Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Материалы и конструкции сборных обделок кругового очертания
Материалы сборных обделок кругового очертания и требования к ним. Сборные тоннельные обделки, широко применяющиеся при щитовом способе сооружения тоннелей, обеспечивают возможность индустриализации и комплексной механизации ведущих производственных процессов, а следовательно, повышения качества и сокращения сроков сооружения при постоянном снижении стоимости строительства. На сегодняшний день запроектированы унифицированные конструкции, отличающиеся рациональным использованием материала и экономичностью. К сборным тоннельным обделкам предъявляют следующие основные требования. Обделка должна обладать достаточной устойчивостью и прочностью для восприятия постоянных и временных нагрузок, включая давление щитовых домкратов. Кроме того, обделка должна быть водонепроницаемой и долговечной, а ее элементы — взаимозаменяемыми. Сборка обделки должна быть безопасной, по возможности простой и быстро осуществляемой операцией. Сборные обделки чаще всего имеют круговое поперечное сечение, что объясняется конструктивными и производственными причинами. Круговое очертание обделки, находящейся в условиях всестороннего давления, обеспечивает ее рациональную работу, однотипность элементов, а также позволяет поворачивать кольца обделки вокруг продольной оси тоннеля и применять механизированные щиты. Различают сборные обделки двух видов: 1) обделка, вступающая в работу в качестве несущей конструкции сразу после сборки; 2) первичная обделка, используемая для крепления выработки, но требующая укладки впоследствии вторичной, внутренней обделки. Между двумя последними помещают гидроизоляционный материал. Вторичная обделка в зависимости от значения, придаваемого первичной обделке в общей конструкции, может служить лишь оболочкой для поддержания гидроизоляции или быть основной несущей конструкцией, имеющей наружную гидроизоляцию, защищенную первичной обделкой. В качестве материала для сборных обделок применяют бетон, железобетон, чугун и сталь. Исследуются новые материалы — полимербетон и литые каменные породы. Выбор материала зависит от инженерно-геологических условий расположения тоннеля и его назначения (транспортный или гидротехнический).
Тоннели относятся к наиболее дорогим и сложным сооружениям в транспортном строительстве. Затраты на материалы достигают 50% общей стоимости сооружения, поэтому замене металла в тоннелестроении другими материалами придается большое значение. Однако металлические обделки наиболее полно отвечают предъявляемым к сборным обделкам требованиям и имеют еще достаточно широкое применение в тяжелых гидрогеологических условиях, поэтому целесообразно начать с них изучение особенностей сборных тоннельных обделок. Сборные металлические тоннельные обделки: Обделка из чугунных тюбингов. В тоннелестроении наиболее широко применяется серый чугун марки СЧ21-40, обладающий достаточно высокой устойчивостью против коррозии. Прочность такого чугуна характеризуется величинами сопротивления на растяжение и сжатие: R р = 21 кгс/мм2 и R и = 40 кгс/мм2. Так как сопротивление чугуна растяжению сравнительно невелико, размеры элементов обделки подбирают с неполным использованием прочности чугуна на сжатие.
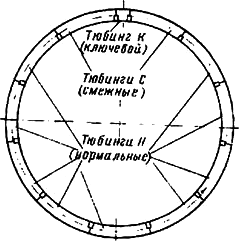
Рисунок 6.1 Схема разбивки кольца чугунной обделки на элементы При необходимости может быть применен так называемый модифицированный чугун марок МСЧ (28—38)—(90—120). Механические свойства модифицированного чугуна повышаются благодаря применению графитизирующих присадок в жидкий чугун, создающих мелкозернистую структуру. В качестве присадок используют ферросилиций в количестве 0,1—0,6%. Конструкция чугунной обделки. Чугунная обделка тоннелей представляет собой цилиндрическую трубу, состоящую из последовательно собираемых колец одинакового типа и размера. Каждое кольцо состоит из сегментов коробчатого сечения — тюбингов, сболчиваемых между собой и со смежными кольцами. Разбивку кольца обделки на составные элементы (тюбинги) в основном подчиняют удобству сборки и перемещения. Поэтому в составе кольца (рисунок 6.2) предусматривают один верхний тюбинг клиновидной формы (ключевой К), два тюбинга, смежных с верхним, промежуточной формы (смежные С) и остальные стандартной формы (нормальные Н) с бортами, направленными радиально. Основные размеры тюбингов устанавливают исходя из конструктивно-производственных соображений. Механизированная формовка опок для отливки возможна при наибольшей длине тюбинга 200 см. Этот размер ограничивает до 160—190 см с тем, чтобы вес одного элемента не превышал 1,0—1,5 т, что позволяет производить монтаж обделки обычными средствами.
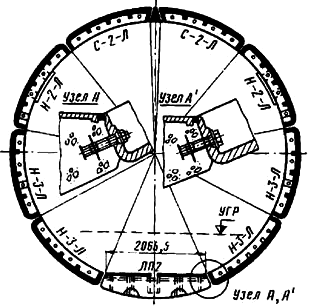
Ширину тюбингов определяют главным образом в зависимости от устойчивости пересекаемых пород и размеров поперечного сечения тоннеля. Так, например, для тоннелей метрополитенов нижний предел ширины кольца тюбингов составляет 50 см, верхний — 100 см. Чем устойчивее порода и меньше диаметр выработки, тем больше может быть ширина кольца тюбингов. Это объясняется условиями безопасности проходческих работ в забое щита. Общее направление современного проектирования — увеличение длины тюбинга, ширины кольца обделки и изменение формы лоткового элемента, что приводит к уменьшению протяжения стыков, количества болтов и операций по сборке и очистке лотка, приходящихся на 1 пог. м тоннеля. В соответствии с этим видоизменяются конструктивные формы обделки, режимы работ и механовооруженность проходческих щитов. Для уменьшения трудоемкости и стоимости работ по очистке лотка от породы создана обделка кругового очертания с плоским лотком. Кольцо внешним диаметром 5,1 м с плоским лотком из тюбингов (рисунок 7.2) состоит из лоткового блока ЛП2 с плоской поверхностью, четырех тюбингов Н-3-Л, трех тюбингов Н-2-Л, двух тюбингов С-2-Л и одной замковой клиновидной прокладки. Лотковый блок выполнен из железобетона. Его плоская поверхность покрыта двумя чугунными ребристыми плитами, служащими гидроизоляцией блока. Эти плиты, связанные анкерами с арматурным каркасом блока, во всех сопряжениях образуют чеканочные канавки для гидроизоляции швов. Такой железобетонный блок по водонепроницаемости равноценен чугунному тюбингу.
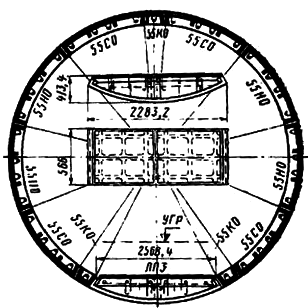
Рисунок 6.2 Схема кольца чугунной обделки с плоским лотком В центре лоткового блока имеется отверстие переменного сечения для крепления захвата тюбингоукладчика, а также для нагнетания за обделку. Крепление лоткового блока к радиальным торцам примыкающих тюбингов — болтовое. Обделка такого типа предусмотрена для участков тоннелей метрополитена, проходимых без щита, так как при замыкании кольца по условиям монтажа необходимо несколько приподнимать торец одного смежного тюбинга. Для условий щитовой проходки создана чугунная обделка диаметром 5,2 м с плоским лотком. Конструкция этой обделки позволяет замыкать кольцо изнутри (рисунок 6.3). В составе кольца, помимо плоского лоткового блока, конструкция которого такая же, как в ранее описанной обделке, предусмотрены три тюбинга ключевых, четыре тюбинга нормальных, четыре тюбинга смежных. В обделках обоих типов кольца комплектуются из обычных стандартных тюбингов; плоский лотковый блок необходимо выполнять с высокой степенью точности. При увеличении ширины тюбинга целесообразно дополнительно вводить промежуточное кольцевое ребро. Трехреберный тюбинг шириной 100 см обладает при меньшем весе повышенной прочностью и жесткостью.
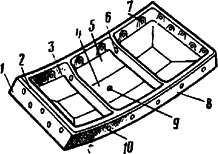
Рисунок 6.3 Схема кольца чугунной обделки с плоским лотком и тремя ключевыми тюбингами Тюбинг (рисунок 6.4) представляет собой литое изделие, имеющее плиту-оболочку с цилиндрической поверхностью, обращенной к породе, четыре борта, окаймляющих оболочку и направленных внутрь тоннеля. Эти борта служат для соединения отдельных тюбингов в кольца и целых колец между собой. Кроме того, борта придают оболочке и обделке в целом необходимую жесткость. Борта, параллельные продольной оси тоннеля, называются продольными, или радиальными, а перпендикулярные к оси тоннеля носят название поперечных, или круговых.
Рисунок 6.4 Общий вид тюбинга Продольные борта служат для соединения отдельных тюбингов в кольцо, а поперечные — для соединения колец между собой. Все борта имеют одинаковую форму и размеры поперечного сечения; для обеспечения плотного взаимного примыкания и повышения водонепроницаемости их наружные поверхности подвергают механической обработке и снабжают фальцами. При сборке двух, соприкасающихся тюбингов эти фальцы образуют желобок, предназначенный для зачеканки стыков. Основной параметр тюбинга, определяющий размер выработки — высоту борта h б, назначают в зависимости от внутреннего диаметра обделки D вн. В устойчивых водоносных породах предварительно можно принять h б = (0,02—0,03) D вн; для неустойчивых пород 0,04 D вн. Оболочке тюбинга, рассчитываемой с учетом ее кривизны на растяжение и сжатие при разных сочетаниях внешних нагрузок, обычно придают переменное сечение. Минимальная толщина оболочки по условиям долговечности и процесса чугунного литья 18—20 мм. В оболочке каждого тюбинга имеется нарезное отверстие диаметром до 60 мм для нагнетания раствора, закрываемое металлической пробкой. С целью повышения жесткости колец обделки, особенно в монтажный период, когда обделка деформируется под действием собственного веса, применяют перевязку продольных стыков: смещают каждое кольцо на два болтовых отверстия с таким расчетом, чтобы тюбинги двух соседних колец выполняли роль накладок. Все тюбинги и кольца соединяют стальными болтами диаметром 20— 45 мм. Болтовые отверстия в поперечных бортах располагают в один ряд по средней линии с одинаковым шагом, что обеспечивает взаимозаменяемость тюбингов, длина которых кратна шагу отверстий, и возможность сболчивания соседних колец при любом их взаимном расположении, т.е. позволяет осуществить в необходимых случаях перевязку продольных швов. Болты, устанавливаемые в поперечных бортах, выполняют роль монтажных соединений, вступающих в работу лишь при значительном прогибе всего тоннеля как балки на упругом основании.
Болты в продольных бортах, являющиеся рабочими, располагают в два ряда в шахматном порядке, чтобы не допустить раскрытия швов внутрь и наружу кольца под действием изгибающих моментов переменного знака. Чтобы уменьшить величину последних, болты располагают в один ряд. Для облегчения сборки диаметры болтовых отверстий принимают на 3—4 мм больше диаметра болтов. Вопросы для текущего контроля и зачёта. 1. Какие основные требования предъявляют к сборным тоннельным обделкам? 2. Как может использоваться вторичная обделка? 3. Что влияет на выбор размера элемента сборной обделки из тюбингов? 4. Перечислите основные виды тюбинга 5. Для чего применяется тюбинг клиновидной формы? 6. В чём отличие тюбингового крепления при проходке без использования щита от щитовой проходки? 7. Дайте определение термину – тюбинг 8. Для чего применяют перевязку продольных стыков тюбинговой обделки? 9. Для какой цели в середине тюбинга имеется нарезное отверстие? Лекция №7
|
||||||||
|
|
Последнее изменение этой страницы: 2017-02-19; просмотров: 734; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.187.121 (0.02 с.) |