Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розділ 1. Характеристика мастильно-охолоджувальних рідин (МОР)Стр 1 из 10Следующая ⇒
Вступ Актуальність. Промисловість спричиняє значний негативний вплив на довкілля, що характеризується викидом небезпечних речовин, накопиченням як рідких так і твердих токсичних відходів. Необхідність охорони навколишнього середовища приводить до істотних змін у загальних підходах до забезпечення екологічної ефективності виробництв, запровадження систем комплексної переробки сировини. Використовувані раніше процеси й установки для уловлювання і знешкодження відходів виробництв характеризують пасивний підхід до охорони навколишнього середовища. При такому підході кількість відходів, що утворяться в процесі виробництва, залишається практично незмінною, що не відповідає новим підвищеним вимогам охорони природи. Необхідно змінювати й удосконалювати самі технологічні процеси для того, щоб комплексно і найбільше повно переробляти в процесі виробництва вихідні матеріали, скорочувати тим самим обсяг відходів, переводити них у форми, найменш шкідливі для навколишнього середовища або легко піддаються вторинній переробці або спеціальному збереженню, тобто необхідно створювати маловідхідні і безвідхідні технологічні процеси. Асортимент відомих МОР дещо обмежений дорожнечею та дефіцитністю сировини: мастил, цінних інгібіторів, які не завжди виявляють ефект післядії, необхідний для ефективного захисту від руйнувань, а також, інколи, не відповідають вимогам екологічної безпеки. Тому розробка синергічних МОР на вторинній сировині з високими протикорозійними властивостями та пониженою екологічною небезпекою є актуальною науково-технічною задачею, пов’язаною з принципами ринкової економіки та підвищенням якісного рівня довкілля. Предмет дослідження - мастильно-охолоджувальні рідини та їх властивості. Об`єкт дослідження - закономірності впливу на стан забруднення навколишнього середовища при використанні мастильно-охолоджувальних рідин. Мета роботи полягає в тому, щоб дати характеристику та основні напрямки застосування мастильно-охолоджувальних рідин. Згідно поставленої мети основними завданнями роботи є наступні: дати характеристику мастильно-охолоджувальним рідинам (МОР); розглянути використання МОР при обробці металів;
проаналізувати необхідність охорони навколишнього середовища при використанні МОР; провести розрахунок екологічного збитку при використанні відходів в складі розроблених МОР. Розділ 1. Характеристика мастильно-охолоджувальних рідин (МОР) Розділ 2. Використання мор при обробці металів Розділ 3. Охорона навколишнього середовища при використанні мор Метод деемульгування
Метод деемульгування масляних емульсій шляхом коагуляції дисперсної фази неорганічними електролітами одержав широке поширення в практиці очищення стічних вод. За літературними даними, для очищення маслоемульсійних стічних вод можуть бути використані NaCl, H2SО4, FеSО4, Fе2 (SО4) 3, FeCl3, СаО, А12 (SО4) 3, узяті окремо або в комбінації один з одним. Під впливом електролітів відбувається як зниження електрокінетичного потенціалу масляних емульсій, так і руйнування структурно-механічного бар'єру. Слід зазначити, що багатовалентні катіони здатні перезаряджати масляні глобули з утворенням нестійкої системи - зворотної емульсії, тому визначення оптимальної витрати реагентів є основою для успішного їх застосування. Спільне застосування різних реагентів дозволяє значно підвищити ефективність очищення. У літературі відзначається, що для очищення маслоемульсійних стічних вод використовується дво - і триступінчаста їх обробка реагентами. Найбільш ефективним коагулянтом для очищення відпрацьованих МОР, що містять іоногенні емульгатори, є сірчанокислий алюміній. Нижче приведені оптимальні дози Al2 (SО4) 3 для очищення відпрацьованих МОР, приготовлених на основі, емульсолу першої групи. В даний час особлива увага приділяється скороченню і максимальному використанню різних виробничих відходів, а також створенню в промисловості безвідхідної технології виробництва. Для очищення відпрацьованих МОР можна використовувати відходи ацетиленових станцій, що містять гідроксид кальцію, а також відпрацьовані травильні розчини, що містять H2SO4 і FeSO4, або HCl і FeCl2. Спосіб очищення відпрацьованих МОР на основі емульсолів марки Е-1 (А), Е-2 (Б), Е-З (У) за допомогою сірчаної кислоти (доза H2SО4 3 - 5 г/л) і відходів ацетиленової станції (доза активного оксиду кальцію 1 г/л). Вміст ефіровилучених речовин в обробленій рідині, що має величину рН = 7, у середньому складає 170 - 220 мг/л. Техніко-економічні розрахунки показують, що при хімічному методі очищення маслоемульсійних стічних вод витрати на реагенти складають від 30 до 70% всіх експлуатаційних витрат, тому застосування для очищення різних виробничих відходів значно знижує експлуатаційні витрати.
Метод ультрафільтрації
Одним з перспективних методів очищення цих стічних вод є метод ультрафільтрації. Можливість його застосування показана в дослідженнях, проведених на апараті типу фільтр-прес з використанням ультрафільтраційних мембран марок УАМ-500, УАМ-200, УАМ-150, УАМ-50 (цифра позначає середній діаметр пір мембрани в Ангстрем). Установлено, що продуктивність ультрафільтратів по пермеату практично однакова для всіх марок мембран [10 л/ (сут*м2)]. Вміст масла в рідині, що очищається, може бути знижено до 8 - 10 мг/л. Ступінь концентрування фільтруємої емульсії залежить від її стійкості: найбільш стійкі емульсії, наприклад приготовлені на основі емульсолу ІХП, можна концентрувати до вмісту олій 500 г/л. Недоліком цього методу є мала продуктивно ультрафільтрів, що значно стримує його широке застосування. Для підвищення продуктивності ультрафільтрів доцільно застосовувати їхнє промивання розчинами поверхнево-активних речовин (наприклад, 6% -ним розчином препарату Лабомид-161). Таке промивання варто проводити через 150 - 200 год. роботи установки, при цьому продуктивність мембран, підвищується в 2 - 3 рази. Проведені також дослідження методу ультрафільтрації з використанням як фільтруючий елемент фрагментів трубчастих модулів із фторопласту типу БТУ з діаметром пір 500 А (50 нм). Отримані результати показали, що для реального діапазану концентрацій олій у відпрацьованих МОР (10 - 25 г/л) продуктивність мембран і величина ХПК пермеату практично не залежать від вихідної, концентрації олій у стічній воді. При цьому кінцева ХПК очищеній рідині не залежить також від часу роботи установки і складає 100 - 150 мг*об/л. Проникність мембран складає 10 - 15 л/ (м2*ч). Як випливає з приведеного огляду, у розробці ефективних методів очищення концентрованих масловмісних стічних вод в останні роки досягнуті визначені успіхи. Побудовано і введені в постійну експлуатацію установки по очищенню масловмісних стічних вод методами коагуляції, електрокоагуляції, реагентної напірної флотації. Установки для очищення МОР
Установка для очищення мастильно-емульсійних стоків (концентрація нафтопродуктів до 500 мг/л) Установки призначені для очищення (регенерації) мастильно-емульсійних стоків. Продуктивність пропонованих установок 0,15, 0,3 і 0,6 м3/год. Передбачуваний склад стічних вод: нафтопродукти - до 500 мг/л, зважені речовини - до 1000 мг/л, ПАР - до 6,0 мг/л, рН - 10.
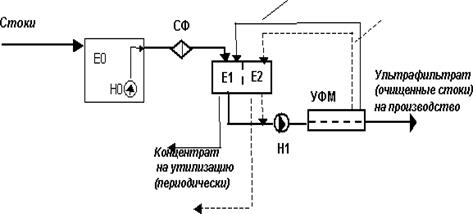
Рис.3.2 Принципова технологічна схема установки
Е0 - ємність-відстійник, Н0 - заглибний насос, СФ - сітчастий фільтр попереднього очищення, Е1, Е2 - двухсекционная ємність, Н1 - відцентровий насос, УФМ - ультрафільтраційний модуль Пропонована технологія припускає попереднє відстоювання грубодисперсних домішок і вільних олій і нафтопродуктів у двухсекційній ємності-відстійнику Е0.
Насосом Н0 з ємності Е0 ОМР перекачуються через фільтр попереднього очищення СФ, що затримує частки діаметром більш 60 мкм, у ємність вихідного розчину Е1 ультрафільтраційної установки. Після заповнення ємності Е1 включається насос Н1 і під тиском до 0,4 МПа ОМР подаються в гідросистему ультрафільтраційного модуля УФМ з ультрафільтрами типу БТУ 0,5/2-Ф-1, витісняючи з неї повітря. Після заповнення гідросистеми (контроль по виходу ОМР у ємність Е1) починається рециркуляція ОМР по контуру "ємність Е1 - насос Н1 - ультрафільтраційний модуль УФМ - ємність Е1". Під дією робочого тиску вихідний потік поділяється на двох частин: ультрафільтрат - потік, очищений від основної маси нафтопродуктів, зважених і колоїдних домішок, частково від ПАР. Ультрафільтрат (очищений вихідний миючий розчин) повертається у виробництво; концентрат - потік, насичений нафтопродуктами, механічними забрудненнями, ПАР, що повертається в ємність Е1 і по закінченні процесу концентрування (при досягненні концентрації нафтопродуктів до 300 г/л, зважених до 100 г/л) утилізується. По закінченні концентрування або при зниженні продуктивності ультрафільтраційної установки УФМ по фільтрату на 25% нижче номінальної, вона переводиться в режим промивання. Приготовлений миючий розчин вузла ультрафільтрації з ємності Е2 циркулює в робочому контурі: "ємність Е2 - насос Н1 - ультрафільтраційний модуль УФМ - ємність Е2" до відновлення необхідної продуктивності. При цьому фільтрат і концентрат повертаються в ємність Е2. Час мийки - не більш 2 годин. Відпрацьований миючий розчин з ємності Е2 може використовуватися неодноразово, а при втраті миючих властивостей у залежності від забруднення утилізується з концентратом або зливається в каналізацію. У процесі експлуатації фільтра СФ відбувається засмічення фільтруючого елемента зваженими частками, що маються в ОМР, тому необхідно стежити за показаннями відповідних манометрів. При перепаді тиску на манометрах більш 0,3 кгс/см2 фільтруючий елемент необхідно відрегенерувати (механічно очистити) (орієнтовно 1 раз за квартал - півроку). Система КІП і А забезпечує включення насоса Н1 натисканням на кнопку "пуск" на щиті керування, автоматичну роботу установки після включення; вимикання установки при натисканні на кнопку "стоп"; автоматичне відключення підживлюючого насосу Н0 при досягненні вихідним розчином верхнього рівня в ємності Е1 і включення по середньому рівні; аварійне відключення насоса Н1 по сухому ході і при перевищенні температури поділюваного середовища 45 градусів; система манометрів призначена для контролю робочого тиску.
Установка для очистки відпрацьованої водної МОР (концентрація нафтопродуктів до 5 г/л) Установка рекомендована для очищення відпрацьованої водної МОР. Склад відпрацьованої МОР: нафтопродукти - до 5 г/л, зважені речовини - 14,8 г/л, рН - 8,8 Пропонована схема очищення припускає повторне використання очищеного розчину для готування нової порції МОР і виключає злив у каналізацію. Основні вузли установки: модуль ультрафільтраційний для видалення емульгованих нафтопродуктів, зважених і колоїдних часток, частини ПАР й ін. домішок; модуль зворотньоосмотичний для глибокого очищення ультрафільтрату. Вихідна МОР подається в ємність Е1 ультрафільтраційної установки УФМ через патронний сітчастий фільтр Ф для уловлювання часток розміром більш 50 мкм. У процесі ультрафільтрації МОР розділяється на два потоки: концентрат, насичений нафтопродуктами, механічними забрудненнями і ПАР, що повертається в ємність Е1 і по закінченні процесу концентрування утилізується і ультрафільтрат, що містить до 10 мг/л нафтопродуктів. Ультрафільтрат збирається в ємності Е3 і далі подається для глибокого очищення на 2 ступінь очищення - зворотньоосмотичний модуль ООМ, укомплектований мембранним елементом. Очищена вода після 2-го ступіня очищення використовується для приготування нової партії МОР. Концентрат після ультрафільтрації і після зворотньоосмотичної установки змішуються і піддаються утилізації. Висновки
Сучасні МОР - це складні багатокомпонентні системи. Розрізняють водні і масляні МОР. В залежності від дисперсності компонентів, які вводять до основної фази, водні МОР поділяють на чотири групи: розчини електролітів, синтетичні МОР, напівсинтетичні МОР, емульсії. Мастильно-охолоджувальні рідини є невід'ємною частиною багатьох областей металообробної промисловості. Головними задачами МОР є надійне охолодження, гарні мастильні властивості і бездоганний відвід стружки навіть у самих складних умовах. Крім того, мастильно-охолоджувальні рідини повинні довго служити і відповідати вимогам відносно шкідливих речовин TRGS 611. Найважливішими вимогами до мастильно-охолодних рідин при обробці різанням є: зменшення зносу інструмента, досягнення оптимальної якості оброблюваної поверхні й мінімальна витрата. Тому, щоб звести витрати до мінімуму, варто визначитися, чому віддати перевагу - масла, або водозмішувальній МОР. Використання мастильно-охолоджувальних рідин призводить до утворення на виробництві токсичних стоків, що сприяє забрудненню оточуючого середовища. Отже, існує нагальна необхідність застосування методів очистки відпрацьованих МОР. До таких методів належать: регенерація, деемульгування, електрохімічне очищення, ультрафільтрація, розділення, застосування флокулянтів.
Мастильно-охолоджувальні рідини (МОР) застосовують головним чином для відводу тепла від ріжучого інструменту. Вони знижують температуру в зоні обробки і тим самим підвищують стійкість ріжучого інструменту, поліпшують якість оброблюваної поверхні й зберігають від корозії різальний інструмент і оброблювану заготовку. Список використаних джерел
1. Бердичевский Е.Г. Смазочно-охлаждающие средства для обработки материалов: Справочник. - М.: Машиностроение, 1984. - 224 с. 2. Беспамятнов Г.П., Кротов Ю.А., ПДК химических веществ в окружающей среде. - Л.: Химия, 1985. - 528 с. 3. Брылов С.А., Штродка К., Грабчак Л.Г. и др. Охрана окружающей среды. - М., 1986. - 272 с. 4. Владимиров А, М., Ляхин Ю.И., Матвеев Л.Т. и др. Охрана окружающей среды. - Л., 1991. - 423 с. 5. Волков М.П. Применение СОЖ при абразивной обработке металлов // Станки и инструмент. - 1981. - №11. - С.17 - 18. 6. Вплив МОР на вторинній сировині на корозійну стійкість сталі / В.Г. Старчак, О.Г. Мартинюк, Ю.О. Манько // Вісник Чергінівськ. технолог. ін-ту. - 1996. - №2. - С.140-144. 7. Ерухимович Ж.А., Климюк И.В., Ивлева О.Ф., Медникова Н.В. Новые смазочные материалы на основе регенерированных и свежих масел // Машиностроитель. - 1996. - №5. - С.34 - 15. 8. Ивкович Бранко. Трибология резания. Смазочно-охлаждающие жидкости. - Минск.: Наука и техника, 1982. - 144 с. 9. Классификация смазочно-охлаждающих технологичсеких средств для обработки металлов резанием. /Г.Т. Малиновский, Е.В. Лебедев, А.К. Маскаев, А.А. Стулий // Химия и технология топлив и масел. - 1981, №9. - С.20 - 22. 10. Крачун А.Г., Морарь В.Е. Твердые смазочные материалы на основе капролактама. - Кишинев: Штиинца, 1988. - 116 с. 11. Курчик Н.Н., Вайншток В.В., Шехтер Ю.Н. Смазочные материалы для обработки металлов резанием. (Состав, свойства и основы производства). - М.: Химия, 1972. - 312 с. 12. Латышев В.Н. Повышение эффективности СОЖ. - М.: Машиностроение, 1985. - 64 с. 13. Малиновский Г.Т. Масляные смазочно-охлаждающие жидкости для обработки металлов резанием. - М.: Химия, 1988. - 188 с. 14. Малоотходная технология применения СОЖ в металлообработке / Под ред.Е.Г. Бердичевского. - М.: НИИмаш, 1981. - 62с. 15. Мартинюк О.Г. Вплив складу МОР на вторинній сировині на енергосилові параметри різання сталі // Вісник ЧТІ, 1998. - №6. - С.109-113. 16. Мартинюк О.Г. Підвищення протикорозійноих властивостей інгібованих олігомервмісних мастильно-охолоджувальних рідин. Автореф. - Львів, 2002. - 20 с. 17. Маскаев А.К., Бровин И.Л., Кобилинский К.Н. Области применения технологических средств при обработке металлов резанием. - Киев: Знание, 1980. - 24 с. 18. Маскаев А.К., Лебедев Е.В., Караулов А.К. Базовый ассортимент смазочно-охлаждающих жидкостей: структура, классификационные обозначения, области рационального применения. - М.: ЦНИИ нефтехим, 1982. - С.10-25. 19. Налимов Л.В. Структура СОЖ, применяемых при обработке металлов резанием. // Машиностроитель. - 1996. - №5. - С.10 - 14. 20. Охрана окружающей среды / Под ред. С.В. Белова. - М.: Высш. шк., 1991. - 319 с. 21. Охрана и оптимизация окружающей среды. / Под ред.А. А. Лаптева. - К.: Лыбидь, 1990. - 256 с. 22. Ошер Р.Н. Производство и применение смазочно-охлаждающих жидкостей для обработки металлов резанием. - М.: Гостоптехиздат, 1963. - 226 с. 23. Папок К.К., Рагозин Н.А. Словарь по топливам, маслам, смазкам, присадкам и специальным жидкостям. - М.: Химия, 1976. - 392 с. 24. Полимерсодержащие смазочно-охлаждающие жидкости. /А.И. Сошко, Я.Д. Плоткин, В.С. Кузнецов и др. - Львов: Каменяр, 1986. - 62 с. 25. Применение смазочно-охлаждающих жидкостей для обработки металлов резанием в станкостроительной и инструментальной промышленности. // Сб. научн. р-т науч. - исслед. ин-та информации по машиностроению. - М.: НИИМаш, 1971. - 176 с. 26. Смазочно-охлаждающие жидкости для обработки металлов резанием: Рекомендации по применению. / Под ред.М.И. Клушина. - М.: НИИМАШ, 1979. - 96 с. 27. Смазочно-охлаждающие средства для обработки материалов резанием.: Справочник /Под ред. С.Г. Энтелиса, Э.М. Берлинера. - М.: Машиностроение, 1986. - 351 с. 28. Сошко А.И. Физико-химическая механика обработки твердых тел в полимерсодержащих смазочно-охлаждающих жидкостях. - В кн.: Свойства конструкционных материалов при воздействии рабочих сред. - Киев.: Наук. думка, 1980. - С.332 - 338. 29. Технологические свойства новых СОЖ для обработки резанием. /Под ред.М.И. Клушина. - М.: Машиностроение, 1979. - 192 с. 30. Хрульков В.А., Матвеев В.С., Волков В.В. Новые СОЖ, применяемые при шлифовании труднообрабатываемых материалов. - М.: Машиностроение, 1982. - 64 с. 31. Худобин Л.В. Бердичевский Е.Г. Техника применения смазочно-охлаждающих средств в металлообработке: Справочное пособие. - М.: Машиностроение, 1977. - 190 с. 32. Худобин Л.В., Полянсков Ю.В. Влияние свойств СОЖ на процесс обработки резанием // Станки и инструмент. - М.: Машиностроение. - 1982. - № 3. - С.23-25. 33. Цуркан И.Г., Казарновский С.Н., Колотухин И.Н. Смазочные и защитные материалы. - М.: Транспорт, 1974. - 152 с. Вступ Актуальність. Промисловість спричиняє значний негативний вплив на довкілля, що характеризується викидом небезпечних речовин, накопиченням як рідких так і твердих токсичних відходів. Необхідність охорони навколишнього середовища приводить до істотних змін у загальних підходах до забезпечення екологічної ефективності виробництв, запровадження систем комплексної переробки сировини. Використовувані раніше процеси й установки для уловлювання і знешкодження відходів виробництв характеризують пасивний підхід до охорони навколишнього середовища. При такому підході кількість відходів, що утворяться в процесі виробництва, залишається практично незмінною, що не відповідає новим підвищеним вимогам охорони природи. Необхідно змінювати й удосконалювати самі технологічні процеси для того, щоб комплексно і найбільше повно переробляти в процесі виробництва вихідні матеріали, скорочувати тим самим обсяг відходів, переводити них у форми, найменш шкідливі для навколишнього середовища або легко піддаються вторинній переробці або спеціальному збереженню, тобто необхідно створювати маловідхідні і безвідхідні технологічні процеси. Асортимент відомих МОР дещо обмежений дорожнечею та дефіцитністю сировини: мастил, цінних інгібіторів, які не завжди виявляють ефект післядії, необхідний для ефективного захисту від руйнувань, а також, інколи, не відповідають вимогам екологічної безпеки. Тому розробка синергічних МОР на вторинній сировині з високими протикорозійними властивостями та пониженою екологічною небезпекою є актуальною науково-технічною задачею, пов’язаною з принципами ринкової економіки та підвищенням якісного рівня довкілля. Предмет дослідження - мастильно-охолоджувальні рідини та їх властивості. Об`єкт дослідження - закономірності впливу на стан забруднення навколишнього середовища при використанні мастильно-охолоджувальних рідин. Мета роботи полягає в тому, щоб дати характеристику та основні напрямки застосування мастильно-охолоджувальних рідин. Згідно поставленої мети основними завданнями роботи є наступні: дати характеристику мастильно-охолоджувальним рідинам (МОР); розглянути використання МОР при обробці металів; проаналізувати необхідність охорони навколишнього середовища при використанні МОР; провести розрахунок екологічного збитку при використанні відходів в складі розроблених МОР. Розділ 1. Характеристика мастильно-охолоджувальних рідин (МОР)
|
|||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 90; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.66.13 (0.04 с.) |