
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общие сведения о сварочном оборудовании ⇐ ПредыдущаяСтр 2 из 2
Всего известно несколько разновидностей аппаратов для сварки. Это инверторные, трансформаторные и сварочные, которые являются полуавтоматами. Самыми простейшими считаются трансформаторные аппараты, они же и более доступны по цене. Инверторные аппараты (рисунок 2) – самые современные и высокопроизводительные.
Рисунок 2 - Сварочный аппарат ARC 145 инверторного типа
Они имеют сложную конструкцию и дорого стоят. Но сложнее их по конструкции полуавтоматы для сварки, а следовательно, самые дорогостоящие. В полуавтоматах сварочных не применяются электроды, их заменила проволока, по которой подается газ для сварки, что и является главным их отличием от всех других типов аппаратов. У каждого сварочного аппарата обязательно есть характеристики, которые определяют целесообразность его использования на том или ином объекте. Этими характеристиками являются длительность всего рабочего цикла и максимально возможный ток сварки. Продолжительность цикла выражается в процентном измерении и обозначает тот промежуток времени, в течение которого будет поддерживаться максимально возможный ток.
Преобразователем напряжения называют главный составляющий элемент, который присутствует в устройстве сварочных аппаратов. Его необходимость обусловлена тем, что сетевое напряжении должно понижаться, а повышаться впоследствии при выходе. Преобразователи могут различаться по функциональности: многие из них оснащены функцией форсирования дуги», «горячего старта». Также обратить внимание стоит на характеристики напряжения и силы тока, напряжение, которое присутствует в холостом ходе. Именно от последнего параметра зависит то, насколько легким будет старт аппарата.
Полуавтоматы Полуавтоматы для сварки представляют собой аппараты, в которых подача тока осуществляется автоматически по проволоке (рисунок 3).
Рисунок 3 - Сварочный полуавтомат
От источника питания исходит постоянное напряжение, а колебания величины тока возможны в очень большом диапазоне.
Ее подачу осуществляет специальный элемент, по которому обычно определяется класс сварочного аппарата в целом. Для отечественных аппаратов характерно использование проволоки, имеющей большое сечение, а также невысокая скорость ее подачи. Схема полуавтоматической сварки показана на рисунке 4.
1-Горелка; 2-Сопло; 3-Токоподводящий накопитель; 4-Электродная проволка; 5-Сварочная дуга; 6-Сварной шов; 7-Сварочная ванна; 8-Основной металл; 9-Капли электродного металла; 10-Газовая защита. Рисунок 4 - Схема полуавтоматической сварки Сварочные трансформаторы Сварочные трансформаторы (рисунок 5) служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
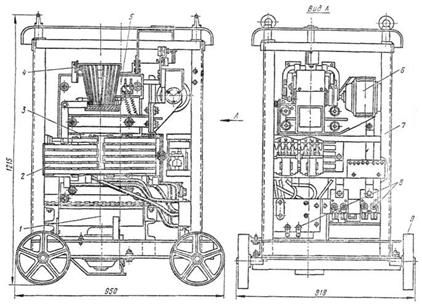
Рисунок 5 – Сварочный трансформатор Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы: -трансформаторы с нормальным магнитным рассеянием (рисунок 6), конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе; -трансформаторы с развитым магнитным рассеянием (рисунок 7), конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Рисунок 6 - Трансформаторы с нормальным магнитным рассеянием
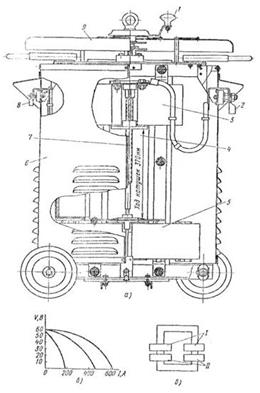
Рисунок 7 - Трансформаторы с развитым магнитным рассеянием
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой. Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора. Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении. Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности. Сварочные выпрямители Сварочный выпрямитель (рисунок 8) представляет собой аппарат, преобразующий переменный ток в постоянный (пульсирующий) при помощи полупроводниковых вентилей. Его действие основано на том, что
Рисунок 8 - Сварочный выпрямитель
В сварочных выпрямителях используются селеновые и кремниевые вентили (полупроводники). Селеновые вентили имеют небольшой КПД, но обладают большей перегрузочной способностью, чем кремниевые. Поэтому селеновые вентили применяются в выпрямителях как с падающей, так и с жесткой характеристикой. Кремниевые же применяются в выпрямителях с падающей характеристикой, т.е. там, где ток короткого замыкания незначительно превышает рабочий ток. К тому же кремниевым вентилям требуется охлаждение, поэтому выпрямители с такими вентилями оснащаются вентиляторами. Падающая характеристика в сварочном выпрямителе создается включением в цепь реактивной катушки или применением трансформатора с увеличенным магнитным рассеянием. Во многих выпрямителях
Существуют следующие типы выпрямителей: ВВС-120-4, ВД-102, ВД-302 — с селеновыми вентилями; ВКС-120, ВКС-300, ВД-101, ВД-301, ВКСУ-500-2 — с кремниевыми вентилями. Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами, так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (в результате более широких пределов регулирования), у них к тому же отсутствует шум при работе. Дефицитные медные обмотки в них заменены на алюминиевые. Принцип работы сварочного выпрямителя. Сварочные выпрямители собирают по двум наиболее распространенным схемам: - однофазной мостовой двухполупериодного выпрямления (рисунок 9); - трехфазной мостовой (рисунок 10).
Рисунок 9 – схема однофазного мостового двухполупериодного выпрямления
Рисунок 10 - схема трехфазного мостового выпрямителя
- с крутопадающими характеристиками; - с жесткими (или пологопадающими) характеристиками; - универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.
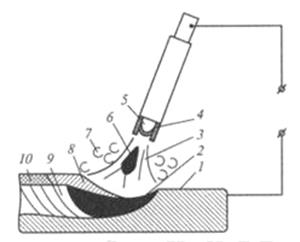
Среди всех способов сварки наиболее распространена ручная дуговая сварка штучными электродами как наиболее универсальная. Способ позволяет без замены сварочного инструмента и оборудования (при правильно выбранном сварочном режиме) выполнять швы различных типов и назначения, а также вести сварку в любом пространственном положении и в труднодоступных местах. Широко используют ручную сварку электрической дугой прямого действия. Устойчивый процесс сварки обеспечивается непрерывной подачей конца электрода в зону горения дуги без значительных отклонений ее длины. При длинной дуге усиливается окисление электродного металла, увеличивается разбрызгивание, снижается глубина провара, шов получается со значительными включениями оксидов. Основной объем работ выполняют при токе 90...350 А и напряжении дуги 18...30 В. Возбуждение (зажигание) дуги 3 (рисунок 11) происходит при кратковременном замыкании электрической сварочной цепи, для чего сварщик прикасается к свариваемому металлу 1 концом электрода 5 и быстро отводит его на расстояние 2...4 мм. В этот момент возникает электрическая дуга, устойчивое горение которой поддерживают поступательным движением электрода (вдоль оси) по мере его плавления. Дугу возбуждают также скользящим движением конца электрода по поверхности свариваемого металла (чирканием) с быстрым отводом его на необходимое расстояние.
1 — основной металл; 2 — сварочная ванна; 3 — дуга; 4 — электродное покрытие; 5 — электрод; 6 — капли электродного металла; 7 — газовая защита; 8 — жидкая шлаковая пленка; 9 — шов; 10 — шлаковая корка Рисунок 11 – Ручная дуговая сварка
В процессе сварки электрод перемещают: по направлению к изделию по мере плавления электрода; вдоль соединения; поперек соединения для получения необходимых формы и сечения шва. При сварке покрытым электродом происходит плавление стержня и покрытия. Расплавляющееся покрытие образует шлак и газы. Шлак обволакивает капли металла, образующиеся при плавлении электродной проволоки. В ванне шлак перемешивается и, всплывая на ее поверхность, образует шлаковый покров, предохраняющий металл от взаимодействия с кислородом и азотом воздуха. Кроме того, всплывая на поверхность ванны, шлак очищает расплавленный металл. Образующиеся при расплавлении покрытия газы оттесняют воздух из реакционной зоны (зоны дуги) и способствуют созданию лучших условий защиты. Таким образом, покрытие электрода обеспечивает газошлаковую защиту металла сварного соединения от взаимодействия с воздухом и металлургическую обработку металла в ванне.
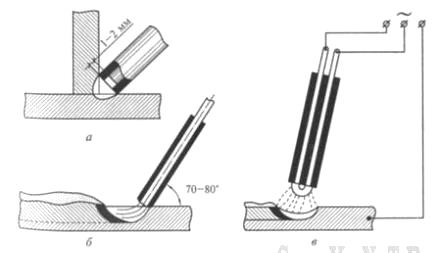
Рациональная область применения дуговой сварки покрытыми электродами — изготовление конструкций из металлов с толщиной соединяемых элементов более 2 мм при небольшой протяженности швов, расположенных в труднодоступных местах и различных пространственных положениях. Основные преимущества способа — универсальность и простота оборудования. Недостатки — невысокая производительность и применение ручного труда. Невысокая производительность обусловлена малыми допустимыми значениями плотности тока, а также тем, что металл шва формируется в основном за счет электродного металла. В этих условиях определяющим производительность процесса становится коэффициент наплавки ан. Его значение зависит от физико-химических свойств покрытия, рода тока и его полярности, состава электрода, режима сварки. При расчете количества электродного металла, расходуемого на сварку данного шва, исходят из коэффициента расплавления электрода. Коэффициент наплавки меньше коэффициента расплавления на количество металла, теряемого на разбрызгивание и испарение. Если учесть, что при сварке покрытыми электродами потери на разбрызгивание и испарение до 15% и до 15% длины стержня электрода остается в виде неиспользуемых огарков, то общие потери на угар, разбрызгивание и огарки составят до 30%. Существует много методов повышения производительности ручной сварки покрытыми электродами. Наиболее эффективный из них — введение в состав покрытия железного порошка, что приводит к повышению коэффициента наплавки до 18 г/А-ч и позволяет значительно повысить производительность процесса по сравнению со сваркой обычными электродами. В этом случае в образовании шва участвует не только металл Другой способ повышения производительности труда — сварка с глубоким проплавлением. При этом способе сварку ведут при опирании козырька покрытия электрода на кромки свариваемого металла. Используют электроды с повышенной толщиной покрытия (например, ОЗС-3). Масса покрытия 60...80% массы стержня при отношении диаметра электрода к диаметру стержня 1,5...1,6. Положение электрода при сварке угловых и стыковых швов приведено на рис. 12, а и б. В результате наклона электрода к линии шва под углом 70...80° давление дуги вытесняет жидкий металл из сварочной ванны в сторону валика. В результате глубина проплавления возрастает, уменьшается доля электродного металла в металле шва, чем и обеспечивается повышение производительности. Таким образом удается выполнять одностороннюю сварку встык без разделки кромок стальных листов толщиной до 8...10 мм и двустороннюю сварку листов толщиной до 16...18 мм. Более высокой производительностью характеризуется и сварка трехфазной дугой. Ток от трех фаз источника переменного тока подводится к двум электродам и свариваемому металлу. В процессе сварки действуют три сварочные дуги, горящие попеременно: две между электродами и основным металлом и одна между электродами (рисунок 12, в). Количество выделяемой при этом теплоты и соответственно производительность возрастают по сравнению со сваркой однофазной дугой в 2...3 раза.
Рисунок 12 – Схема сварки с глубоким проплавлением (а, б), трехфазной дугой (в)
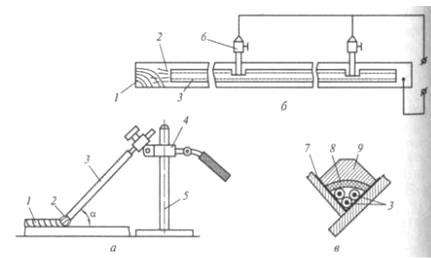
Сварка наклонным электродом (рисунок 13, а) также позволяет повысить производительность труда. При этом способе используют приспособление, состоящее из штанги, электрически изолированной от свариваемого металла, и обоймы, к которой подводят ток от источника питания сварочной дуги. Обойма может свободно скользить по штанге. Плавящийся покрытый электрод устанавливают наклонно вдоль свариваемых кромок и закрепляют в обойме, которая во время плавления электрода скользит под действием силы тяжести по штанге, при этом дуга перемещается в направлении к штанге, образуя шов. Обычно дугу зажигают замыканием стержня электрода на свариваемый металл с помощью дополнительного угольного электрода, после чего горение дуги и плавление электрода происходят произвольно без участия сварщика. При этом способе сварки применяют также пружинные приспособления или комбинированные устройства. Для фиксирования базы штанги или пружинного приспособления используют струбцины или постоянные магниты. Электроды имеют следующие размеры: при диаметре 4...8 мм длину 450...1000 мм; при диаметре 6...10 мм длину 700...1200 мм. Угол наклона электрода при использовании штангового приспособления 25...30°, пружинного — 5...10°. Сварочный ток подбирают из расчета 40...45 А на 1 мм диаметра электрода. Длинномерные швы выполняют при установке Сварка лежачим электродом — еще один способ повышения производительности. Покрытый плавящийся электрод укладывают вдоль свариваемых кромок (рисунок 13, б). Дугу зажигают угольным электродом или другим способом. Устойчивое горение дуги обеспечивается за счет явления саморегулирования. Электроды состоят из металлического стержня, нанесенного на него слоя покрытия и наружной оболочки круглой или другой формы с продольным пазом, служащим для стабилизации процесса. При диаметре электрода 4 и 8 мм толщина покрытия составляет соответственно 1,5 и 3 мм; длина электродов 700...900 мм. Ток подводится с помощью контактов, устанавливаемых через каждые 500...800 мм. В местах их установки на электродах зачищают верхний слой покрытия. Для получения длинных швов стержни электродов соединяют металлическими вставками. Многослойную сварку выполняют, укладывая три или более электродов в разделку кромок или в угол при положении «в лодочку». Ток к электродам подается от нескольких источников. Для устойчивости процесса электроды покрывают стальной накладкой, облицованной слоем листовой меди (рисунок 13, в), под которую укладывают слой бумаги, предохраняющий накладку от подгорания. При сварке одиночными электродами со стандартным покрытием также необходимо пользоваться указанными накладками. При сварке лежачим электродом сварщик может обслуживать одновременно несколько постов, что повышает производительность.
1 – шов; 2 – дуга; 3 – электрод; 4 – обойма; 5 – штанга; 6 – контакт; 7 – бумага; 8 – слой меди; 9 – стальная накладка. Рисунок 13 – Схемы сварки наклонным (а) и лежачим (б, в) электродами
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения:
· Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д. · Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2. · Тавровые сварные соединения (Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.д. · Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
а) стыковое; б) нахлесточное; в) тавровое; г) угловое. Рисунок 1. Типы сварных соединений.
Обозначаются по ГОСТ5264-80 У1, У2, У3 и т.д. Классификация сварных швов
По виду сварного соединения – стыковые и угловые. По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные. По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные. По протяженности сварного соединения – сплошные и прерывистые.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках. По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные. По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена. По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости. По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые. По объему наплавленного металла нормальные, ослабленные и усиленные швы. По форме свариваемой конструкции на изделии продольные и поперечные.
|
|||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 216; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.173.112 (0.123 с.) |


 Оборудование следует выбирать, строго учитывая особенности производства, чтобы производительность аппарата соответствовала длительности всего рабочего цикла.
Оборудование следует выбирать, строго учитывая особенности производства, чтобы производительность аппарата соответствовала длительности всего рабочего цикла.
 Вместо электрода применяется проволока со сплошным сечением.
Вместо электрода применяется проволока со сплошным сечением.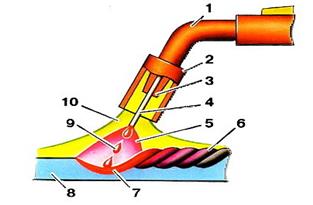


 сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки). дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки). полупроводниковые элементы проводят ток только в одном направлении, в то время как в обратном направлении полупроводники электрический ток практически не пропускают. Сварочный выпрямитель состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
полупроводниковые элементы проводят ток только в одном направлении, в то время как в обратном направлении полупроводники электрический ток практически не пропускают. Сварочный выпрямитель состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
 трансформаторы имеют подвижные первичные обмотки. Сварочный ток регулируют при помощи секционированных обмоток трансформатора, специальным дросселем насыщения или изменением расстояния между обмотками.
трансформаторы имеют подвижные первичные обмотки. Сварочный ток регулируют при помощи секционированных обмоток трансформатора, специальным дросселем насыщения или изменением расстояния между обмотками.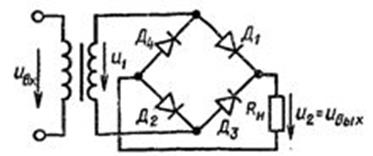
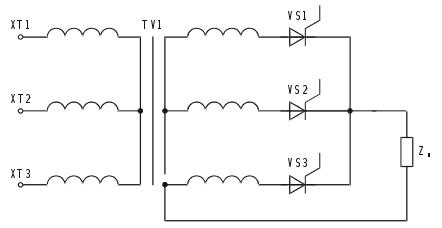
 Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя. При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока. Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя. При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока. Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа: 3 ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
3 ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
 Покрытыми электродами сваривают черные и цветные металлы и различные сплавы практически любой толщины. Такие электроды находят достаточно широкое применение и при наплавке.
Покрытыми электродами сваривают черные и цветные металлы и различные сплавы практически любой толщины. Такие электроды находят достаточно широкое применение и при наплавке. электродного стержня, но и металл, вводимый в состав покрытия в виде железного порошка. Например, при увеличении в рутиловом покрытии электродов содержания железного порошка с 20% до 50...60% производительность сварки в нижнем положении возрастает примерно в 1,5...2 раза. К электродам с такими покрытиями относят АН-1, ОЗС-3 и др., использование которых существенно повышает производительность сварочных работ.
электродного стержня, но и металл, вводимый в состав покрытия в виде железного порошка. Например, при увеличении в рутиловом покрытии электродов содержания железного порошка с 20% до 50...60% производительность сварки в нижнем положении возрастает примерно в 1,5...2 раза. К электродам с такими покрытиями относят АН-1, ОЗС-3 и др., использование которых существенно повышает производительность сварочных работ.
 нескольких приспособлений вдоль свариваемых кромок. Один сварщик может одновременно обслуживать до 3...4 постов, при этом производительность по сравнению с ручной сваркой возрастает в 2,5...3 раза.
нескольких приспособлений вдоль свариваемых кромок. Один сварщик может одновременно обслуживать до 3...4 постов, при этом производительность по сравнению с ручной сваркой возрастает в 2,5...3 раза.
 4 СВАРКА ПРОСТЫХ ЭЛЕКТРОМОНТАЖНЫХ ИЗДЕЛИЙ
4 СВАРКА ПРОСТЫХ ЭЛЕКТРОМОНТАЖНЫХ ИЗДЕЛИЙ
 По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.


