Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет и конструирование соединений строительных конструкций. Сварные соединения. Болтовые соединения
Для соединений элементов конструкций применяют дуговую сварку: ручную, полуавтоматическую в защитных газах или порошковой проволокой, автоматическую в защитных газах или под слоем флюса.
При ручной дуговой сварке используются покрытые электроды типа Э42А, Э46А, Э50А. За один проход можно выполнить шов толщиной до 8 мм. В случае необходимости выполнения шва большей толщины требуется несколько проходов.
Полуавтоматическая сварка в защитных газах.
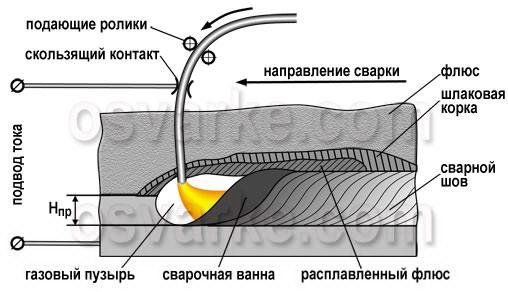
Сварочную проволоку для сварки в углекислом газе применяют с повышенным содержанием марганца и кремния. В основном применяется проволока следующих марок: Св-08ГС, Св-08Г2С, Св-12ГС. Либо другие марки, которые соответствуют марке свариваемого металла. Диаметр сварочной проволоки обычно применяют от 0,5 до 2,5 мм. Все зависит от толщины свариваемого металла. Поверхность проволоки должна быть чистой без ржавчины, окалины и смазки иначе это может привести к разбрызгиванию металла и пористости шва. Для сварки в углекислом газе лучше всего применять обмедненную проволоку. Автоматическая сварка по слоем флюса во много раз производительнее ручной дуговой сварки, обеспечивает глубокое (до 16 мм за 1 проход) проплавление.
Проволока подается в зону сварки с помощью подающих роликов. Подвод тока к проволоке осуществляется скользящим контактом. Плотный слой флюса, высыпаемый из бункера во время движения сварочного автомата, обеспечивает эффективную защиту расплавленного металла сварочной ванны от взаимодействия с воздухом. Дуга горит в газовом пузыре, который образуется парами и газами флюса и расплавленного металла. В результате металлургического взаимодействия шлака и расплавленного металла и кристаллизации металла сварочной ванны формируется шов с необходимым химическим составом и механическими свойствами. На поверхности шва располагается легко отделяемая шлаковая корка из затвердевшего флюса.
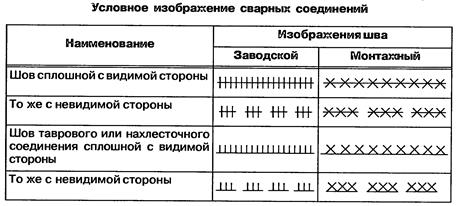
Классификация сварных швов Швы сварных соединений делятся на заводские и монтажные (выполняемые на строительной площадке).
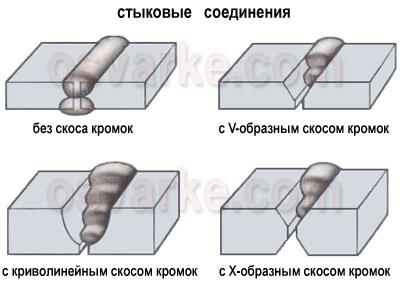
Виды сварных соединений В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений: · стыковые соединения; · угловые соединения; · тавровые соединения; · нахлесточные соединения; Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости. Основные виды стыковых сварных соединений
Сварные швы по внешнему виду подразделяются на
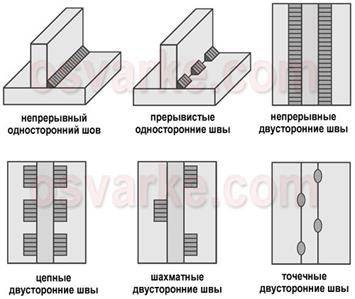
Выпуклые сварные швы лучше работают при статических (постоянных) нагрузках, однако они неэкономичны. Нормальные и вогнутые швы лучше подходят при динамических и знакопеременных нагрузках, поскольку за счет более плавного перехода от основного металла к сварному шву снижается вероятность возникновения концентрации напряжений, приводящих к разрушению шва. По выполнению сварные швы могут быть односторонними и двусторонними.
По количеству слоев сварка бывает однослойной и многослойной, по числу проходов – однопроходной и многопроходной.
Многослойный шов используется при сварке толстого металла, а также чтобы уменьшить зону термического влияния. Слой сварного шва – металл шва, состоящий из одного, двух или нескольких проходов, которые размещены на одном уровне поперечного сечения шва. В зависимости от протяженности сварные швы бывают непрерывными и прерывистыми. Стыковые швы обычно делают непрерывными. Угловые швы могут быть выполнены
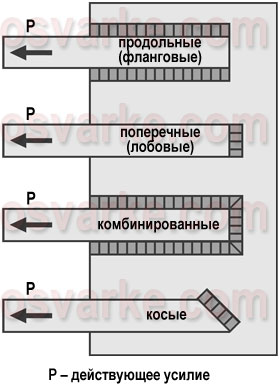
По направлению действующего усилия сварные швы делятся на
По назначению сварные швы бывают
В зависимости от условий работы сварного изделия швы делятся на
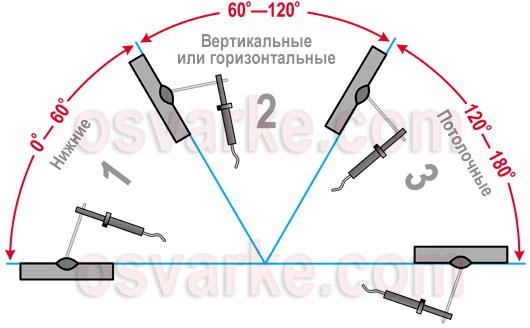
По положению в пространстве швы подразделяются на:
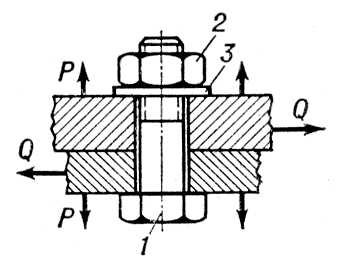
Болтовые соединения Болтовые соединения металлических конструкций по сравнению со сварными соединениями более металлоемки, и отверстия для болтов ослабляют сечение соединяемых элементов, но их использование значительно проще, т.к. не требует сварочного оборудования. Различают болты грубой, нормальной и повышенной точности, а также высокопрочные болты. Болты грубой и нормальной точности различаются величиной допуска на отклонение диаметра болта от номинала. Такие болты ставятся в отверстия на 2-3 мм больше диаметра болта. Отверстия выполняются в отдельных элементах и при сборке полностью не совпадают, что приводит к неравномерной работе отдельных болтов. Подобные соединения рекомендуется применять в соединениях, где болты работают на растяжение или являются крепежными элементами. Болты повышенной точности имеют минимальные отклонения от номинала и диаметр отверстия не превышает 0,3 мм диаметра. Отверстия выполняют в заранее собранных конструкциях. Болты в таких соединениях сидят плотно, что улучшает их работу, однако выполнение таких соединений усложнено требованиями точности. Высокопрочные болты (ГОСТ 22353-77 и ГОСТ 22356-77) (сдвиго-устойчивые) изготовляют из легированной стали, готовые болты термически обрабатывают. Высокопрочные болты являются болтами нормальной точности, их ставят в отверстия большего, чем болт, диаметра, но их гайки затягивают тарировочным ключом, позволяющим создавать и контролировать силу натяжения болтов. Большая сила натяжения болта плотно стягивает соединяемые элементы и обеспечивает монолитность соединения. При действии на такое соединение сдвигающих сил между соединяемыми элементами возникают силы трения, препятствующие сдвигу этих элементов относительно друг друга. Таким образом, высокопрочный болт, работая на осевое растяжение, обеспечивает передачу сил сдвига трением между соединяемыми элементами, именно поэтому подобное соединение часто называют фрикционным, Для увеличения сил трения поверхности элементов в месте стыка очищают от грязи, масла, ржавчины и окалины металлическими щетками, пескоструйным или дробеструйным аппаратом, огневой очисткой и не окрашивают.
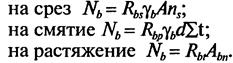
Работа и расчет болтовых соединений. В соединениях работающих на сдвиг, расчет ведут на срез болта и на смятие болтами металла соединяемых элементов. Расчетное усилие, которое может быть воспринято одним болтом, следует определять по формулам при работе:
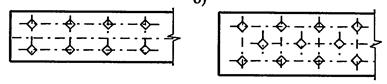
Болты расставляются рядами или в шахматном порядке
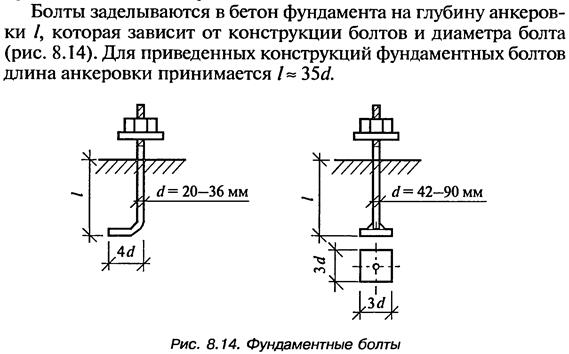
Фундаментные болты Для соединения базы стальных колонн с фундаментом используют анкерные болты. Работают на растяжение, которое возникает при передаче на фундамент изгибающих моментов от колонны. Для центрально-сжатых колонн растягивающее усилие принимают условно 15% от усилия сжатия колонны.
Диаметры болтов колеблются от 12 до 140 мм. Расчетные сопротивления болтов принимаются по табл.60 СНиП
Литература: В.И. Сетков «Строительные конструкции», М., ИНФРА-М,2009, с. 297 - 310
|
|||||||
|
|
Последнее изменение этой страницы: 2021-03-10; просмотров: 312; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.217.67.16 (0.019 с.) |
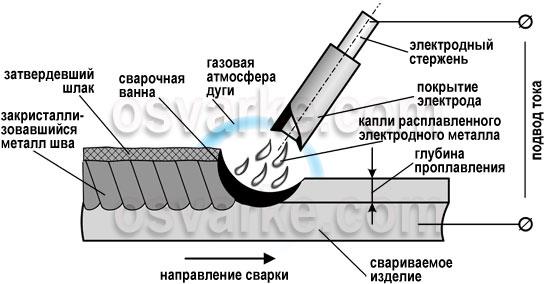

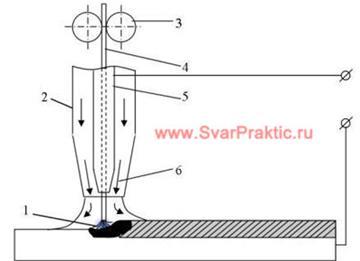 На рисунке показан принцип действия сварки в среде углекислого газа: 1-дуга, 2-сопло, 3-подающий механизм, 4-сварочная проволока, 5-токоподводящий мундштук,6-углекислый газ.
На рисунке показан принцип действия сварки в среде углекислого газа: 1-дуга, 2-сопло, 3-подающий механизм, 4-сварочная проволока, 5-токоподводящий мундштук,6-углекислый газ.