Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Результаты измерений и расчетов оформляют в отчет по лабораторной работе ⇐ ПредыдущаяСтр 2 из 2
(Приложение 1)
Контрольные вопросы
1. Как будут выглядеть нониусные шкалы (количество делений и цена деления основной шкалы 0,5, отсчет по нониусу 0,02 мм, цена деления основной шкалы 1,5, отсчет по нониусу 0,03 мм, цена деления основной шкалы 1,0, отсчет по нониусу 0,05 мм. 2. Можно ли убедиться в том (и если можно, то как), что при 3. Можно ли при измерении штантенинструментом пользоваться 4. Как проверить инструмент? (Проверка нулевого положения 5. Можно ли штангенциркулем с отсчетом по нониусу 0,05мм 6. Покажите на штангенинструменте величину 0,1; 0,05; 0,04. 7. Можно ли на штангенциркуле с отсчетом по нониусу 0,05 мм 8. При смыкании губок штангенциркуля получился отсчет 0,1 мм.
Лабораторная работа № 2. МИКРОМЕТРИЧЕСКИЙ ИНСТРУМЕНТ
Цель работы - изучить устройство и работу микрометра. Оценить точность средств измерений и результатов измерений. Общие положения Микрометрический инструмент применяется для измерения наружных и внутренних размеров с точностью 0,01 или 0,002 мм. К этому типу инструмента относятся гладкие и рычажные микрометры, нутромеры, глубиномеры и другие специальные приборы. В основе всех этих инструментов лежит пара винт-гайка с шагом 0,5 мм, изготовленная с высокой точностью. Для обеспечения необходимой точности измерений (0,01 мм) предел измерения инструмента не превышает 25 мм. Если ход микровинта инструмента будет более 25 мм, то при этом будет трудно обеспечить его перемещение с погрешностью менее 0,01 мм, то есть погрешность инструмента может оказаться более 0,01 мм, что недопустимо. Описание средств измерений
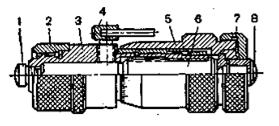
Принципиальная схема устройства микрометра и микрометрической головки приведена на рис. 6. Он состоит из стальной скобы 1, с одной стороны которой имеется неподвижная пятка 2, а с другой - стебель 5 с закрепленной в нем гильзой 6.
Гладкий микрометр Микрометры предназначены для наружных измерений. Изготовляются с диапазонами измерений 0... 25, 25... 50, 50... 75 и т. д. до 300 мм. Конструктивно они мало чем отличаются друг от друга. Различие лишь в габаритных размерах, устройствах трещоток и в соединениях барабана с микровинтом. Разновидностью микрометра является штрихмас, служащий для измерения отверстий диаметром более 50 мм (рис. 8).
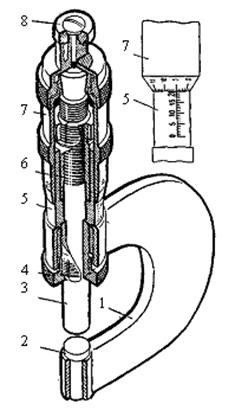
Рис.8. Микрометрический штрихмас: 1 и 8 – измерительные наконечники, 2 – гайка; 3 – стебель; 4 – стопорный винт; 5 – барабан; 6 – микрометрический винт; 7 – установочная гайка На наружную резьбу стебля 3, защищенную гайкой 2, навертываются удлинители, предназначенные для увеличения пределов измерений. Методика выполнения работы Независимо от исполнения порядок проверки, настройки и работы микрометра остаются одинаковыми. Для быстрого (холостого) вращения барабана обычно пользуются накатными кольцами, имеющимися на барабане. При настройке микрометра и при работе барабан необходимо вращать только за трещотку 8 (рис. 6), которая ограничивает крутящий момент на винте 3 и тем самым создает измерительное усилие 1...2 Н. При нарушении этого требования измерительное усилие может оказаться больше или меньше положенного, что приведет к ошибкам при измерении.
Для снятия отсчета необходимо определить количество миллиметров, которое отсек обрез барабана на продольной шкале, а затем к этому размеру прибавить отсчет, снятый по круговой шкале барабана. Пример отсчета показан на рис. 2, из которого видно, что обрез барабана прошел 9 мм по верхней шкале и 0,5 мм по нижней (после 9 мм), следовательно, продольная шкала показывает 9,5 мм. На барабане 27-й штрих совпал с продольным штрихом стебля, то есть отсчет по барабану составил 0,27 мм. Следовательно, окончательный отсчет будет 9,77 мм (9,5 + 0,27 = 9,77). При снятии отсчета с продольной шкалы необходимо внимательно следить за положением обреза барабана - показывает ли он целое число миллиметров (8, 12, 18...) или же кратное 0,5 (8,5, 12,5, 18,5...).
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 625; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.125.2 (0.005 с.) |
 Основным элементом микрометрического инструмента является микрометрическая головка, с помощью которой производится проверка и настройка инструмента, измерение и снятие отсчета.
Основным элементом микрометрического инструмента является микрометрическая головка, с помощью которой производится проверка и настройка инструмента, измерение и снятие отсчета. В гильзе нарезана мелкая и точная (микрометрическая) резьба, по которой вращается микрометрический винт 3. Снаружи стебель 5 охватывается барабаном 7, соединенным с микрометрическим винтом 3.
В гильзе нарезана мелкая и точная (микрометрическая) резьба, по которой вращается микрометрический винт 3. Снаружи стебель 5 охватывается барабаном 7, соединенным с микрометрическим винтом 3.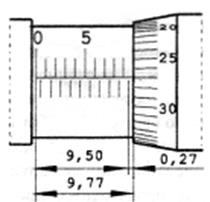 Для снятия отсчета имеются две шкалы: продольная, нанесенная на стебле 5, и круговая, нанесенная на барабане 7 (рис. 7).
Для снятия отсчета имеются две шкалы: продольная, нанесенная на стебле 5, и круговая, нанесенная на барабане 7 (рис. 7). Шкала на стебле имеет два ряда штрихов с ценой деления 1 мм в каждом ряду. Один ряд сдвинут относительно другого на 0,5 мм, следовательно, продольная шкала имеет цену деления 0,5 мм, равную шагу микрометрического винта 3. Разнесение шкал сделано для удобства снятия отсчета, так как если бы на стебле была нанесена одна шкала с ценой деления 0,5 мм, то штрихи этой шкалы находились бы близко друг от друга и правильное снятие отсчета было бы затруднительным. Круговая шкала на барабане имеет 50 делений; следовательно, поворот барабана на одно деление вызовет перемещение измерительного наконечника микрометрического винта 3 (рис.6) в осевом направлении на 0,01 мм (0,5: 50 = 0,01).
Шкала на стебле имеет два ряда штрихов с ценой деления 1 мм в каждом ряду. Один ряд сдвинут относительно другого на 0,5 мм, следовательно, продольная шкала имеет цену деления 0,5 мм, равную шагу микрометрического винта 3. Разнесение шкал сделано для удобства снятия отсчета, так как если бы на стебле была нанесена одна шкала с ценой деления 0,5 мм, то штрихи этой шкалы находились бы близко друг от друга и правильное снятие отсчета было бы затруднительным. Круговая шкала на барабане имеет 50 делений; следовательно, поворот барабана на одно деление вызовет перемещение измерительного наконечника микрометрического винта 3 (рис.6) в осевом направлении на 0,01 мм (0,5: 50 = 0,01).