Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектування і розрахунок спеціальних затискуючих установчих пристосувань для металорізальних верстатівСтр 1 из 2Следующая ⇒
ПРОЕКТУВАННЯ І РОЗРАХУНОК СПЕЦІАЛЬНИХ ЗАТИСКУЮЧИХ УСТАНОВЧИХ ПРИСТОСУВАНЬ ДЛЯ МЕТАЛОРІЗАЛЬНИХ ВЕРСТАТІВ Перелік тем для виконання курсового та дипломного проекту З дисципліни «ТЕХНОЛОГІЧНЕ ОСНАЩЕННЯ»
Методичні вказівки Частина 3 5.05050302.02 МВ
Полтава – 2016 рік Міністерство освіти і науки України Національного технічного університету «Харківський політехнічний інститут» Циклова комісія дисциплін технології машинобудування і обробки матеріалів
ПРОЕКТУВАННЯ І РОЗРАХУНОК СПЕЦІАЛЬНИХ ЗАТИСКУЮЧИХ УСТАНОВЧИХ ПРИСТОСУВАНЬ ДЛЯ МЕТАЛОРІЗАЛЬНИХ ВЕРСТАТІВ Перелік тем для виконання курсового та дипломного проекту З дисципліни «ТЕХНОЛОГІЧНЕ ОСНАЩЕННЯ»
Методичні вказівки Частина 3 5.05050302.02 МВ
Полтава – 2016 рік ЗМІСТ Передмова……………………………………………………………………..4 1 Пристосування токарні, для розточування……………………………….5 1.1 Для заготовок типу корпус…………………………… ………………..5 1.2 Для заготовок типу втулка………………………………………………9 2 Пристосування свердлильні………………………………………………25 3 Пристосування фрезерні ………………………………………………….33 3.1 Для заготовок типу вал…………………………………………………33 3.2 Для заготовок типу втулка……………………………………………..69 3.3 Для заготовок типу корпус…………………………………………….80 4 Пристосування для зубофрезерної операції……………………............109 5 Пристосування різні……………………………………………………..113 Передмова Технічний прогрес потребує безперервного вдосконалення і розробки нових машин. При підготовці виробництва до випуску нових машин ставляться вимоги максимального скорочення строків і зменшення собівартості технологічної підготовки виробництва (ТПВ). Основним завданням при підготовці виробництва є розробка і втілення більш прогресивних способів проектування і виготовлення технологічної оснастки, яка складає до 80% трудомісткості і до 90% тривалості ТПВ. В нашій державі втілена в виробництво єдина система технологічної підготовки виробництва (ЄСТПВ) – вона є важливим заходом по підвищенню ефективності нових методів проектування і виготовлення технологічної оснастки; встановлює єдиний порядок розробки технологічної документації і типового технологічного процесу, а також стандартизує технічну оснастку.
Для конструкторів і технологів розроблені рекомендації по проектуванню пристосувань. Підготовка виробництва представляє собою комплекс конструкторських, технологічних, матеріально-економічних робіт, які направлені на досягнення високої ефективності виробничих процесів. Технологічне забезпечення виробництва сприяє досягненню високих показників по технологічності і якості нових виробів на етапі проектуванні, та підвищенню рівня виробництва. Появляються нові вимоги до професіональної освіти і перепідготовці кадрів, в тому числі і до техніків машинобудівників. Тому предмет «Технологічне оснащення» допоможе студенту в повному обсязі оволодіти загальними і спеціальними знаннями, допоможе правильно відображати технічну думку на кресленні, схемі т.д. При укладанні переліку тем до курсового проекту систематизовані та згруповані більша кількість матеріалу, одержаних з досвіду роботи ведучих технологів заводів Полтави та підручника Базрова Б.М., Сорокіна А.И. «Альбом по проектуванню пристосування». Практика навчання показує, що при проектуванні пристосувань студенти відчувають труднощі при складанні технічних вимог на пристосування і визначення схеми базування об'єкта. Найбільша кількість помилок зустрічається при складанні схеми діючих сил і визначенні сил затиску. Тому опис кожного пристосування супроводжується схемою базування і закріплення об'єкта технічними вимогами на розташування настановних елементів. Добуті знання будуть базою для прийняття і застосування на виробництві нових технологічних процесів, розробки налагоджувальних систем, випровадження прогресивного металорізального обладнання, гнучких виробничих систем, верстатів з ЧПК (числове програмне керування), верстатних пристосувань, інструментів, контрольно вимірювальної техніки і тощо. Все це допоможе приймати участь і вирішувати задачі для підвищення технічного рівня, якості виготовлення виробу і росту виробництва в нашій Україні.
Для заготовок типу корпус ТЕМА №1 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ЗАГОТОВКИ КАРТЕРА РЕАЛЬНИМИ ПОВЕРХНЯМИ І ЦЕНТРОМ СИМЕТРІЇ КОНІЧНОЇ ВНУТРІШНЬОЇ ПОВЕРХНІ
Рисунок 1-Заготовка «КАРТЕР»
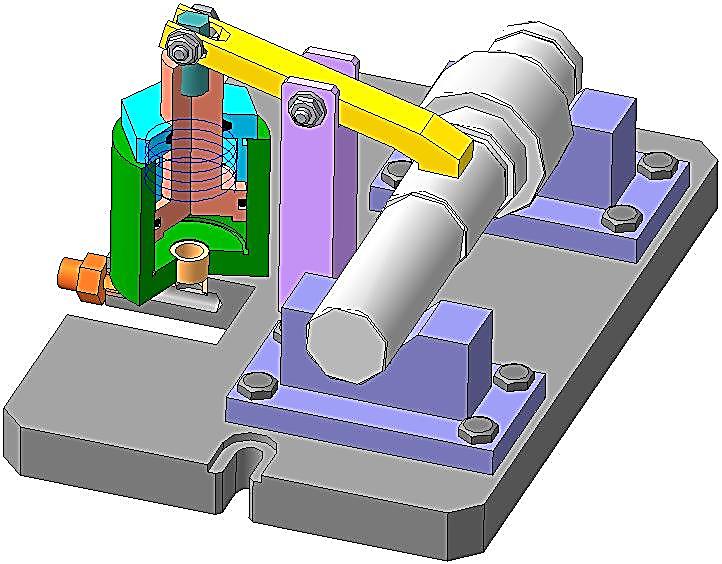
У пристосуванні (рисунок 2) заготовка спирається настановною базою на три настановні сегментні пластини 1, розташовані по колу (опорні точки 1,2,3 на рисунку 1); подвійною опорною базою - на підпружинений конус 2 (опорні точки 4, 5); опорною базою - на нерухому опору 3 ( опорна точка 6). Затиск заготовки здійснюється за допомогою трьох прихватів 6, кінематично пов'язаних з пневмоприводом і розташованих по колу, забезпечуючи додаток сил затиску по нормалі до опорних пластин. Пристосування забезпечене пристроями 8, для напряму ріжучого інструменту при розточуванні отворів. Заготовка встановлюється на опорні сегментні пластини 1 і входить в контакт з підпружиненим конусом 2, який поворотом навколо осі підводить заготівку до опорного елементу 3. На поверхню торця верхнього патрубка картера встановлюється вилка 4,і включається пневмосистема затиску заготовки. Стисле повітря поступає у верхню порожнину циліндра 5, і відбувається затиск трьома прихватами 6. Знімання заготовки здійснюється після розтискання і поворотів прихватів за допомогою рукояток 7. Для заготовок типу втулка ТЕМА № 3 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ЗАГОТОВКИ ПЛОЩИНОЮ І ВНУТРІШНЬОЇ ЦИЛІНДРОВОЇ ПОВЕРХНЕЮ Пристосування застосовується при розточуванні отворів на токарному верстаті і призначене для базування заготовки (рисунок 5) площиною (настановна база; опорні точки 1,2,3), внутрішньою циліндричною поверхнею (подвійна опорна база; опорні точки 4, 5) і для закріплення одночасно силами Р1, і Р2, направленими по нормалі до настановної бази.
Рисунок 5 – Заготовка «Втулка» Після закріплення положення заготовки фіксується по опорній прихованій базі за допомогою сил тертя (опорна точка 6на рисунку 5). Заготовку встановлюють отвором на циліндричну оправку 1 і доводять до контакту з опорною пластиною 2. Утримуючи заготівку в цьому положенні, включають кран пневмосистема (на кресленні не показаний). Під дією тиску повітря тяга 3 рухається вліво, і за допомогою плеча 4 і прихватів 5 і 6 відбувається закріплення заготовки. При непаралельних торцях заготівки прихвати 5 і 6 пов'язані з тягою 3 через рухоме плече 4. У пристосуванні (рисунок 6) заготовка опирається настановною базою на опорну пластину 2 (опорні точки 1, 2, 3 на рисунку 5) і подвійною опорною базою - на коротку жорстку циліндричну оправку 1 (опорні точки 4, 5). Закріплення заготовки здійснюється за допомогою Г-образних прихватів 5 і 6, сполучених з тягою пневмоприводу 7 (сили Р1 і Р2). Для знімання заготовки перемикають кран пневмосистеми і відводять прихвати 5 і 6 від заготовки. Пристосування закріплюється на верстаті за допомогою фланця 8 і кріпильних елементів 9.
ПРИСТОСУВАННЯ СВЕРДЛИЛЬНІ ТЕМА №11 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ ПРИЗМАТИЧНИХ ЗАГОТОВОК ТРЬОМА ПЛОСКИМИ ЗОВНІШНІМИ ПОВЕРХНЯМИ Пристосування застосовується при свердленні отворів і призначене для базування заготовки (рисунок 23) трьома реальними площинами: настановною базою (опорні точки 1, 2, 3),направляючою базою (опорні точки 4, 5) і опорною базою (опорна точка 6).Силове замикання здійснюється силою Р1, направленої по нормалі до настановної бази.
Рисунок 23 – Заготовка «Призма»
Пристосування (рисунок 24) містить корпус 4,настановні планки 1, 2 і 3,кондукторну плиту 5,кондукторну втулку 6, п'яту 7, шток 8 і пневмоциліндр 9. У пристосуванні заготовка встановлюється на установчу базу (опорні точки 1,2,3 на рисунку 23), підводиться до направляючої бази (опорні точки 4, 5на рисунку 23)і спирається на опорну базу (опорна точка 6 на рисунку 23). Після установки здійснюється притиск заготовки до настановної бази п'ятою, закріпленої на кінці штока пневмоциліндру. При включенні пневмосистеми шток з п'ятою переміщається і притискує заготовку. Зняття заготовки здійснюється після розтиску і відводу штока з п'ятою вправо. Встановлення пристосування на верстаті забезпечується настановними шпонками 9 і кріпильними елементами 10, які заходять в спеціальні пази на столі верстата.
ПРОЕКТУВАННЯ І РОЗРАХУНОК СПЕЦІАЛЬНИХ ЗАТИСКУЮЧИХ УСТАНОВЧИХ ПРИСТОСУВАНЬ ДЛЯ МЕТАЛОРІЗАЛЬНИХ ВЕРСТАТІВ
|
|||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 341; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.222.12 (0.014 с.) |