
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Жесткость машиностроительных конструкций
Примеры увеличения жесткости и прочности типовых машиностроительных деталей приведены в табл. 5. Корпусные детали Главными средствами повышения жесткости корпусных деталей без существенного увеличения их массы (а иногда и с ее уменьшением) являются: скругление переходов, придание стенкам сводчатых форм, рациональное внутреннее оребрение и введение между стенками связей (предпочтительно диагональных). Жесткость корпусов можно увеличить конструктивным объединением элементов корпуса в одно целое (моноблочные конструкции). Тонкостенные конструкции В конструкциях из листового материала (оболочковых, тонкостенных профилях, резервуарах, облицовках, панелях, крышках) необходимо учитывать не только деформации, вызываемые рабочими нагрузками, но и деформации, возникающие при сварке, механической обработке, соединении и затяжке сборных элементов. Следует считаться и с возможностью случайных повреждений стенок при транспортировке, монтаже и неосторожном обращении в эксплуатации. В сильно нагруженных оболочковых конструкциях первостепенное значение имеет предупреждение потери устойчивости оболочек. Основные приемы увеличения жесткости: всемерная разгрузка от изгиба, замена напряжений изгиба напряжениями сжатия-растяжения, введение связей между участками наибольших деформаций, увеличение сечений и моментов инерции на опасных участках, введение усиливающих элементов в местах сосредоточения нагрузок и на участках перелома силового потока, применение конических и сводчатых форм.
Таблица 5
Сопротивление усталости
Детали, подвергающиеся длительной повторно-переменной нагрузке, разрушаются при напряжениях значительно меньших предела прочности материала при статическом нагружении. Это имеет большое значение для современных быстроходных машин, детали которых работают в условиях циклических нагрузок при общем числе циклов, достигающем за весь период службы машины многих миллионов. Как показывает статистика, около 80% поломок и аварий, происходящих при эксплуатации машин, вызвано усталостными явлениями. Поэтому проблема сопротивления усталости является ключевой для повышения надежности машин. Циклические нагрузки выражены наиболее явно в машинах и механизмах с поступательно-возвратным движением звеньев (поршневые машины, кулачковые механизмы). Однако и в ротативных машинах неизбежны циклические нагрузки, например, вследствие дисбаланса, радиальных и торцовых биений роторов и г. п. В редких современных машинах нет зубчатых передач, зубья которых всегда подвержены циклическим нагрузкам. Валы, работающие под нагрузкой постоянного направления (валы зубчатых, ременных и цепных передач), также подвергаются циклическому нагружению. В современных машинах статические нагрузки встречаются как исключение. В большинстве случаев нагрузки изменяются циклически с большей или меньшей частотой и амплитудой. Число циклов нагрузок, которые материал выдерживает до разрушения, зависит от максимального напряжения и интервала между крайними значениями напряжений цикла. По мере уменьшения напряжений число циклов до разрушения увеличивается и при некотором достаточно малом напряжении становится неограниченно большим. Это напряжение, называемое пределом выносливости, кладутв основу прочностного расчета деталей, подверженных циклическим нагрузкам. Предел выносливости определяют построением кривых усталости. На оси абсцисс откладывают число N циклов, на оси ординат – найденные испытанием стандартных образцов максимальные напряжения s цикла, вызывающие разрушение за время, соответствующее данному числу циклов. Разрушающее напряжение в области малых N близко к показателям статической прочности. По мере увеличения числа циклов эта величина снижается и при некотором числе циклов стабилизируется. Ордината Предел выносливости большинства конструкционных сталей определяют при 106-107 циклов. Эти значения берут за базу испытаний. Для цветных сплавов, например алюминиевых, число перемен нагрузок гораздо выше (107-108 циклов). Даже после этого часто наблюдается дальнейшее медленное падение разрушающего напряжения, откуда можно заключить, что предела в указанном выше смысле для этих металлов не существует. В таких случаях определяют предел ограниченной выносливости, как напряжение, не вызывающее разрушения образца при определенном числе циклов (обычно Не существует также четко выраженных пределов выносливости при контактных напряжениях, циклическом нагружении в условиях повышенных температур и при работе деталей в коррозионных средах. Разрушающее напряжение в этих условиях непрерывно падает с увеличением числа циклов. Отмечено также отсутствие отчетливо выраженного предела выносливости у деталей большого размера, что объясняется присущей таким деталям неоднородностью механических свойств по сечениям. Предел выносливости не является постоянной, присущей данному материалу характеристикой, и подвержен гораздо большим колебаниям, чем механические характеристики при статическом нагружении. Он зависит от условий нагружения, типа цикла, в частности, от степени его асимметрии, формы и размеров детали, технологии ее изготовления, состояния поверхности и других факторов. Таким образом, при испытании на усталость стандартных образцов определяется собственно не предел выносливости материала, а предел выносливости образца, изготовленного из данного материала. При переходе от образца к реальной детали следует вводить ряд поправок, учитывающих форму и размеры детали, состояние ее поверхности и т. д. В связи с этим возникло понятие сопротивление усталости деталей. В этом понимании предел выносливости далеко отходит от первоначального понятия как характеристики материала, хотя предел выносливости, определенный на стандартных образцах, по-прежнему приводят в числе основных прочностных показателей материала. Появилось также понятие сопротивление усталости узлов (резьбовых соединений, соединений с натягом и других сборных конструкций). Таким образом, в понятие сопротивления усталости вводят не только факторы свойств материала и геометрической формы деталей, но и факторы взаимодействия со смежными деталями. Влияние на предел выносливости частоты циклов и скорости изменения напряжений в пределах цикла исследовано недостаточно. С увеличением числа циклов в единицу времени циклическая прочность повышается, особенно заметно при частоте свыше 1000 циклов в минуту. Это можно объяснить тем, что пластические деформации совершаются с малой скоростью (в сотни раз меньшей скорости упругих деформаций, равной, как известно, скорости распространения звука в данной среде). Повышение частоты циклов подавляет пластические деформации в микрообъемах металла, предшествующие появлению усталостных трещин. Особые разделы теории усталости составляют усталость при ударном циклическом нагружении (динамическая усталость), при контактном циклическом нагружении (контактная усталость), при повышенных температурах и при периодических колебаниях температур (термическая усталость). Концентрация напряжений Циклическая прочность деталей сильно падает на участках ослаблений, резких переходов, входящих углов, надрезов и т. п., вызывающих местную концентрацию напряжений, максимум которых может в 2-5 и более раз превышать средний уровень напряжений, действующих в этом сечении. Степень повышения напряжения зависит в первую очередь от вида и формы ослабления. Чем больше перепад сечений на участке перехода и чем резче переходы и острее подрезы, тем выше местное максимальное напряжение 1 (рис.14). Ниже приведена упрощенная схема возникновения концентрации напряжений, основанная на явлении искажения силового потока в зоне ослаблений. Не отражая всей сложности явлений, схема наглядно и достаточно верно представляет картину концентрации напряжений и позволяет сделать определенные практические выводы.
Рис.14. Схемы концентрации напряжений Предположим, что брус 2 растягивается силой Р и нагрузка равномерно распределяется по сечению. В каждой точке сечения нагрузка передается силами внутренних связей материала соседним точкам. Траектории передачи нагрузки от точки к точке вдоль тела детали называют силовыми линиями (на рисунке тонкие линии), а совокупность последних – силовым потоком. Силовые линии непрерывны и не могут оборваться в какой-либо точке. Это означало бы нарушение связи между смежными точками, т. е. начало разрушения материала. Следовательно, число силовых линий должно быть одинаковым в любом сечении детали. Плотность силового потока (число линий на единицу площади поперечного сечения) определяет напряжение. Если сечение детали 3 уменьшается, например, из-за наличия центрального отверстия, то плотность потока и напряжения увеличиваются. Это учитывается номинальным расчетом на прочность по ослабленному сечению. Но наряду с этим силовые линии, обходя отверстие, искривляются и, стремясь замкнуться по кратчайшему пути, сгущаются вблизи отверстия. Растягиваемые волокна подвергаются изгибу, сходясь по направлению к центру отверстия и вызывая его овализацию. На стороне волокон, обращенной к отверстию, возникают напряжения растяжения, складывающиеся с общими напряжениями растяжения. Напряжения максимальны у стенок отверстия, где кривизна силовых линий наибольшая и изгиб волокон в наименьшей степени сдерживается смежными волокнами. По мере удаления от отверстия напряжения изгиба снижаются вследствие уменьшения изгибающего момента и тормозящего действия смежных волокон. В результате у стенок отверстия возникает пик напряжений, сглаживающийся по мере удаления от отверстия 4. Концентрацию напряжений можно значительно уменьшить ецрямлением силового потока приданием отверстию эллиптической формы 5. Аналогичная картина наблюдается в случае вырезов, расположенных по сторонам бруса 9, возле которых силовые линии искривляются и сгущаются, что вызывает скачок напряжений у вырезов. Концентрацию напряжений можно ослабить путем придания вырезам плавных очертаний 7, 8 и 10. Перепад сечений вызывает скачки напряжений вследствие искривления силовых линий на участках перехода от одного сечения к другому (рис.15, 1). Уменьшение протяженности участков с различными сечениями снижает концентрацию напряжений. У коротких буртиков 2 концентрация напряжений практически отсутствует. Целесообразно придавать деталям 3 одинаковые сечения, выполняя необходимые по конструктивным условиям упоры в виде буртиков.
Рис.15. Схемы концентрации напряжений Действенным средством снижения концентрации напряжений является, как видно из предыдущего, придание переходам плавных очертаний. Известный положительный эффект дают деконцентраторы напряжений – дополнительные ослабления, наносимые вблизи основного концентратора. В деталях 4 с отверстиями деконцентраторами могут быть дополнительные отверстия малого диаметра, расположенные вдоль силового потока, в деталях 5 с боковыми выкружками – дополнительные малые выкружки, в деталях 6 и 7 со ступенчатыми переходами – выкружки вблизи переходов. Главное значение имеет расположение деконцентраторов. При правильном расположении деконцен-траторы спрямляют силовые линии и выключают из силового потока участки, смежные с концентратором напряжений (штриховые линии на деталях 6 и 7). Неправильным является расположение, увеличивающее искривление силовых линий 8 и, следовательно, вызывающее дополнительную концентрацию напряжений. К деконцен граторам ошибочно относят местное уплотнение материала ослабленных участков с помощью выдавок, наносимых чеканами. Назначение деконцентраторов – спрямить силовой поток, а выдавок – упрочнить материал созданием в нем остаточных напряжений сжатия. Это различие практически важно потому, что правила расположения выдавок иные, чем деконцентраторов. Последние, располагают по течению силового потока перед концентратором или за ним, выдавки же следует располагать в фокусе концентрации 9 и 10. Явление концентрации напряжений, вызванное формой, на практике усугубляется тем обстоятельством, что участки расположения концентраторов почти всегда бывают ослаблены по технологическим причинам. У деталей, подвергающихся механической обработке, ослабление на участках переходов наступает в результате перерезания волокон, полученных при предшествующей горячей обработке заготовки давлением. У литых деталей участки переходов, как правило, ослаблены литейными дефектами, вызванными нарушениями структуры при кристаллизации металла и охлаждении отливки. В этих участках обычно сосредотачиваются рыхлоты, пористость, микротрещины и возникают внутренние напряжения. У кованых и штампованных деталей участки переходов имеют пониженную прочность вследствие вытяжки металла на этих участках. Соответственно различают геометрические концентраторы (концентраторы формы) и технологические концентраторы. Типичные концентраторы напряжений в цилиндрических деталях типа валов приведены в табл.6. Сильными концентраторами являются внутренние дефекты материала: раковины, пористость, микротрещины, неметаллические включения (оксиды, силициды и др.). Предел выносливости геометрически подобных деталей снижается с увеличением их абсолютных размеров. О причинах этого явления высказано несколько предположений. Статистическая теория объясняет это явление повышением вероятности образования внутренних дефектов при увеличении размеров детали. Технологическая школа выдвигает на первый план затруднительность получения однородной структуры и равномерной прочности по сечению крупных деталей, например при горячем пластическом деформировании и термообработке. Циклическая прочность зависит и от состояния поверхности, особенно в тех случаях нагружения, когда наибольшие напряжения возникают в поверхностных слоях (изгиб, кручение, сложные напряженные состояния).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 599; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.225.149.143 (0.054 с.) |
 Конструкция нежесткая
Конструкция нежесткая


 Конструкция нежесткая
Конструкция нежесткая




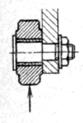
 Опорные буртики под нагрузкой сходятся к центру (штриховые стрелки)
Опорные буртики под нагрузкой сходятся к центру (штриховые стрелки)




 Тарелка нежесткая. Связь между штоком и тарелкой слаба
Тарелка нежесткая. Связь между штоком и тарелкой слаба


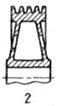
 Кромки стакана под нагрузкой деформируются
Кромки стакана под нагрузкой деформируются

 Под нагрузкой от поршня юбка деформируется
Под нагрузкой от поршня юбка деформируется

 Ушки клеммы при затяжке изгибаются
Ушки клеммы при затяжке изгибаются

 Затяжка клеммы деформирует шейку вала
Затяжка клеммы деформирует шейку вала

 Обод под действием тормозных колодок деформируется
Обод под действием тормозных колодок деформируется


 Конструкция нежесткая
Конструкция нежесткая


 Конструкция нежесткая
Конструкция нежесткая


 Конструкция нежесткая
Конструкция нежесткая


 Конструкция нежесткая
Конструкция нежесткая

 Конструкция нежесткая
Конструкция нежесткая


 Обод под действием сил привода деформируется
Обод под действием сил привода деформируется


 Конструкция нежесткая
Конструкция нежесткая


 Конструкция нежесткая
Конструкция нежесткая



 Цоколь проушины подвергается изгибу
Цоколь проушины подвергается изгибу





 Крепежные шпильки разнесены на большое расстояние; изгибающий момент в опасном сечении имеет большое значение
Крепежные шпильки разнесены на большое расстояние; изгибающий момент в опасном сечении имеет большое значение



 Конструкция нежесткая
Конструкция нежесткая






 Конструкция нежесткая и непрочная
Конструкция нежесткая и непрочная







 Конструкция нежесткая
Конструкция нежесткая






 Конструкция нежесткая
Конструкция нежесткая





 Конструкция нежесткая. Под силой затяжки потолок крышки прогибается и вертикальные стенки расходятся
Конструкция нежесткая. Под силой затяжки потолок крышки прогибается и вертикальные стенки расходятся







 Конструкция нежесткая
Конструкция нежесткая





 Сквозной прорез под оси роликов сильно ослабляет направляющие. Под действием рабочих нагрузок стенки направляющих расходятся, как показано стрелками, вследствие чего нарушается направление штока
Сквозной прорез под оси роликов сильно ослабляет направляющие. Под действием рабочих нагрузок стенки направляющих расходятся, как показано стрелками, вследствие чего нарушается направление штока






 Шестерни установлены на консольных пальцах. Конструкция нежесткая
Шестерни установлены на консольных пальцах. Конструкция нежесткая





 Конструкция нежесткая и непрочная
Конструкция нежесткая и непрочная







 Конструкция нежесткая
Конструкция нежесткая







 Колонна неустойчива вследствие податливости потолка станины
Колонна неустойчива вследствие податливости потолка станины





 Конструкция нежесткая
Конструкция нежесткая







 Стержни
работают преимущественно на изгиб. Конструкция нежесткая и непрочная
Стержни
работают преимущественно на изгиб. Конструкция нежесткая и непрочная






 горизонтального участка кривой усталости является пределом выносливости.
горизонтального участка кривой усталости является пределом выносливости. циклов).
циклов).




