продукции, обуславливающих её пригодность удовлетворять определённые потребности в соответствии с её назначением. Контроль качества - это процесс получения и обработки информации об объекте с целью определения нахождения параметров объекта в заданных пределах. Процесс контроля заключается в установлении соответствия действительных значений физических величин установленным предельным значениям. Контрол ь должен ответить на вопрос находится ли контролируемая физическая величина в поле допуска или выходит за его пределы.
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 430; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.121.214 (0.084 с.) |