Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технические условия выполнения машинных работ
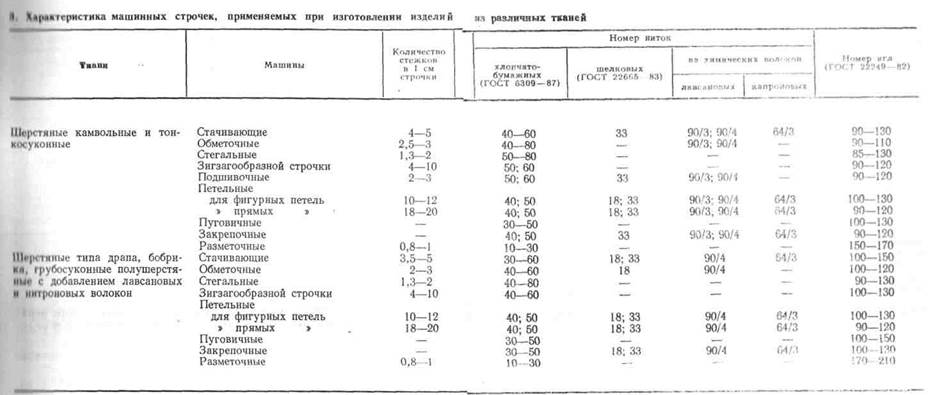
При выполнении машинных работ в процессе изготовления верх-ней одежды необходимо соблюдать следующие технические усло-вия. 1. Машинные строчки должны быть ровными, без пропусков, с равномерно затянутыми стежками. 2. Цвет ниток всех внутренних строчек должен соответство-вать цвету ткани. 3. Номер ниток, машинных игл и частота стежков строчек для машинных работ должны соответствовать данным табл. 3. 4. Максимальная частота стежков рекомендуется при выполне-нии наиболее ответственных соединительных строчек, подвержен-ных растяжению в процессе носки (швы втачивания рукавов, пле-чевые, боковые, средний шов спинки и т. д.). 5. Отделочные строчки, а также строчки, видимые со стороны основной ткани и подкладки, выполняют шелковыми или синтети-ческими нитками. 6. Для прикрепления на спецмашинах пуговиц и изготовления петель, а также для выполнения подшивочных и обметочных стро-чек наряду с хлопчатобумажными нитками могут быть использо-ваны армированные нитки № 44 ЛХ; нитки из натурального шелка № 33, 65 используются только в некоторых случаях для выпол-нения подшивочных строчек. 7. Стачивание срезов сметанных деталей выполняют рядом со строчкой сметывания с противоположной стороны от припусков на швы. 8. Концы внутренних строчек закрепляют обратной строчкой 25
9. Концы отделочных строчек закрепляют обратной машинной строчкой длиной 5—10 мм. 10. Концы замкнутых строчек должны заходить один на другой не менее чем на 15—20 мм (при втачивании рукавов, подшивании низа юбки). 11. При выполнении работ на стачивающей машине необхо- стачивание можно выполнять со стороны любой детали, но при этом необходимо правой рукой подтягивать нижнюю деталь во избежание ее посадки на зубчатой рейке, а левой рукой направлять верхнюю деталь под лапку. 12. Если срез одной из деталей по линии стачивания короче среза другой детали, то первую деталь необходимо положить сверху. 13. При соединении деталей с различным направлением нитей по срезам деталь с более косым срезом помещают вниз. 14. При соединении деталей с незначительной посадкой одной из них эту деталь помещают также вниз.
26 15. При соединении деталей со значительной посадкой одной из них эту деталь для контроля располагают сверху. ВЛАЖНО-ТЕПЛОВЫЕ РАБОТЫ Внешний вид изделия зависит от качества влажно-тепловой об-работки, поэтому правильное ее выполнение имеет очень важное значение. Влажно-тепловая обработка представляет собой непрерывный цикл, состоящий из трех этапов: перевод волокон материала под действием пара в эластичное состояние; формование материала или придание определенной формы и закрепление полученной де-формации путем сушки и охлаждения. В процессе влажно-тепловой обработки на деталь изделия дей-ствуют четыре фактора: влага, тепло, давление и продолжитель-ность воздействия, тесно связанные друг с другом. С учетом свойств используемых материалов подбирают соответ-ствующие параметры, обеспечивающие оптимальные режимы влажно-тепловой обработки (табл. 4). 27
|