Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 1. Теоретическая часть по теме «электрооборудование аппарата для сварки в среде углекислого газа»Стр 1 из 5Следующая ⇒
Оглавление Глава 1. Теоретическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа» Введение……………………………………………………………………………...3 1.1 История появления сварки в среде защитных газов………………………......4 1.2 Особенности углекислотного сварочного аппарата…………………………...7 1.3 Режимы полуавтоматической сварки в среде защитных газов……………….9 1.4 Источники питания для сварки в среде углекислого газа…………………...11 1.5 Оборудование для сварки в среде углекислого газа…………………………12 Вывод по главе 1……………………………………………………………………15 Глава 2 Практическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа» 2.1 Электрооборудование сварочных установок…………………………………16 2.2 Электрическая схема сварочного полуавтомата……………………………..22 2.3 Техника электробезопасности…………………………………………………23 Вывод по главе 2……………………………………………………………………28 Заключение………………………………………………………………………….29 Список использованной литературы……………………………………………...30 Введение Углекислотная сварка по принципу действия похожа на газовую. Допускается применять методы соединения при помощи защиты или без нее. В место соединения нагнетается углекислый газ. Дуга нагревает детали до критических температур, происходит распад вещества на составляющие, такие как кислород и угарный газ. Результат позволяет защитить сварочный шов от негативных окислений. Углекислый газ при попадании на материал может окислять железо и углерод. Для защиты от таких явлений рекомендуется применять проволоку, в которой содержится марганцевые и кремниевые частицы. Легирующие элементы могут забирать на себя действие углекислоты. Получаемые сплавы всплывают на поверхность сварочного шва и переходят в шлак. При помощи одной емкости углекислого газа сварщик может отработать до 15 часов. Используется для соединения металлических деталей и сварки труб. В защитном газе применяется жесткий электрод из вольфрама или графита. Объект работы: сварка в среде углекислого газа Предмет работы: аппарат для сварки в среде углекислого газа Цели: рассмотреть электрооборудование и принцип работы сварочного аппарата в среде углекислого газа
Задачи; 1. Проанализировать особенности электрооборудования аппарата для сварки в среде углекислого газа. 2. Разобрать схему аппарата для сварки в среде защитного газа. 3. Обобщить технику электробезопасности при работе с углекислотным аппаратом для сварки. Глава 1. Теоретическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа» Особенности углекислотного сварочного аппарата В углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар. А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью. Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой. Подготовка металла к сварке в среде углекислого газа Листы из углеродистой или низколегированной стали хорошо свариваются в углекисло-газовой среде. При толщине листов от 0.6 до 1.0 мм рекомендуется проводить отбортовку кромок. Если отбортовка не выполняется, тогда зазор между подлежащими сварке кромками не должен быть более 0.3-0.5 мм. При толщине листов от 1 до 8 мм кромки можно не разделывать. Максимальный зазор, который можно при этом допускать - не более 1.0 мм. Для листов толщиной от 8 до 12 мм принято делать V-образную разделку, а при толщине более 12 мм - Х-образную разделку. До начала сварочного процесса необходимо зачистить на кромке краску, окалину, масло, грязь, или другие загрязнения. Это можно сделать вручную, либо с использованием пескоструйной обработки. О сварочной проволоке Для полуавтоматической сварки используется проволока, обладающая повышенным содержанием таких добавок как марганец и кремний. Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
Вывод по главе 1
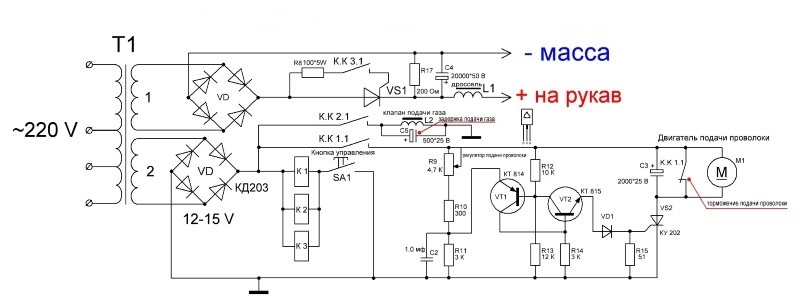
В теоретической части курсовой работы были обобщены режимы и особенности сварки в среде углекислого газа, а также рассмотрено электрооборудование аппарата для сварки, показаны виды сварки в защитных газах. Проанализировав достаточное количество теоретического материала, приступил к работе над практической частью курсовой работы. Схема сварочного полуавтомата практически не отличается от типовой схемы обычного сварочного аппарата. Единственная особенность - наличие механизма подачи сварочной проволоки. В отличие от инвертора, который соединяет материалы специальными электродами, в полуавтомате используется проволока, которая при помощи того самого механизма подается к месту сварки. Швы, полученные при сварке проволокой, получаются максимально ровными и аккуратными.
Рисунок 4. Устройство сварочного полуавтомата. Проанализировав устройство полуавтомата, можно выделить 3 части: 1. электрическую, от которой зависит подача тока; 2. подающий механизм, доставляющий присадочную проволоку к месту сварки; 3. горелки, или сварочного рукава, которая создает защитную газовую среду. От типа полуавтомата зависит, какие узлы входят в «начинку» аппарата. Самый популярный тип - агрегаты, работающие в газовой среде. Их устройство примерно одинаково: - источник питания (определяет, при каком напряжении работает полуавтомат 220 В или 380 В); - горелка вместе с трубкой для подвода газа; - газовый баллон для подачи газа; - подающий механизм, регулирующий подачу проволоки; - блок управления и настройки параметров сварки.
Техника электробезопасности
При сварочных работах электробезопасность обеспечивается выполнением требований должностных инструкций для сварщиков, инструкций по эксплуатации сварочного оборудования, требований соответствующих разделов правил устройства электроустановок, правил технической эксплуатации электроустановок потребителей, межотраслевых правил по охране труда при газопламенной обработке металлов. Рассмотрим основные требования правил, от выполнения которых зависит электробезопасность сварщика и людей, находящихся в зоне влияния сварочной установки. К сварочным работам должны допускаться сварщики, прошедшие специальную подготовку, имеющие удостоверение на право производства сварочных работ и удостоверение на группу по электробезопасности не ниже II. Основной защитой от напряжения опасной величины, появляющегося на корпусах источников сварочного тока, является заземление (зануление) этих корпусов. Большинство электроприемников, в том числе и сварочные установки, получают электроэнергию от сетей 220/380 В с заземленной нейтралью трансформатора или генератора, и к этой нейтрали присоединяется четвертый провод сети, называемый нулевым, который присоединен к металлическим корпусам распределительных устройств и электрических аппаратов. К этому проводу нужно также присоединять корпуса источников сварочного тока. Для этого на корпусе источника сварочного тока должен быть специальный болт, к которому присоединяется четвертая жила кабеля, называемая нулевой. На другом конце кабеля, присоединяемом к сети, эта жила соединяется с корпусом выключателя, силовой сборки и т. п.
В двухпроводной сети 220 В защита от опасного напряжения осуществляется также присоединением источника сварочного тока к нулевому проводу сети, который в этом случае является и рабочим, так как проводов только два. На отдельных участках сети могут быть нулевые рабочие и нулевые защитные проводники. В таких случаях нулевой защитный проводник нужно присоединять к металлическому корпусу источника сварочного тока, а нулевой рабочий проводник — к цепи питания источника сварочного тока. Источники сварочного тока могут присоединяться к силовым сетям напряжением не более 660 В. Для подвода тока к сварочной дуге должен применяться специальный сварочный гибкий провод (кабель) с резиновой изоляцией и в резиновой оболочке, сечение которого должно соответствовать максимальному сварочному току. Запрещается применение проводов в изоляции или в оболочке из полимерных материалов, распространяющих горение. Присоединение источника сварочного тока к сети должно осуществляться через отключающий и защитный электрические аппараты. Эти аппараты могут быть объединены в одном, содержащем защиту от тока короткого замыкания. Длина гибкого кабеля, соединяющего переносной (передвижной) источник сварочного тока с включающим аппаратом сети, должна быть не более 15 м. Передвижные сварочные установки на время их передвижения должны быть отсоединены от сети. Электросварочные установки с источниками постоянного или переменного сварочного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, в котлах, отсеках судов и т. п.) или для работы в помещениях с повышенной опасностью и особо опасных, должны иметь устройства автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения. При сварочных работах в данных условиях сварщик должен пользоваться кроме спецодежды диэлектрическими перчатками, резиновыми галошами и ковриками. При работе в замкнутых или труднодоступных пространствах необходимо одевать защитные каски из полиэтилена, текстолита или винипласта; при этом запрещается пользоваться металлическими щитками. Работы в таких условиях сварщик должен выполнять под контролем двух наблюдающих, один из которых должен иметь группу II по электробезопасности. Наблюдающие должны находиться снаружи и контролировать безопасное проведение работ сварщиком. На сварщике должен быть предохранительный пояс с канатом, конец которого должен находиться у наблюдающего. При этом сварочная установка должна иметь устройство для ограничения напряжения холостого хода или его отключения.
Запрещается производить сварочные работы на закрытых сосудах, находящихся под давлением (трубопроводы, котлы, баллоны и т. п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества. Также запрещается электросварка и резка бочек, баков, цистерн, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей и газов без предварительной тщательной очистки, пропаривания этих емкостей и удаления из них газов вентилированием. При проведении сварочных работ в закрытом помещении должен быть предусмотрен отсос сварочных аэрозолей непосредственно вблизи сварочной дуги. Должны быть установлены фильтры в вентиляционных устройствах помещений для электросварочных работ, исключающие выброс вредных веществ в окружающую среду. Присоединение к сети и отсоединение от сети источников сварочного тока и наблюдение за их исправным состоянием при эксплуатации должен выполнять электротехнический персонал предприятия, где числится данная сварочная установка, с группой по электробезопасности не ниже III, а также электросварщик, если он прошел обучение и сдал экзамен на получение удостоверения на группу III по электробезопасности. Измерение сопротивления изоляции электросварочных установок производится после длительного перерыва в их работе, после перестановки оборудования, но не реже 1 раза в 6 месяцев. Ответственность за эксплуатацию сварочного оборудования, выполнение графика технического обслуживания и ремонта, безопасное ведение сварочных работ определяется должностными инструкциями и утверждается руководителем предприятия. При наличии на предприятии должности главного сварщика или главного механика данная ответственность возлагается на них. Электросварочное оборудование закрепляется за электросварщиком под роспись Выключателем может быть рубильник, автоматический выключатель и другие электрические аппараты. Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами. Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию.
Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва. При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки. Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов. Строго запрещается проводить работы с имеющими опасное содержимое предметами - бензобаками, канистрами, бочками. Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться, сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Вывод по главе 2 В практической части работы проанализировал все практические моменты, а также технику безопасности по теме «Электрооборудование аппарата для сварки в среде углекислого газа», тонкости и виды, материалы и сварочный полуавтомат. Наглядно показал электрическую схему сварочного полуавтомата, рассказал правила техники безопасности при работе с аппаратом по сварке в среде углекислого газа. Заключение В курсовой работе были рассмотрена история появления сварки в среде защитных газов, особенности углекислотного сварочного аппарата, электрическая схема полуавтоматического сварочного аппарата, режимы полуавтоматической сварки в среде защитных газов и электрооборудование сварочных установок. В курсовой работе также была рассмотрена техника электробезопасности. Выполнил все поставленные цели и задачи курсовой работы. По моим наблюдениям я сделал вывод, что для того чтобы использовать данный сварочный аппарат нужно знать особенности и недостатки сварки в среде углекислого газа, знать технику безопасности и электробезопасности, высокая квалификация рабочего не ниже 5 разряда и должен знать ГОСТ сварки в среде защитных газов Список использованной литературы 1. Банников Б.А. «Сварочные работы: современное оборудование и технология работ» 2018 год 2. Володин В.Я. «Создаем современные сварочные аппараты» 2017 год 3. Гуревич С. М. «Справочник по сварке цветных металлов» 1990 год 4. Зубаль И. Д. «Сварочный аппарат своими руками. выпуск 12» 2015 год 5. Кортес А.Р. «Сварка, пайка, резка металлов» 2017 год 6. Кашин С. «Сварочные работы. Практический справочник» 2016 год 7. Кобелев Ф. «Как сделать сварочные аппараты своими руками» 2015 год 8. Лосев В. А. «Иллюстрированное пособие сварщика» 2017 год 9. Левченко О. Г. Меглицний В. А. «Современные средства защиты сварщиков» 2017 год, 10. Лупачёв В. Г. «Ручная дуговая сварка» 2016 год 11. Малаховский В. А. «Руководство для обучения газосварщика и газорезчика» 1990 год 12. Новиковский Е.А. «Ручная электродуговая и газовая сварка металлов» 2016 год 13. Подольский Ю. «Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка» 2015 год 14. Соколов И.И. «Газовая сварка и резка металлов» 1975 год 15. Серикова Г. «Сварочные работы. Практический справочник» 2015 год Оглавление Глава 1. Теоретическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа» Введение……………………………………………………………………………...3 1.1 История появления сварки в среде защитных газов………………………......4 1.2 Особенности углекислотного сварочного аппарата…………………………...7 1.3 Режимы полуавтоматической сварки в среде защитных газов……………….9 1.4 Источники питания для сварки в среде углекислого газа…………………...11 1.5 Оборудование для сварки в среде углекислого газа…………………………12 Вывод по главе 1……………………………………………………………………15 Глава 2 Практическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа» 2.1 Электрооборудование сварочных установок…………………………………16 2.2 Электрическая схема сварочного полуавтомата……………………………..22 2.3 Техника электробезопасности…………………………………………………23 Вывод по главе 2……………………………………………………………………28 Заключение………………………………………………………………………….29 Список использованной литературы……………………………………………...30 Введение Углекислотная сварка по принципу действия похожа на газовую. Допускается применять методы соединения при помощи защиты или без нее. В место соединения нагнетается углекислый газ. Дуга нагревает детали до критических температур, происходит распад вещества на составляющие, такие как кислород и угарный газ. Результат позволяет защитить сварочный шов от негативных окислений. Углекислый газ при попадании на материал может окислять железо и углерод. Для защиты от таких явлений рекомендуется применять проволоку, в которой содержится марганцевые и кремниевые частицы. Легирующие элементы могут забирать на себя действие углекислоты. Получаемые сплавы всплывают на поверхность сварочного шва и переходят в шлак. При помощи одной емкости углекислого газа сварщик может отработать до 15 часов. Используется для соединения металлических деталей и сварки труб. В защитном газе применяется жесткий электрод из вольфрама или графита. Объект работы: сварка в среде углекислого газа Предмет работы: аппарат для сварки в среде углекислого газа Цели: рассмотреть электрооборудование и принцип работы сварочного аппарата в среде углекислого газа Задачи; 1. Проанализировать особенности электрооборудования аппарата для сварки в среде углекислого газа. 2. Разобрать схему аппарата для сварки в среде защитного газа. 3. Обобщить технику электробезопасности при работе с углекислотным аппаратом для сварки. Глава 1. Теоретическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа»
|
|||||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 487; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.32.116 (0.063 с.) |