Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 1.Детали и механизмы машинСтр 1 из 6Следующая ⇒
Раздел 1.Детали и механизмы машин Тема 1.1 Неразъёмные соединения деталей машин
Неразъёмное соединение - соединение с жёсткой механической связью деталей в каком-либо узле машины или конструкции, сохраняющееся в течение всего срока службы. При неразъемном соединении, разборка обычно невозможна без разрушения или повреждения поверхностей деталей.
Основные виды неразъемных соединений: - заклёпочные, - сварные, - клеевые, - комбинированные Чаще всего не применяют какое-либо отдельное соединение, а в зависимости от нагрузок и области применения, комбинируют их виды. Применение того или иного вида неразъемного соединения, обусловлено требованиями изготовления, сборки, эксплуатации машин, а так же Заклепочные соединения
Сварные соединения
СВАРКА - процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их соединения. Сварке подвергают детали из металлов, керамических материалов, пластмасс, стекла и др.
Существуют способы сварки, при которых материал:
- расплавляется (дуговая, электрошлаковая, электронно-лучевая,
- нагревается и пластически деформируется (контактная, высокочастотная,
- деформируется без нагрева (холодная, взрывом и др.); способ
Различают также сварки: по виду используемого источника энергии: дуговая, газовая, электронно-лучевая и др.
по способу защиты материала: под флюсом, в защитных газах, вакууме и др.;
по степени механизации: ручная, полуавтоматическая и автоматическая.
Выбор того или иного способа сварки зависит от физико-химических свойств свариваемых материалов, условий ее проведения, толщины соединяемых деталей и конструкции соединений.
Достоинства сварных соединений:
1. Экономия материала (Сварные конструкции в среднем легче клепанных на 20-25%) 2. Плотность и непроницаемость соединений 3. Возможность соединения деталей любых криволинейных профилей произвольной
4. Трудоемкость сварного соединения значительно меньше заклепочного 5. Бесшумность технологического процесса сварки и возможность ее автоматизации
Недостатки сварных соединений:
1. Сложность проверки качества шва (только визуально) 2. Возможность нарушения физико-химических свойств соединяемых деталей в зоне 3. Наличие внутренних "напряжений" в зоне сварки, что снижает прочность соединения Клеевые соединения Клеевое соединение - неразъёмное соединение деталей машин или строительных конструкций, осуществляемое с помощью клея. Клеевое соединение позволяет скреплять различные, в том числе и разнородные материалы, обеспечивая равномерное распределение напряжений. Клеевое соединение используют при изготовлении изделий из стали, алюминия, латуни, текстолита, стекла, фанеры, древесины, ткани, пластмассы, резины и др. материалов, которые можно соединять в различных сочетаниях.
Чаще всего с помощью клея выполняют соединения, работающие на сдвиг или равномерный отрыв. Такие соединения для стальных изделий обеспечивают предел прочности на сдвиг 20-35 Мн/м2 (200-350 кг/см2), а в ряде случаев значительно выше. Прочность клеёного шва пластмасс обычно превышает прочность самого материала. Недостатками клеевых соединений являются их меньшая долговечность, по сравнению со сварными и заклёпочными соединениями (особенно при резких колебаниях температуры), и низкая прочность на односторонний неравномерный отрыв. В этих случаях хорошие результаты даёт применение комбинированных соединений - клеезаклёпочных и клеесварных.
Достоинства клеевых соединений:
1. Коррозионная и бензомаслостойкость 2. Уменьшение массы конструкции по сравнению с другими видами неразъемных 3. Невысокая концентрация напряжений в месте соединения 4. Возможность соединения практически любых конструкционных материалов 5. Возможность соединения деталей практически любой толщины 6. Герметичность и достаточная надежность соединения 7. Высокая усталостная прочность
8. Значительно меньшие, чем при сварке и клепке, трудовые затраты на единицу продукции
Недостатки сварных соединений:
1. "Старение", т.е. снижение прочности соединения с течением времени (некоторые клеи 2. Низкая теплостойкость 3. Невысокое сопротивление растяжению и сдвигу, особенно в случае неравномерного 4. Необходимость тщательной зачистки и пригонки склеиваемых поверхностей
Классификация деталей машин Не существует абсолютной, полной и завершённой классификации всех существующих деталей машин, т.к. конструкции их многообразны и, к тому же, постоянно разрабатываются новые. В зависимости от сложности изготовления детали делятся на простые и сложные. Простые детали для своего изготовления требуют небольшого числа уже известных и хорошо освоенных технологических операций и изготавливаются при массовом производстве на станках-автоматах (например, крепежные изделия - болты, винты, гайки, шайбы, шплинты; зубчатые колеса небольших размеров и т.п.). Сложные детали имеют чаще всего достаточно сложную конфигурацию, а при их изготовлении применяются достаточно сложные технологические операции и используется значительный объем ручного труда, для выполнения которого в последние годы все чаще применяются роботы (например, при сборке-сварке кузовов легковых автомобилей). По функциональному назначению узлы и детали делятся на типовые группы по характеру их использования. - ПЕРЕДАЧИ предназначены для передачи и преобразования движения, энергии в машинах. Их разделяют на передачи зацеплением, передающие энергию посредством взаимного зацепления зубьев (зубчатые, червячные и цепные), и передачи трением, передающие энергию посредством сил трения, вызываемых начальным натяжением ремня (ременные передачи) или прижатием одного катка к другому (фрикционные передачи). - ВАЛЫ и ОСИ. Валы служат для передачи вращающего момента вдоль своей оси и для поддержания вращающихся деталей передач (зубчатые колёса, шкивы звёздочки), устанавливаемых на валах. Оси служат для поддержания вращающихся, деталей без передачи полезных вращающих моментов. - ОПОРЫ служат для установки валов и осей. - ПОДШИПНИКИ. Предназначены для закрепления валов и осей в пространстве. Оставляют валам и осям только одну степень свободы - вращение вокруг собственной оси. Подшипники делятся на две группы в зависимости от вида трения в них: а) качения; б) скольжения. - МУФТЫ предназначены для передачи крутящего момента с одного вала на другой. Муфты бывают постоянными, не допускающие разъединения валов при работе машин и сцепные, допускающие сцепление и расцепление валов. - СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ (СОЕДИНЕНИЯ) соединяют детали между собой. Они бывают двух видов: а) разъемные - их можно разобрать без разрушения. К ним относятся резьбовые, штифтовые, шпоночные, шлицевые, клеммовые; б) неразъемные - разъединение деталей невозможно без их разрушения или связано с опасностью их повреждения. К ним относятся сварочное, клеевое, заклепочное, прессовое соединения. - УПРУГИЕ ЭЛЕМЕНТЫ. Их применяют: а) для защиты от вибраций и ударов; б) для совершения в течение длительного времени полезной работы путем предварительного аккумулирования или накопления энергии (пружины в часах); в) для создания натяга, осуществления обратного хода в кулачковых и других механизмах и т.д.
- ИНЕРЦИОННЫЕ ДЕТАЛИ И ЭЛЕМЕНТЫ предназначены для предотвращения или ослабления колебаний (в линейном или вращательном движениях) за счет накопления и последующей отдачи кинетической энергии (маховики, противовесы, маятники, бабы, шаботы). - ЗАЩИТНЫЕ ДЕТАЛИ И УПЛОТНЕНИЯ предназначены для защиты внутренних полостей узлов и агрегатов от действия неблагоприятных факторов внешней среды и от вытекания смазочных материалов из этих полостей (пылевики, сальники, крышки, рубашки и т.п.). - КОРПУСНЫЕ ДЕТАЛИ предназначенны для размещения и фиксации подвижных деталей механизма, для их защиты от действия неблагоприятных факторов внешней среды, а также для крепления механизмов в составе машин и агрегатов. Часто, кроме того, корпусные детали используются для хранения эксплуатационного запаса смазочных материалов. - ДЕТАЛИ И УЗЛЫ РЕГУЛИРОВАНИЯ И УПРАВЛЕНИЯ предназначены для воздействия на агрегаты и механизмы с целью изменения их режима работы или его поддержания на оптимальном уровне (тяги, рычаги, тросы и т.п.). - ДЕТАЛИ СПЕЦИФИЧЕСКИЕ. К ним можно отнести устройства для защиты от загрязнений, для смазывания и т.д. Рамки учебного курса не позволяют изучить все разновидности деталей машин и все нюансы проектирования. Однако знание, по крайней мере, типовых деталей и общих принципов конструирования машин даёт инженеру надёжный фундамент и мощный инструмент для выполнения проектных работ практически любой сложности. В следующих главах мы рассмотрим приёмы расчёта и проектирования типовых деталей машин.
Тема 2.2 Допуски и посадки Взаимозаменяемость Свойство независимо изготовленных деталей (или узлов) занимать свое место в узле (или машине) без дополнительной обработки их при сборке и выполнять свои функции в соответствии с техническими требованиями к работе данного узла (или машины) Система отверстия Совокупность посадок, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (отверстие, нижнее отклонение которого равно нулю) Система вала Совокупность посадок, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (вал, верхнее отклонение которого равно нулю)
В целях повышения уровня взаимозаменяемости изделий, сокращения номенклатуры нормального инструмента установлены поля допусков валов и отверстий предпочтительного применения. Термины и определения по ГОСТ 25346 Размер — числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения Действительный размер — размер элемента, установленный измерением Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер Наибольший (наименьший) предельный размер — наибольший (наименьший) допустимый размер элемента Номинальный размер — размер, относительно которого определяются отклонения Отклонение — алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером Действительное отклонение — алгебраическая разность между действительным и соответствующим номинальным размерами Предельное отклонение — алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижними отклонениями Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок. (В дальнейшем под термином «допуск» понимается «стандартный допуск») Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии
Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров Единица допуска i, I — множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы Основной вал — вал, верхнее отклонение которого равно нулю Основное отверстие — отверстие, нижнее отклонение которого равно нулю Предел максимума (минимума) материала — термин, относящийся к тому из предельных размеров, которому соответствует наибольший (наименьший) объем материала, т.е. наибольшему (наименьшему) предельному размеру вала или наименьшему (наибольшему) предельному размеру отверстия Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки Номинальный размер посадки — номинальный размер, общий для отверстия и вала, составляющих соединение Допуск посадки — сумма допусков отверстия и вала, составляющих соединение Зазор — разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия
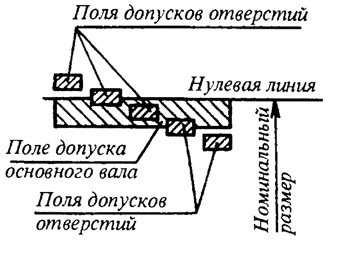
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала
Нормальная температура — допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре 20 град С
Раздел 1.Детали и механизмы машин
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-03-10; просмотров: 71; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.203.68 (0.043 с.) |