
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Дифференциальный метод оценки ⇐ ПредыдущаяСтр 4 из 4
Дифференциальный метод оценки основан на сравнении единичных показателей качества рассматриваемого образца с базовыми с помощью квалиметрической шкалы отношений. Рассчитаем относительные показатели качества для образца № 1. Если увеличение относительного показателя отражает повышение качества продукции, будет использована формула (1), если показатель снижает качество продукции, формула (2).
где Рj – значение j-го единичного показателя; Pjбаз – значение j-го базового показателя. Рассчитаем относительный показатель массы бумаги (берем среднее значение), так как показатель не снижает качество продукции, используем формулу (1):
Рассчитаем относительный показатель степени проклейки, так как показатель не снижает качество продукции, используем формулу (1):
Рассчитаем относительный показатель разрывной длины, так как показатель не снижает качество продукции, используем формулу (1):
Рассчитаем относительный показатель гладкости (берем среднее значение), так как показатель не снижает качество продукции, используем формулу (1):
Рассчитаем относительный показатель белизны, так как показатель не снижает качество продукции, используем формулу (1):
Рассчитаем относительный показатель непрозрачности, так как показатель снижает качество продукции, используем формулу (2):
Рассчитаем относительный показатель сорности, так как показатель не снижает качество продукции, используем формулу (1):
Для остальных образцов расчеты проведены аналогично. Результаты расчетов сведены в таблицу 4.
Таблица 5 – Относительные показатели качества бумаги писчей
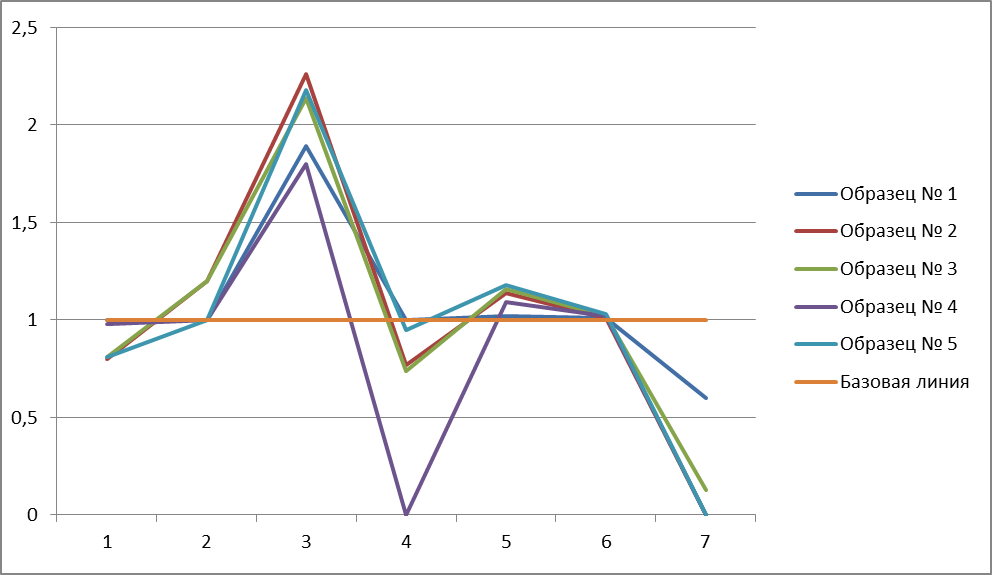
Построим квалиметрическую шкалу отношений для оцениваемых образцов бумаги писчей.
Рисунок 8 – Квалиметрическая шкала отношений
Исходя из квалиметрической шкалы отношений для оцениваемых образцов бумаги писчей можно сделать выводы, что образцам № 2, 3, 4, 5 следует повысить качество показателя массы бумаги и гладкости, также всем образцам необходимо повысить качество непрозрачности бумаги писчей.
Комплексный метод оценки
Комплексный метод оценки уровня качества продукции осуществляется с использованием комплексных показателей качества. Создадим экспертную комиссию для определения коэффициентов весомости показателей качества бумаги писчей (Таблица А1). Комиссия будет состоять из семи экспертов. Результаты экспертного опроса сведены в таблицу 6.
Таблица 6 - Определение весомости показателей качества экспертным методом
Мнения экспертов распределились соответствующим образом: 1 место: Непрозрачность (45). 2 место: Сорность (30). 3 место: Белизна (27). 4 место: Степень проклейки (23). 5 место: Разрывная длина (21). 6 место: Гладкость (16). 7 место: Масса бумаги (7). Рассчитаем комплексные показатели качества по формуле (3).
где Mj – весомость показателя качества, Kij – относительный показатель качества. Посчитаем комплексный показатель качества бумаги писчей для образца № 1.
+(1,020*0,160)+(1,010*0,266)+(0,600*0,178) = 1,076.
Для остальных образцов расчеты проведены аналогично.
Из расчетов комплексного показателя качества бумаги писчей видно, что у всех образцов высокий уровень качества.
Рассчитываем квадрат отклонения суммы рангов от среднеарифметического рангов: Среднее арифметическое значение рангов равно 24,143. S = (24,143-7)2 + (24,143-23)2 + (24,143-21)2 + (24,143-16)2 + (24,143-27)2 + + (24,143-45)2 + (24,143-30)2 = 848,857.
Определим согласованность мнений экспертов с помощью коэффициента конкордации W по формуле (4).
где S – сумма квадратов отклонений суммы рангов каждого объекта экспертизы от среднеарифметического рангов; n – число показателей качества; m – число экспертов.
W =
Существенность значения W устанавливают при помощи критерия
Значение
Так как ЗАКЛЮЧЕНИЕ
В первом разделе контрольной работы мы описали объект исследования – бумагу писчую, а также познакомились с технологическим процессом ее производства. Во втором разделе было дано описание нормативной документации на бумагу писчую, составлено иерархическое дерево показателей качества бумаги писчей, а также описаны методы определения единичных показателей качества продукта. В третьем разделе контрольной работы были описаны методы оценки уровня качества продукта, на основе образцов, взятых из статьи «Сравнение качества писчей бумаги отечественных и зарубежных производителей». Для данных образцов были рассчитаны относительные, с помощью дифференциального метода оценки показатели качества бумаги писчей. На основе этих расчетов и построенной квалиметрической шкалы отношений оцениваемых образцов, был сформулирован вывод о том, что всем образцам необходимо улучшить показатели непрозрачности, а образцам № 2, 3, 4, 5 показатели гладкости и массы бумаги. Так же для данных образцов с помощью комплексного метода оценки, были рассчитаны комплексные показатели качества. Для этого была создана экспертная комиссия из семи человек, которые были опрошены на предмет определения коэффициентов весомостей. На основе полученных данных были рассчитаны комплексные показатели качества образцов бумаги писчей, далее была определена согласованность мнений экспертов, и установлена существенность значения согласованности мнений экспертов с помощью критерия Пирсона. После сравнения значения с табличным, было установлено, что степень согласия между экспертами не вызывает сомнения. Далее, на основе рассчитанных комплексных показателей качества, был построен ранжированный ряд, по которому было установлено, что все образцы имеют высокий уровень качества.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 150; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.8.110 (0.025 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 ,
,
 0,980*0,041)+(1,000*0,136)+(1,890*0,124)+(1,330*0,095)+
0,980*0,041)+(1,000*0,136)+(1,890*0,124)+(1,330*0,095)+ .
. .
. .
. .
.
 =
=  = 0,606.
= 0,606. . При отсутствии «связанных рангов» вычисляют по формуле (5):
. При отсутствии «связанных рангов» вычисляют по формуле (5):

 = 12,592.
= 12,592. (25,985>12,592), степень согласия экспертов не вызывает сомнения.
(25,985>12,592), степень согласия экспертов не вызывает сомнения.


