
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технико-экономическая характеристика предприятияСтр 1 из 8Следующая ⇒
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРЕДПРИЯТИЯ
Основные технико-экономические показатели работы предприятия отражены в таблице 2.1.
Таблица 2.1 – Основные технико-экономические показатели работы ОАО «Знамя индустриализации» за 2006-2007 годы
При анализе показателей нужно отметить, что, несмотря на снижение количества рабочих дней и среднесписочной численности работающих, наблюдается рост объёма товарной продукции в сопоставимых ценах на 0,9%. Увеличился выпуск продукции в натуральном выражении на 5,2%. При оценке выпуска продукции в натуральном выражении очевидно, что работа на давальческом сырье в этом году протекала хуже, чем работа для внутреннего рынка, хотя по обоим пунктам наблюдается значительное улучшение ситуации по сравнению с прошлым годом. Но известно, что такая картина наблюдается на предприятии не первый год. При снижении численности работающих темп снижения численности рабочих на 3,3 процентный пункт выше, чем служащих.. По результатам анализа можно сделать вывод о необходимости тех мер, которые запланированы к применению в текущем году. Анализ показателей деятельности ОАО «Знамя Индустриализации» показал следующее: по итогам работы за 2007 год ОАО «Знамя индустриализации» обеспечило темпы роста объёмов производства потребительских товаров – на 125,7 % к соответствующему периоду прошлого года, что позволило выйти на следующие показатели:
¾ прибыль от реализации продукции составила 266млн. рублей (за аналогичный период 2006 года прибыль составила 218 млн. руб.); ¾ рентабельность реализованной продукции составила 2,7 % (при рентабельности 2,8 % за соответствующий период прошлого года); ¾ выручка от реализации продукции (без учета налогов) за 2007 год по сравнению с 2006 годом выросла на 25,0% и составила 10025 млн. руб.; ¾ среднесписочная численность работающих за 2007 год составила 982 чел. и уменьшилась на 52 чел. или 5,0 % по сравнению с аналогичным периодом прошлого года; ¾ среднемесячная заработная плата одного работающего за 2007 год возросла на 14,8 % по сравнению с 2006 года и составила 408206 руб.; ¾ среднемесячная заработная плата руководителей возросла на 18,8 % и составила 552954 руб.; ¾ за 2007 год предприятием выпущено 346 тыс. шт. изделий, в т.ч. 50 тыс.шт. – на рынок Республики Беларусь, 296 тыс.шт. - из давальческого сырья для фирм дальнего, ближнего зарубежья и Республики Беларусь; ¾ удельный вес выпуска продукции из давальческого сырья в общем объеме производства составил 85,5 %, в том числе для фирм из дальнего зарубежья – 12,4 %, для фирм из России – 70,8 % и для фирм Республики Беларусь – 2,3 %; ¾ себестоимость реализованной продукции за 2007 год возросла на 25,0 % по сравнению с аналогичным периодом прошлого года и составила 9759 млн. руб.; ¾ себестоимость произведенной продукции за 2007 год возросла на 23,5 % и составила 9768 млн. руб. Фабрика выпускает одежду пальтового, плащёво-курточного, костюмного и летнего ассортимента. Это мужские и женские зимние и демисезонные пальто, полупальто, плащи из смесовых тканей, куртки, жакеты, блейзеры, брюки, юбки. Специализация предприятия менялась в разные периоды, но с 70-х годов это мужская верхняя одежда (пальто, полупальто, куртки, меховые полушубки). Ассортимент фабрики представлен в таблице 2.2.
Таблица 2.2 – Данные о фактическом выпуске продукции на ОАО «Знамя Индустриализации» на 2007 год
Анализ данных о фактическом выпуске продукции (таблица 2.2) позволяет сделать следующие выводы: ¾ наибольший удельный вес в общем объеме выпуска имеет пальто мужское (25,6 %); ¾ достаточно большие удельные веса в общем объеме выпуска имеют жилеты (18,4 %) и пальто женское шерстяное (17,8 %); ¾ меньше всего на предприятии производится курток женских синтетических, плащей женских и мужских, полупальто мужских шерстяных (по 0,3 % от общего объема выпуска). Таблица 3.1 – Возрастной состав оборудования на ОАО «Знамя Индустриализации»
Проанализировав данные таблицы 3.1 можно сделать вывод, что количество оборудования, возрастной состав которого не превышает 5 и 10 лет составляет 71 единицу и 112 единиц соответственно. В процентном выражении это составляет 5% и 8%. Этот показатель очень мал по сравнению с численностью оборудования, возраст которого превышает 10 лет – 1149 единиц, что в процентном выражении составляет 86%. Степень износа по универсальному оборудованию составляет 93%, по специальному – 87 %, оборудованию ВТО – 75 %, раскройному оборудованию – 77 %, по прочему оборудованию – 80 %. Производственная структура предприятия — это состав его производственных подразделений и обслуживающих хозяйств, принципы их построения, взаимосвязи и размещение. В основе построения производственной структуры ОАО «Знамя Индустриализации» лежат следующие факторы: ¾ характер выпускаемой продукции и методы ее изготовления; ¾ тип и размер производства; ¾ форма специализации; ¾ уровень развития кооперированных связей. На предприятии основной структурной единицей является цех. Количество цехов зависит от ассортимента и объема выпускаемой продукции, технологических процессов, характера используемого сырья, типа производства. На фабрике действуют 4 швейных цеха, экспериментальный, подготовительный, сортировочный, раскройный цеха, энергохозяйство, ремонтно-механический цех и другие вспомогательные подразделения. Вспомогательными цехами являются: ¾ подготовительный; ¾ раскройный; ¾ экспериментальный; ¾ механический; ¾ электроцех; ¾ котельная; ¾ складские помещения. Фабрика имеет отделы: ¾ ОКС – отдел капстроительства; ¾ плановый; ¾ производственный; ¾ ОТиЗ; ¾ отдел кадров; ¾ ОТК; ¾ финансовый; ¾ бухгалтерия; ¾ АСУП; ¾ отдел подготовки кадров; ¾ отдел ценных бумаг; ¾ отдел НОТ; ¾ отдел охраны труда и техники безопасности (ОТ и ТБ);
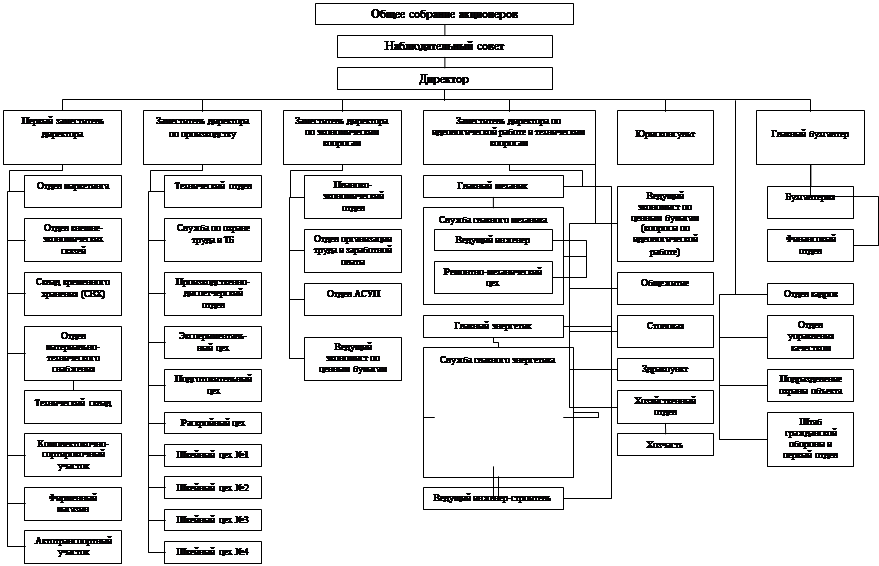
¾ расчётный отдел; ¾ отдел маркетинга; ¾ отдел снабжения; ¾ технический отдел; ¾ отдел внешнеэкономических связей (ВЭС). На фабрике есть экспериментальный цех, где разрабатывают образцы моделей, эскизы, лекала. Помимо производственных; подразделений предприятие имеет столовую, жилищно-коммунальное хозяйство, здравпункт, фирменные магазины в г. Витебске. Организационная структура ОАО «Знамя индустриализации» представлена на рисунке 3.1.
Рисунок 3.1 – Организационная структура ОАО «Знамя индустриализации». Таблица 4.1 – Выполнение норм выработки по структурным подразделениям за декабрь 2007 года
Таблица 4.2 – Нормы выработки за 2006 – 2007 гг.
Анализируя данные таблицы 4.2 можно сказать, что средний процент выполнения нормы выработки в целом по фабрике за декабрь 2007 г. составляет 108,38%, что выше данного показателя за аналогичный период 2006 г. на 5,86%. Проанализировав тенденцию изменения процента выполнения норм выработки по цехам в декабре можно заметить, что количество рабочих, перевыполняющих норму выработки, составляет 386 из 574 чел. (или 67,2%). Значит, на предприятии действует заниженная норма выработки, о чем свидетельствует процент перевыполнения нормы времени. Следовательно, необходимы мероприятия по пересмотру норм выработки.
Проводилось совершенствование нормирования труда и внедрение технически обоснованных норм труда. Пересмотром норм за 2007 год охвачено 137 человек, экономический эффект составил 12,2 млн. рублей. За счет расширения зон обслуживания и увеличения объема работ, для обеспечения соответствия численности вспомогательных рабочих объемам производства сокращено 6 штатных единиц вспомогательных рабочих (2,2 млн. рублей).
Таблица 4.3 - Фотография рабочего дня
Составляем баланс рабочего времени (таблица 4.4). Таблица 4.4 – Баланс рабочего времени
Проектированные затраты рабочего времени были взяты в соответствии с нормами действующими на предприятии из специализированных отраслевых сборников. Определяем коэффициент использования рабочего времени: К = (Тпз + Топ + Тобс + Тотл)/ Тсм (4.1) где Тпз – затраты времени на подготовительно-заключительные работы; Топ – время на оперативной работы; Тобс – затраты времени на обслуживание рабочего места; Тотл – затраты времени на отдых личной надобности;
Тсм – продолжительность рабочей смены. К = (19+415+7+28)/480= 0,977 Рассчитаем возможное повышение производительности труда:
где
Таким образом, производительность труда данного работника можно повысить на 1,2 %. Фотография рабочего времени методом моментных наблюдений проводилась над экономистом финансового отдела Лукиной Т.В. Достоверность полученных данных обеспечивается правильным выбором числа зафиксированных моментов:
где а – коэффициент, характеризующий уровень вероятности невыхода ошибки за установленные пределы, а2=2; К – вероятность совершения события, К=0,92; р – допустимая ошибка в процентах, р=3. М= Определяем интервал наблюдения:
В таблице 4.5 представлены результаты проведения фотографии рабочего времени методом моментных наблюдений. Таблица 4.5 – Результаты проведения фотографии рабочего времени
Находим повышение производительности труда за счет сокращения затрат рабочего времени:
Таким образом, производительность труда данного работника можно повысить на 8,3 %. Хронометраж - вид наблюдения, при котором изучаются циклически повторяющиеся элементы оперативной работы, отдельные элементы подготовительно-заключительной работы или работы по обслуживанию рабочего места. Основное назначение хронометража: определение продолжительности повторяющихся элементов операции (приемов и движений) для расчета норм или для разработки нормативов времени; выявление и изучение передовых методов и приемов труда в целях передачи этих методов работы широкому кругу работников; проверка установленных норм выработки; выявление причин невыполнения норм отдельными работниками. В период подготовки к проведению хронометража наблюдатель изучает технологический процесс выполнения нормируемой операции, анализирует его, разбивает операцию на элементы, изучает режим работы оборудования и организацию рабочего места. Все выявленные недостатки устраняются до начала наблюдения. При выборе исполнителя учитывается степень выполнения им норм, его квалификация, соответствие разряда нормируемой работы и рабочего. Перед проведением хронометража устанавливается количество необходимых наблюдений. Оно зависит от продолжительности элементов операции, типа производства и требований, предъявляемых к степени точности полученных данных. Для большей точности проводится большее число наблюдений. Хронометраж может быть непрерывный, когда замеры длительности элементов операции проводятся непрерывно от начала до конца операции, и выборочный, при котором проводятся замеры отдельных элементов операции. При проведении непрерывного хронометража в хронокарте отмечается время начала хронометража, а затем фиксируется по текущему времени окончание каждого элемента. Обработка результатов наблюдения начинается с определения продолжительности выполнения отдельных элементов операции. При проведении непрерывного хронометража она равна разности показаний текущего времени двух смежных замеров. Затем исключаются ошибочные (дефектные) замеры, о которых сделаны отметки при наблюдении, и составляются хронометражные ряды длительности выполнения каждого элемента операции во всех замерах. Качество результатов наблюдения характеризуется величиной колебаний цифровых значений хроноряда. Колебания зависят от выполняемой работы, характера участия в ней рабочего, продолжительности элементов операции, типа производства, квалификации наблюдателя и используемых при измерении приборов. Показателем оценки хроноряда является фактический коэффициент устойчивости, который определяется отношением максимальной продолжительности элемента в данном хроноряде к минимальной. Фактический коэффициент устойчивости сравнивается с нормативным. Если он меньше или равен нормативному, хроноряд считается устойчивым, а само наблюдение качественным. Далее определяется средняя продолжительность выполнения каждого элемента операции. Анализ полученных результатов проводится с целью проверки рациональности процесса выполнения операций. При этом изыскиваются возможности сокращения затрат времени путем устранения отдельных элементов операции, замены некоторых приемов более рациональными и менее утомительными, а также перекрытия машинным временем отдельных элементов ручной работы. С помощью анализа определяются состав операции и продолжительность выполнения отдельных ее элементов. После этого устанавливается оперативное время выполнения операции или исходные данные для разработки нормативов на ручные и машинно-ручные работы. Аналогично проводится изучение хронометражем затрат времени на отдельные элементы подготовительно-заключительной работы и работы по обслуживанию рабочего места. Изучение затрат рабочего времени позволяет получить необходимые данные для совершенствования организации труда и установления норм трудовых затрат, выявить резервы роста производительности труда и лучшего использования оборудования. Хронометражные наблюдения проводились над швеей 4-го разряда Мелешко Н.В. Количество замеров по каждому ряду определяется по формуле:
где
Р – требуемая точность результата хронометрирования, Р =10%.
Результаты замеров приведены в таблице 4.6.
Таблица 4.6 – Результаты замеров
По данным каждого ряда определяем фактический коэффициент устойчивости – Куф (Куф=tmax/tmin), нормативный коэффициент устойчивости Кун (по таблице), и проверим соблюдение условия: Куф<=Кун: Для 1-ой операции: Куф=46/40=1,15 Для 2-ой операции: Куф=6/4=1,50 Для 3-ой операции: Куф=85/77=1,10 Для 4-ой операции: Куф=2/1=2,00 Для 5-ой операции: Куф=8/6=1,33 Для 6-ой операции: Куф=15/12=1,25 Для 7-ой операции: Куф=5/4=1,25 Далее рассчитываем среднее квадратичное отклонение:
где
Определяем среднюю квадратическую ошибку:
Находим ошибку в процентах от средней:
Результаты, полученные при расчетах по формулам 4.7-4.9, и значения коэффициентов устойчивости приведены в таблице 4.7. Таблица 4.7 – Результаты хронометражных наблюдений
Анализ таблицы 4.7 позволяет сделать вывод, что хроноряды 1-7 операций устойчивы, следовательно, наблюдения проведены правильно. Находим оперативное время на выполнение операции, как сумму средних значений по всем операциям: Tоп= 42,95+4,92+80,43+1,92+6,95+13,14+4,88=155,19 с Определяем норму времени:
где
Определяем норму выработки:
Нормативная норма выработки для данной швей составляет 165 изделий в смену. Полученная норма выработки превышает нормативную, т.к. в расчетах не учтено время на подготовительно-заключительные работы. 4.4 Подготовка и переподготовка кадров
В условиях постоянно осуществляемого технического прогресса подготовка и повышение квалификации кадров являются весьма важными проблемами для трудового коллектива предприятия. Подготовка рабочих кадров представляет собой производственно-техническое обучение рабочих, в ходе которого они приобретают определённые профессии. Переподготовка рабочих кадров (переквалификация) состоит в производственно-техническом обучении тех рабочих, прежние профессии (специальности) которых в ходе изменения техники и технологии производства перестали быть необходимыми. Обучение рабочих для поднятия уровня их квалификации по имеющейся у них профессии (специальности) или обучение этих рабочих вторым и смежным профессиям представляет собой повышение квалификации рабочих кадров. На предприятии существуют различные формы повышения квалификации (таблица 4.8). Таблица 4.8 – Формы повышения квалификации рабочих
На предприятии проводится целенаправленная работа по улучшению качественного состава руководителей, специалистов и рабочих. На предприятии на 01.01.2007 г. из 1183 человек имеют высшее образование 134 человека, среднее-специальное - 184 человека, профессионально-техническое - 662 человека, среднее - 174 человека, базовое - 29 человек. Подбор кадров для предприятия осуществляется путем заключения договоров с учебными заведениями, а также за счет внутренних ресурсов предприятия. На предприятии проводится работа по формированию резерва руководящих кадров. Резерв кадров формируется на основе деловых и личностных качеств кандидата по результатам практической деятельности на занимаемой должности. На предприятии сложился хороший состав руководящих работников и специалистов. Специалисты составляют 15% от общего числа работающих. В 2006 году на предприятии проводились дни мастера, технические совещания, диспетчерские совещания, на которых обсуждались вопросы, связанные с улучшением организации труда, внедрением нового оборудования и технологии, воспитательной работы в трудовом коллективе. Весь мастерский состав имеет высшее и среднее-специальное образование. В целях дальнейшего совершенствования уровня работы с руководящими кадрами и специалистами на предприятии принимаются все меры по перестройке кадровой работы с учетом сложившихся новых условий работы. В связи с изменениями во внешней и внутренней среде, усложнением процесса управления, освоением новых сфер и видов деятельности, ОАО “Знамя индустриализации должно стремиться поддерживать на должном уровне квалификацию её сотрудников. Важно помнить, что от обеспеченности предприятия трудовыми ресурсами и эффективности их использования в значительной мере зависят объём и своевременность выполнения работ, эффективность использования оборудования, и, как результат, объём производства продукции, её себестоимость, прибыль и ряд других экономических показателей. Дисциплина труда на предприятии
Под дисциплиной труда понимается соблюдение правовых норм, регулирующих внутренний распорядок, устанавливающих трудовые обязанности всех работников предприятий и определяющих ответственность за невыполнение этих обязанностей, а так же меры поощрения за успехи в труде: ¾ трудовая дисциплина представляет собой соблюдение всех правил внутреннего распорядка на предприятиях в учреждениях и организациях. Показателем состояния трудовой дисциплины на предприятии является степень использования рабочего времени (графика работы) и выполнения плана; ¾ технологическая дисциплина предусматривает безусловное соблюдение режимов, последовательности и способов ведения технологических процессов; ¾ производственная дисциплина предусматривает бережное отношение каждого работника ко всем материальным ценностям в производстве, безусловное выполнение распоряжений и указаний руководящего персонала, соблюдение правил охраны труда, техники безопасности и т.д. Таблица 7.1 – Надбавки к должностным окладам руководителей, специалистов и служащих
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 200; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.41.187 (0.169 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



 (4.2)
(4.2) – проектируемое время оперативной работы;
– проектируемое время оперативной работы; – фактическое время оперативной работы.
– фактическое время оперативной работы.
 (4.3)
(4.3)
 (4.4)
(4.4)
 (4.5)
(4.5) (4.6)
(4.6) – нормативный коэффициент устойчивости (для ручных операций
– нормативный коэффициент устойчивости (для ручных операций =3, для машинно-ручных
=3, для машинно-ручных  =2,5);
=2,5);

 (4.7)
(4.7) – количество повторяющихся вариантов;
– количество повторяющихся вариантов; – i -я продолжительность выполнения операции;
– i -я продолжительность выполнения операции; – среднее время по операции.
– среднее время по операции. (4.8)
(4.8) (4.9)
(4.9) (4.10)
(4.10) и
и  м – нормативная величина на отдых и личные надобности, обслуживание рабочего места в % от оперативного времени соответственно.
м – нормативная величина на отдых и личные надобности, обслуживание рабочего места в % от оперативного времени соответственно. с
с (4.11)
(4.11) изд.
изд.


