Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технико-экономические показатели станков (23-32)
1) Эффективность – комплексный показатель, который наиболее полно отражает главное назначение оборудования – повышать производительность труда. Оборудование будет считаться эффективным, если оно обеспечивает заданную точность обработки.
С – сумма годовых затрат на изготовление.
2) Производительность – способность обеспечивать обработку определенного числа деталей в единицу времени. Способы повышения производительности: сокращение вспомогательного времени (смена заготовки, инструмента, управление циклом обработки), многоинструментальная обработка. Всё это обеспечивается автоматизацией производства. Штучная;
Т- полное время всего цикла изготовления детали
Формообразования;
tp – время обработки резанием; L – полный путь перемещения инструмента; Т – полное время всего цикла изготовления детали. Резания 3) Надёжность – свойство станка обеспечивать бесперебойный выпуск годной продукции в заданном количестве в течении срока службы. Нарушение работоспособности станка называют отказом. 4) Долговечность – свойство станка сохранять работоспособность в течении некоторого времени (с перерывами для техобслуживания и ремонта до наступления предельного состояния). Или это срок службы станка в заданных условиях эксплуатации. 5) Ремонтопригодность – свойство, заключающееся в приспособленности оборудования к предупреждению и обнаружению причин возникновения отказов. 6) Технический ресурс – наработка от начала эксплуатации или её возобновления, после среднего или капитального ремонта, до перехода в предельное состояние. 7) Технологическая надёжность – свойство сохранять во времени первоначальную точность и соответствующее качество обработки. 8) Гибкость – способность к быстрому переналаживанию (при переходе на изготовление др. деталей). Гибкость характеризуется универсальностью и переналаживаемостью. Универсальность определяется числом разных деталей, подлежащих обработке на станке. Переналаживаемость определяется потерями времени и средств на переналадку станочного оборудования при переходе от одной партии деталей к другой.
Полное время всего цикла изготовления детали:
tв – время на вспомогательные операции. 4. Методы образования поверхностей на станках (33-42) Капирования; Обкатки; Следа; Касания.
Метод копирования основан на том, что режущая кромка инструмента по форме совпадает с производящей линией. Здесь одно формообразующее движение – вращение заготовки.
строгальный резец, модульные дисковая и пальцевая фрезы, фасонный шлифовальный круг. Инструмент вырезает на заготовке впадины между зубьями, при этом профиль зуба соответствует профилю режущего инструмента.
Метод обката основан на том, что образующая линия обкатывает поверхность заготовки. Форма режущей кромки отличается от формы образующей и при различных положениях инструмента является касательной. Нарезание зубьев цилиндрического колеса зубчатой рейкой. Формообразующие движения: 1. вращение заготовки; 2. перемещение инструмента вдоль своей оси; 3. перемещение инструмента или заготовки вдоль оси зубчатого колеса. Во время движения режущий контур инструмента займет множество положений, как бы огибая профиль зуба
Метод обката заключается в том, что заготовке и инструменту сообщают движения, воспроизводящее сцепление пары зубчатых колес или колеса с зубчатой рейкой; одновременно инструмент совершает движение резания. Например при нарезании зубьев червячной фрезой.
Метод следа состоит в том, что образующая линия получается как след движения точки А-вершины режущего инструмента
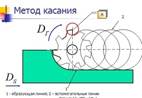
Метод касания основан на том, что образующая линия 1 является касательной к ряду вспомогательных линий 2 образованных реальной точкой движущейся кромки инструмента А
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 311; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.251.154 (0.004 с.) |
 N – годовой выпуск деталей;
N – годовой выпуск деталей; То- годовой фонд времени;
То- годовой фонд времени; Vр – скорость перемещения инструмента;
Vр – скорость перемещения инструмента; tp – время обработки резанием;
tp – время обработки резанием;