Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Опис робочої зони та схеми встановлення інструментів на заданому верстаті з чпу при виконані заданої операції
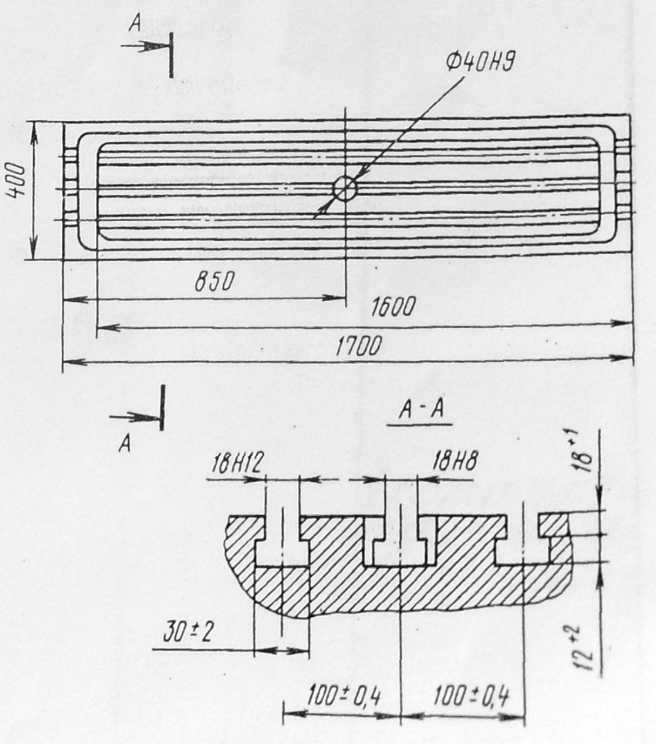
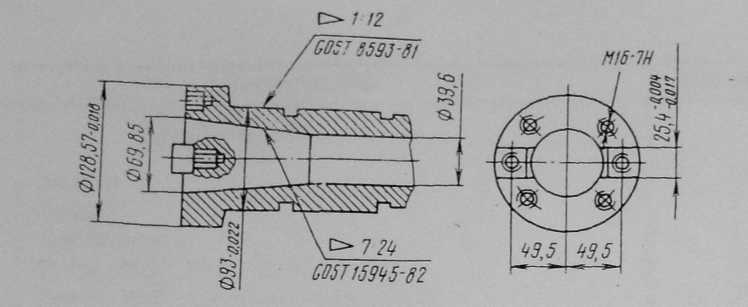
Опис робочої зони. Розміри робочої поверхні столу (рис.12.6) по ГОСТ 165-61: - довжина 1600 мм; - ширина 400 мм. Кількість Т-подібних пазів – 3. Ширина Т-подібних пазів по ГОСТ 1574-75: - центральний 18Н8 мм; - крайній 18Н12 мм. Відстань між пазами – 100 мм. Найбільше переміщення столу: - продольне (координата Х) – 1010 мм; - поперечне (координата У) – 400 мм; - вертикальне (установче) – 250 мм. Найбільше переміщення повзуна (координата Z) – 260 мм. Кінець шпинделя з конусністю 7:24 по ГОСТ 24644-81 (рис.12.7) – 50 мм. Відстань від торця шпинделя до робочой поверхні столу (рис.12.1): - найменше – 250 мм; - найбільше – 500 мм. Відстань від осі шпинделя до вертикально направляючих станини – 500 мм. Граничні розміри встановлюваної заготовки, висота – 380 мм. Граничні розміріри оброблюваних поверхонь: - ширина – 250 мм; - довжина – 850 мм; - висота – 380 мм. Максимальний діаметр інструменту мм: - фрези торцевої – 125мм; - фрези кінцевої – 40 мм; - свердла – 30 мм. Виліт інструменту від торця шпинделя не більше 250 мм.
Рис.12.1 Габарити робочої зони
Рис.12.6 Посадочні і приєднувальні позміри столу Рис.12.7 Посадочні і приєднувальні розміри кінця шпінделя
Висновок: відповідно до вище наданих матеріалів які вказують на габаритні розміри робочої поверхні (столу верстату) та лінійних переміщень консулю верстату і шпінделя з урахуванням вильотів інструментів, можна зробити висновок, що в даному робочому просторі можна безперешкодно виконати механічну обробку деталі корпус НШ32УКП-0-00-01, яка має розміри 113×61×64.
Рис.12.1 Схема встановлення інструменту: ПО – перехідна оправка, П – патрон, РИ – різальний інструмент.
Схеми встановлення інструментів. Досвід експлуатації показав, що точність обробки на верстатах з ЧПУ головним чином залежить від точності різального инструмента. Стандартний різальний інструмент, який використовується на верстатах з ЧПУ, повинен мати наступні параметри точності. Нецентричность серцевини спіральних свердел не більше 0,1 мм; їх радіальне биття не більше 0,03-0,1 мм; осьове биття різальних кромок не більше 0,04-0,08 мм; зміщення поперечної різальної кромки не більше 0,04-0,08 мм. Для можливості механізованого закріплення патрона в шпинделі верстата в різьблення хвостовика вкручують спеціальний перехідний хвостовик, конструкція якого залежить від пристрою для кріплення інструменту, вживаного в цьому верстаті. Патрони можуть застосовуватися у верстатах з автоматичною зміною інструменту, тому в корпусі патрона передбачений кільцевий паз 7, в який входить утримувач механічної руки верстата.
Креслення вузла верстату.
Креслення вузла верстату додається в альбомі технічной документації на аркуші форматом А4.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 164; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.23.214 (0.006 с.) |