

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Порядок назначения режимов электрохимической обработки.
Похожие статьи вашей тематики
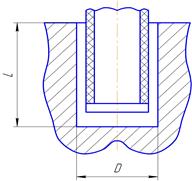
Цель работы: назначить режимы ЭХО при прошивании глухого отверстия. Варианты заданий приведены в таблице 4.
План работы:
1. Выбрать электролит и выписать его характеристики (см. приложения 1 и 2).
Для стали принимают электролиты NaCl с концентрацией 8…18% или NaNO3 с концентрацией 5…15%
Для титановых сплавов принимают электролиты NaCl 5…15% с подогревом до tэл = 40…50ºС
2. Выбрать материал ЭИ из предложенных в таблице 2.
3. Рассчитать удельную проводимость электролита:
χ = χ0 (1 + α (T – 291),
где α = 0,0225;
χ0 - удельная проводимость электролита при 18ºС; см.приложения 3 и 4.
4. Выбрать напряжение на электродах.
Для стали принимаем U = 9…18В, для титановых сплавов – U = 25…30 В.
5. Выбрать межэлектродный промежуток.
Значение межэлектродного промежутка выбираем из диапазона
S = 0,1…0,3 мм.
6. Рассчитать среднюю плотность тока:

где F – площадь поперечного сечения электрода-инструмента.
7. Рассчитать скорость подачи электрода-инструмента, м/мин, по формуле
 . .
8. Рассчитать основное время обработки отверстия, мин:
 . .
9. Выбрать оборудование, пользуясь приложением 6.
Таблица 4. Варианты заданий.
| № варианта
| Форма и размер сечения отверстия, мм
| Глубина отверстия L, мм
| Габариты детали, мм
| Материал детали
| | 1.
| Круг 50
| 60
| 150×150×80
| ВТ8
| | 2.
| Круг 20
| 50
| 100×300×70
| 45
| | 3.
| Круг 25
| 60
| 100×150×80
| 40Х
| | 4.
| Круг 28
| 30
| 150×300×70
| 12ХГН3 (незакаленная)
| | 5.
| Круг 30
| 40
| 150×400×100
| У10 (незакаленная)
| | 6.
| Круг 35
| 70
| 160×300×50
| У10 (закаленная)
| | 7.
| Круг 40
| 100
| 160×200×80
| 12Х18Н9Т
| | 8.
| Круг 35
| 80
| 160×250×120
| 30Х10Г10
| | 9.
| Квадрат 45
| 40
| 100×100×100
| 5ХНВА (незакаленная)
| | 10.
| Квадрат 50
| 60
| 120×120×100
| 3Х2В8 (незакаленная)
| | 11.
| Квадрат 70
| 80
| 120×120×100
| 35ХГС
| | 12.
| Квадрат 30
| 100
| 150×200×150
| ШХ15 (закаленная)
| | 13.
| Квадрат 25
| 30
| 200×200×100
| ВТ8
| | 14.
| Квадрат 32
| 40
| 150×300×60
| ВТ14
| | 15.
| Правильный шестиугольник 40
| 100
| 300×200×150
| Al
| | 16.
| Правильный шестиугольник 100
| 100
| 200×200×200
| ХН62ВНКЮ
| | 17.
| Правильный шестиугольник 150
| 200
| 300×300×220
| 12ХН3А
| | 18.
| Правильный шестиугольник 50
| 200
| 300×400×250
| 35ХГС (закаленная)
| | 19.
| Правильный шестиугольник 105
| 20
| 220×200×50
| ВТ3-1
| | 20.
| Равносторонний треугольник 200
| 100
| 300×250×120
| ВТ6
| | 21.
| Равносторонний треугольник 100
| 200
| 300×200×250
| 12Х18Н9Т
| | 22.
| Равносторонний треугольник 50
| 100
| 100×100×150
| ШХ15
| | 23.
| Равносторонний треугольник 80
| 150
| 100×100×200
| ВК15
| | 24.
| Круг 100
| 100
| 150×150×120
| ВК10
| | 25.
| Круг 180
| 100
| 200×200×130
| Al
| | 26.
| Круг 300
| 200
| 400×400×250
| ШХ15 (закаленная)
| | 27.
| Круг 400
| 150
| 450×450×180
| ВТ8
| | 28.
| Равносторонний треугольник 30
| 50
| 100×100×100
| ВТ14
|
Приложение 1. Удельная электропроводность х (См/м) электролитов в зависимости от концентрации компонентов при tэ = 18 °С
| Электролит
| Значение χ при концентрации компонентов, %
| | 5
| 10
| 15
| 20
| 30
| 40
| | HNO3
| 27,41
| 46,54
| —
| 76,76 (24,8)
| 78,19
| 63,41(50)
| | Н3РО4
| —
| 5,66
| —
| 11,29
| 16,54
| 20,73 (50)
| | HF
| 5,93
| —
| 18,50
| 28,32 (24,5)
| 34,11
| —
| | H2SO4
| 20,85
| 39,15
| 34,32
| 65,27
| 73,88
| 68,00
| | НС1
| 39,48
| 63,02
| —
| 76,15
| 66,20
| 51,52
| | NaOH
| 16,28
| 30,93
| 34,90
| 32,84
| 20,74
| 8,20
| | КОН
| 14,64(4,2)
| 27,23(8,4)
| 45,59(16,8)
| 54,03(25,2)
| 54,34(29,4)
| 42,12(42)
| | NH4NO3
| 5,90
| 11,17
| —
|
| 28,41
| 36,33
| | (NH4)2SO4
| 5,52
| 10,10
| —
| 17,79
| 22,92
| —
| | NH4C1
| 9,18
| 17,76
| 25,86
| 33,65
| 40,25 (25)
| —
| | KNO3
| 4,54
| 8,39
| 11,86
| 15,05
| 16,25 (22)
| —
| | KBr
| 4,65
| 92,8
| —
| 19,07
| 29,23
| 35,07 (36)
| | KJ
| 3,38
| 6,80
| —
| 14,55
| 23,05
| 31,68
| | K2CO3
| 5,61
| 10,38
| —
| 18,06
| 22,2
| 21,68
| | KC1
| 6,90
| 13,59
| 20,20
| 26,77
| 28,10 (25)
| —
| | CaCl2
| 6,43
| 11,41
| —
| 17,28
| 16,58
| 13,66 (35)
| | NaNO3
| 4,36
| 7,82
| —
| 13,03
| 16,06
| —
| | Na2SO4
| 4,09
| 6,87
| 8,86
| —
| —
| —
| | Na2CO3
| 4,51
| 7,05
| 8,36
| —
| —
| —
| | NaCl
| 6,72
| 12,11
| 16,42
| 19,57
| 21,35(25)
| —
| | Примечание. В скобках указано фактическое значение концентрации компонентов, которое отличается от взятого за основу (в заголовке таблицы).
|
Приложение 2. Максимальные значения удельной электропроводности к некоторых электролитов при tэ =18°С.
| Электролит
| Концентрация
| χ, См/м
| | г/л
| %
| | HNO3
| 364
| 31
| 78,19
| | Н3РО4(при t э =15°С)
| 667,5
| 50
| 20,73
| | HF
| 330,54
| 30
| 34,11
| | H2SO4
| 373
| 30
| 73,88
| | НС1
| 224
| 20
| 76,15
| | NaOH
| 176
| 15
| 34,90
| | КОН
| 372
| 29,4
| 54,34
| | NH4NO3
| 612,8
| 50
| 36,33
| | (NH4)2SO4
| 351,7
| 30
| 22,92
| | NH4C1
| 270,0
| 25
| 40,25
| | KNO3
| 252,4
| 22
| 16,25
| | KBr
| 478
| 36
| 35,1
| | KJ
| 888
| 55
| 42,3
| | K2CO3
| 391,0
| 30
| 22,22
| | KC1
| 248,5
| 21
| 28,10
| | NaNO3
| 367,6
| 30
| 16,06
| | Na2SO4
| 171,2
| 15
| 8,86
| | Na2CO3
| 176
| 15
| 8,36
| | NaCl
| 297
| 25
| 21,35
| | CaCl2
| 307
| 25
| 17,81
|
Приложение 3. Электрохимические эквиваленты металлов
| Металл
| ρ, г/см3
| А
| п
| k,
г/(А· мин)
| kV·10-3
см3/(А·мин)
| | Алюминий
| 2,71
| 26,98
| 3
| 0,0056
| 2,07
| | Ванадий
| 5,8
| 50,95
| 5
| 0,0063
| 1,09
| | Вольфрам
| 19,2
| 183,92
| 5 6
| 0,0228 0,019
| 1,19
0,99
| | Железо
| 7,86
| 55,85
| 2 3
| 0,0173 0,01158
| 2,2
1,47
| | Кобальт
| 8,86
| 58,94
| 2 3
| 0,0183 0,0122
| 2,07
1,38
| | Магний
| 1,74
| 24,32
| 2
| 0,00758
| 4,36
| | Марганец
| 7,4
| 54,94
| 2 4
| 0,0171 0,0085
| 2,31
1,15
| | Медь
| 8,93
| 63,57
| 1 2
| 0,0395 0,01976
| 4,42
2,21
| | Молибден
| 10,2
| 95,95
| 4 6
| 0,0149 0,0099
| 1,46
0,97
| | Никель
| 8,96
| 58,69
| 2
| 0,01825
| 2,04
| |
|
| 3
| 0,0121
| 1,35
| | Ниобий
| 8,6
| 92,91
| 3
| 0,0191
| 2,22
| |
|
| 5
| 0,01155
| 1,34
| | Олово
| 7,28
| 118,7
| 2
| 0,0369
| 5,07
| |
|
| 4
| 0,01845
| 2,53
| | Свинец
| 11,34
| 207,21
| 2
| 0,0644
| 5,68
| |
|
| 4
| 0,0322
| 2,83
| | Тантал
| 16,6
| 108,88
| 3
| 0,0375
| 2,26
| |
|
| 5
| 0,0225
| 1,36
| | Титан
| 4,50
| 47,9
| 4
| 0,0074
| 1,60
| | Хром
| 7,16
| 52,01
| 3 6
| 0,01076 0,0054
| 1,50
0,75
| | Цинк
| 7,14
| 65,38
| 2
| 0,0203
| 2,84
|
Приложение 4. Электрохимические эквиваленты некоторых сплавов
| Марка сплава
| ρ спл,
г/см3
| Kспл,
г/(А· мин)
| kV·10-3
см3/(А·мин)
| | ВАК4
| 2,77
| 7,202
| 2,60
| | В А К6
| 2,75
| 6,11
| 2,22
| | ВД17
| 2,75
| 8,70
| 3,16
| | Д1
| 2,8
| 5,60
| 2,0
| | Д16Т
| 2,8
| 6,16
| 2,2
| | БрО6Ц6СЗ
| 8,6
| 33,68
| 3,92
| | Л 62
| 8,25 '
| 26,33
| 3,19
| | ХН77ТЮР (ЭИ437Б)
| 7,85
| 17,28
| 2,20
| | ХН70ВМТЮ (ЭИ617)
| 7,8
| 15,84
| 2,03
| | ХН70НВМТЮБ (ЭИ598)
| 7,8
| 15,60
| 1,90
| | ХН62ВНКЮ (ЭИ867)
| 7,85
| 17,7
| 2,25
| | ЭИ893
| 8,8
| 15,84
| 1,80
| | ХМЛ14ВС
| 7,35
| 16,00
| 2,18
| | Сталь 45
| 7,65
| 13,19
| 1,72
| | 12Х18Н9Т
| 7,54
| 16,28
| 2,16
| | Х18Н9Т
| 7,9
| 17,06
| 2,16
| | 2X13
| 7,75
| 16,27
| 2,10
| | У10
| 7,81
| 14,87
| 1,91
| | ШХ15
| 7,8
| 15,86
| 2,03
| | 12ХНЗА
| 7,88
| 16,02
| 2,03
| | 30Х10Г10
| 8,0
| 16,33
| 2,0
| | 5ХНМ
| 7,8
| 17,28
| 2,20
| | ЗОХГСА
| 7,85
| 17,27
| 2,20
| | ЗОХГСНА
| 7,74
| 17,09
| 2,20
| | Х16Н6
| 7,8
| 15,99
| 2,05
| | 38ХМЮА
| 7,71
| 16,96
| 2,20
| | Т15Х6
| 11,0
| 16,83
| 1,53
| | Т15Х10
| 12,2
| 17,81
| 1,46
| | ВК2
| 15,2
| 18,10
| 1,19
| | В КЗ
| 15,15
| 18,10
| 1,19
| | ВК4
| 15,0
| 18,10
| 1,21
| | В К6
| 14,85
| 18,10
| 1,22
| | ВК8
| 14,35
| 18,60
| 1,29
| | BKI0
| 14,4
| 18,20
| 1,26
| | BKI5
| 14,0
| 18,20
| 1,30
| | ВК20
| 13,55
| 18,20
| 1,34
| | ВК25
| 13,15
| 18,20
| 1,38
| | ОТ4
| 4,55
| 12,03
| 2,60
| | ВТЗ-1
| 4,5
| 9,72
| 2,10
| | ВТ5-Л
| 4,4
| 9,67
| 2,20
| | ВТ8
| 4,5
| 9,48
| 2,10
| | ВТ9
| 4,5
| 9,48
| 2,10
| | ВТ16
| 4,68
| 10,53
| 2,30
| | ВТ20
| 4,45
| 9,75
| 2,20
| | ВТ22
| 4,5
| 10,19
| 2,20
| | ЦАМ
| 63
| 16,36
| 2,59
|
Приложение 5. Параметры обрабатываемости сталей и сплавов при использовании различных электролитов
| Материал
| Коэффициент выхода металла по току, ηа
| Удельный съем металла, мм3/(А·ч)
| Энергоемкость электрохимического растворения, кВт·ч/кг
| | 25% NaCl
| 30% NaNO3
| 15% Na2SO4
| 25% NaCl
| 30% NaNO3
| 15% Na2SO4
| 25% NaCl
| 30% NaNO3
| 15% Na2SO4
| | Железо Армко
| 0,86
| 0,056
| 0,086
| 114,3
| 7,5
| 11,4
| 17,0
| 166,0
| 130,0
| | Чугун легированный
| 0,36
| —
| —
| 46,0
| —
| —
| 36,9
| —
| —
| | Стали:
45
| 0,775
| 0,60
| 0,086
| 103,5
| 80,1
| 11,4
| 11,1
| 14,2
| 143,0
| | 40Х (закаленная)
| 0,97
| —
| —
| 123,0
| —
| —
| 11,9
| —
| —
| | 40Х (незакаленная)
| 0,905
| —
| —
| 120,0
| —
| —
| 12,5
| —
| —
| | 12ХГНЗ (закаленная)
| 0,92
| 0,403
| 0,056
| 122,0
| 53,6
| 7,5
| 9,4
| 21,4
| 210,0
| | 12ХГНЗ (незакаленная)
| 0,687
| 0,486
| 0,056
| 91,5
| 11,4
| 7,5
| 12,5
| 100,0
| 212,0
| | У10 (закаленная)
| 0,86
| 0,377
| 0,056
| 114,3
| 50,2
| 7,5
| 7,0
| 23,0
| 253,0
| | У10 (незакаленная)
| 0,775
| 0,257
| 0,086
| 103,5
| 34,2
| 11,4
| 7,4
| 32,7
| 200,0
| | 12Х18Н9Т
| 0,61
| —
| —
| 72,3
| —
| —
| 21,0
| —
| —
| | 30Х10П0
| 0,73
| 0,48
| 0,147
| 95,0
| 63,0
| 1,9
| 24,0
| 28,2
| 115,0
| | ШХ15 (закаленная)
| 0,92
| 0,32
| 0,086
| 122,0
| 42,5
| 11,4
| 6,25
| 26,0
| 223,0
| | 5ХНВ (закаленная)
| 0,98
| 0,68
| 0,078
| 132,0
| 91,0
| 11,0
| 11,7
| 17,2
| 143,0
| | 5ХНВ (незакаленная)
| 0,602
| 0,65
| 0,075
| 79,0
| 87,0
| 10,0
| 19,1
| 17,9
| 152,0
| | 35ХГС (закаленная)
| 0,995
| 0,87
| 0,116
| 140,0
| 114,0
| 15,0
| 11,7
| 13,7
| 100,0
| | 35ХГС (закаленная)
| 0,92
| 0,73
| 0,111
| 124,0
| 97,5
| 14,5
| 12,2
| 15,3
| 102,0
| | 7Х3 (закаленная)
| 0,96
| 0,50
| 0,082
| 134,0
| 72,0
| 10,0
| 11,7
| 23,0
| 134
| | Материал
| Коэффициент выхода металла по току, ηа
| Удельный съем металла, мм3/(А·ч)
| Энергоемкость электрохимического растворения, кВт·ч/кг
| | 25% NaCl
| 30% NaNO3
| 15% Na2SO4
| 25% NaCl
| 30% NaNO3
| 15% Na2SO4
| 25% NaCl
| 30% NaNO3
| 15% Na2SO4
| | 7Х3 (незакаленная)
| 0,96
| 0,50
| 0,079
| 134,0
| 72,0
| 11,0
| 11,7
| 23,0
| 135
| | 3Х2В8
(закаленная)
| 0,99
| 0,66
| 0,086
| 121,0
| 80,0
| 11,0
| 11,5
| 17,5
| 129
| | 3Х2В8
(незакаленная)
| 0,655
| 0,56
| 0,083
| 80,0
| 69,0
| 10,0
| 17,4
| 22,0
| 136
| | ЭИ958
(закаленная)
| 0,99
| 0,723
| 0,095
| 130,0
| 94,5
| 13,0
| 11,0
| 15,4
| 120
| | ЭИ958
(незакаленная)
| 0,973
| 0,67
| 0,09
| 127,0
| 87,5
| 11,0
| 11,8
| 16,5
| 125
| | ХН62ВНКЮ
(ЭИ867)
| 0,71
| 0,94
| 1,05
| 92,0
| 122,7
| 136,3
| 8,6
| 7,4
| 20
| | Никель
| 0,96
| 0,11
| 0,083
| 119,2
| 13,6
| 10,3
| 6,7
| 70,0
| 123
| | ЖС6КП
| 0,71
| —
| —
| 83,0
| —
| —
| 11,0
| —
| —
| | ЭИ617
| 0,73
| 0,76
| 0,86
| 95,5
| 98,9
| 105,7
| 8,3
| 9,2
| 15
| | Медь
| 0,98
| 0,66
| 0,61
| 195,0
| 131,0
| 121,0
| 8,5
| 6,4
| 23
| | БрОЦС-6-6-3
| 0,85
| 0,50
| 0,40
| 235,0
| 134,0
| 107,8
| 8,6
| 6,3
| 12,5
| | Латунь Л62
| 0,835
| 0,63
| 0,645
| 191,5
| 144,5
| 147,9
| 11,0
| 6,6
|
| | Алюминий
| 1,12
| 1,17
| 0,093
| 139,5
| 145,0
| 11,1
| 16,0
| 20,1
| 676,0
| | АК4
| 1,34
| 1,34
| 0,192
| 156,1
| 156,1
| 22,3
| 14,4
| 18,9
| 380,0
| | АМц
| 1,24
| 1,15
| 0,091
| 156,1
| 145,0
| 11,15
| —
| —
| —
| | ВД17
| 1,66
| 1,36
| 0,029
| 189,8
| 156,1
| 3,3
| 11,8
| 19,7
| 2670
| | Цинк
| 1,01
| 1,21
| 0,79
| 172,0
| 206,0
| 134,4
| 4,0
| 6,0
| 27
| | ЦАМ4
| 1,15
| 1,46
| 0,87
| 155,8
| 197,8
| 117,8
| 5,3
| 6,0
| 16,5
| | Олово
| 0,97
| 1,18
| 0,87
| 297,0
| 362,0
| 264,0
| 2,7
| 2,8
| 10,4
| | Свинец
| 0,22
| 0,56
| 0,016
| 74,1
| 190,0
| 5,3
| 25,4
| 3,7
| 350
| | Кобальт
| 0,96
| —
| —
| 117,0
| —
| —
| 9,7
|
|
| | ВТ8
| 0,78
| 0,78
| 0,002
| 100,0
| 100,0
| 0,33
| 21,6
| 33,0
| 1600
| | ВТ3-1
| 0,78
| 0,725
| 0,001
| 100,0
| 93,5
| 0,20
| 21,4
| 36,0
| 2700
| | Вольфрам
| —
| 0,96 *
| —
| —
| 57,0 *
| —
| —
| 79,5 *
| —
| | Молибден
| 0,10
| 0,46*
| 0,47 **
| 11,7
| 55,0*
| 56,0 **
| 33,0
| 83,0*
| 167,0*
| | *Электролит— 10 %-ный NaOH; ** Электролит— 10 %-ный KNO3; 2 %-ный NaF и 0,5 %-ный NaNO2.
|
Приложение 6. Основные технические характеристики универсальных копировально-прошивочных станков для ЭХО
| Модель
| Размеры
поверхности стола, мм
| Максимальная площадь обработки, см2
| Максимальная производительность, мм3/мин
| I, А
| Точность обработки, мм
| Площадь, занимаемая станком и комплектующими, м3
| | 4420ФЦ 4421 4421ФЦ 4422 4А423ФЦ 4424
| 200X320 320X400 320X400 250X400 400X630 630X1000
| 15
75
80
150
300
600
| 600
3200
3200
6500
6000
40000
| 320
1600
1600
3200
3200
12500-25000
| 0,02—0,05 0,05—0,15 0,03—0,08 0,05—0,3
0,04 — 0,1
0,1—0,02
| 5,4
12,8
15
19
22
50
| | СЭП-902П
| 400X450
| 18
|
| 0,02—0,05
| 5
|
1. Назовите основные преимущества ЭХ и ЭФ методов перед механической обработкой
a) Выше производительность
b) Ниже энергоемкость
c) Ниже себестоимость
d) Отсутствуют нагрузки
2. Каковы силовые нагрузки при использовании ЭХ и ЭФ методов:
a) Высокие нагрузки
b) Низкие нагрузки
c) Отсутствуют или очень малы
3. Какие свойства материала детали вызывают сложности при механической обработке и требуют применения ЭФ и ЭХ методов?
a) Твердость
b) Пластичность
c) Хрупкость
d) Износостойкость
4. Что такое электроэрозионная обработка?
a) Обработка зернами абразива
b) Растворение в среде электролита
c) Плавление при прохождении постоянного тока
d) Разрушение под действием электрических разрядов
5. Как различается ЭЭО по длительности импульса?
a) Низкоимпульсная и высокоимпульсная обработка
b) Импульсная и искровая обработка
c) Короткоимпульсная и длинноимпульсная обработка
6. Какая рабочая среда используется при ЭЭО?
a) Диэлектрик
b) Электролит
c) Вода
d) Щелочь
7. Чем определяется шероховатость поверхности при ЭЭО?
a) Силой тока
b) Глубиной лунок
c) Степенью перекрытия лунок
d) Температурой рабочей среды
8. В поверхностном слое при ЭЭО возможно появление:
a) Трещин
b) Углерода
c) Частиц материала электрода-инструмента
9. Какие факторы влияют на производительность при ЭЭО?
a) Твердость материала заготовки
b) Энергия импульса тока
c) Длительность импульса тока
d) Температура рабочей среды
10. По конструкции электроды-инструменты бывают:
a) Прутки
b) Втулки
c) Стержни
d) Трубки
e) Кольца
11. Какие продукты выделяются в ходе реакций при ЭХО?
a) Углерод
b) Кислород
c) Водород
d) Щелочь
12. Какая рабочая среда используется при ЭХО?
a) Диэлектрик
b) Электролит
c) Вода
d) Щелочь
13. Чем определяется скорость анодного растворения при ЭХО:
a) Плотностью материала
b) Электрохимическим эквивалентом
c) Массой заготовки
d) Прочностью материала заготовки
14. Какое явление наблюдается при ЭХО:
a) Консервация поверхности
b) Активация поверхности
c) Концентрация поверхности
d) Пассивация поверхности
15. Для удаления оксидной пленки при ЭХО применяют:
a) Ионы брома и йода
b) Нагрев рабочей среды
c) Ионы кислорода и водорода
d) Покрытие диэлектриком
16. Для локализации процесса анодного растворения применяют:
a) Обработка зернами абразива
b) Электролиты малой концентрации
c) Покрытие диэлектриком
d) Нагрев электролита
17. Какие материалы применяют для изготовления электродов-инструментов ЭХО?
a) Медь и ее сплавы
b) Чугун
c) Углеродистая сталь
d) Титановые сплавы
|




