
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструктивное исполнение сборных фрез, оснащенных сменными многогранными пластинами
Основными признаками использования СМП в сборных конструкциях фрез являются: - крепление пластин непосредственно на корпусе или его составных частях; - использование вкладышей с двумя-тремя базами под пластины; - использование механизма регулирования положения режущих кромок пластин относительно оси вращения фрезы. При этом широко применяются пластины трех-, четырехгранные, в форме параллелограмма, реже круглые и пятигранные, негативные и позитивные по геометрическим параметрам, с отверстиями для крепления или без них. Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. В последнее время применяются более сложные механизмы крепления и регулируемые положения сменных многогранных пластин в корпусе фрезы. Конструктивное исполнение некоторых наиболее распространенных сборных фрез приведены на рис. 10.5 – 10.11
а)
б)
Рис. 10.5 Сборная торцевая фреза с кассетами с СМП а) 1- сменная многогранная пластина (СМП) с главной кромкой АВ; 2 – державка (кассета); 3- корпус фрезы. б) 1-корпус; 2-СМП; 3-отверстие в пластине; 4-винт; 5-выемка в корпусе фрезы; 6-отверстие под винт; 7-гнездо под пластину
Рисунок 10.6 – Дисковая трехсторонняя фреза
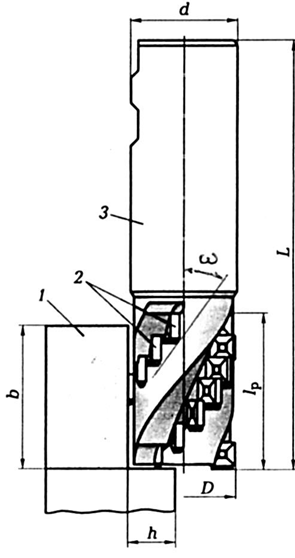
Рис 10. 7 - Концевая фреза с СМП: 1-заготовка; b,h – размеры фрезеруемого уступа; 2 - режущие пластины; 3 – хвостовик
Рисунок 10.8 - Торцовая насадная фреза 45°
Рисунок 10.9 - Торцовая насадная копирная фреза и обрабатываемая заготовка
Рисунок 10.10 - Копирная фреза
Рисунок 10.11 - Концевая твердосплавная фреза и условия применения
Физические и геометрические параметры на различных операциях фрезерования
Скорость резания vc и, следовательно, частота вращения n, а также скорость подачи vf рассчитываются так же, как для обработки точением, с той лишь разницей, что при выполнении расчётов для фрезерования во внимание принимается диаметр фрезы D. Для этого применяются следующие уравнения:
где vc - скорость резания [м/мин]; D - диаметр фрезы [мм]; N - частота вращения [об/мин].
Vf = F z⋅z⋅ n (2)
где vf - скорость подачи [мм/мин]; fz - подача на зуб [мм/зуб];
z - число зубьев фрезы; n - частота вращения [об/мин]. В целом поперечное сечение стружки A при фрезеровании рассчитывается так же, как для точения. Однако поскольку при фрезеровании в отличие от обработки точением в процессе резания толщина срезаемого слоя является переменной, для расчётов используется средняя толщина срезаемого слоя hm.
где A - поперечное сечение стружки [мм2]; f - подача [мм/об]; ap – глубина резания [мм]; b - ширина срезаемого слоя [мм]; hm - средняя толщина срезаемого слоя [мм].
Торцовое фрезерование Схема расчёта угла контакта фрезы с заготовкой ϕs при торцовом фрезеровании представлена на рис. 1.2. Величины U1 и U2 обычно определяются от кромки в месте врезания (базовой кромки). Имеют место следующие соотношения:
где φs, φ2, φ1 - угол контакта фрезы с заготовкой [°] см. рисунок 10.12
. Рисунок 10.12 - Угол контакта фрезы с заготовкой и расчётные параметры при торцовом фрезеровании
Уравнение 4 упрощается в случае симметричного торцового фрезерования, когда ось фрезы располагается симметрично к оси обрабатываемой детали. Действительно:
где φs - угол контакта фрезы с заготовкой [°]; ae - ширина резания [мм]; D – диаметр фрезы [мм]. Средняя толщина срезаемого слоя hm определяется по формуле:
где hm - средняя толщина срезаемого слоя [мм]; φs - угол контакта фрезы с заготовкой [°]; fz - подача на зуб [мм/зуб]; ae - ширина резания [мм]; D - диаметр фрезы [мм].
где b - Ширина срезаемого слоя [мм]; ap - Глубина резания [мм]; k - Главный угол в плане [°]. Рисунок 10.13 - Условия резания при торцовом фрезеровании
Расчёт удельной силы резания kcнадлежит производить в зависимости от средней толщины срезаемого слоя hm формула 7.
где kc - удельная сила резания [Н/мм2]; kc1.1 -удельная сила резания [Н/мм2]; hm - средняя толщина срезаемого слоя [мм]; m - увеличение удельной силы резания.
Для определения средней силы резания на зуб Fcmz применяется следующееуравнение: Fcmz = b⋅hm⋅kc⋅Kγ⋅Kv⋅KVer (9) где b - ширина срезаемого слоя [мм]; hm - средняя толщина срезаемого слоя [мм]; kc - удельная сила резания; Kγ, Kv, KVer-поправочные коэффициенты.
Расходуемая мощность на резание Pc рассчитывается следующим образом:
где Pc - мощность резания [кВт]; Fcmz - средняя сила резания на зуб [Н]; Vc - скорость резания [м/мин]; ziE - эффективное число зубьев.
где φs - угол контакта фрезы с заготовкой [°]; z – число зубьев. Эффективное число зубьев ziE является чисто расчётной величиной, котораяне округляется. Мощность привода Pa рассчитывается следующим образом:
где - Pa мощность привода [кВт]; Pc - мощность резания [кВт]; Η – кпд.
Рисунок 10.14 - Условия резания при периферийном фрезеровании
Для периферийного фрезерования применяются следующие допущения: k = 90° φs = φ2, т. к. φ1 = 0 Кроме того, ширина срезаемого слоя b равна ширине резания ae. Таким образом, дляугла резания φs действительно следующее:
где D - диаметр фрезы [мм]; ae - ширина резания [мм]. Средняя толщина срезаемого слоя hm определяется следующим образом:
где ϕs – угол резания [°]; fz - подача на зуб [мм/зуб]; ae - ширина резания [мм]; D - диаметр фрезы [мм].
Таким образом, средняя сила резания на зуб Fcmz для периферийного фрезерования рассчитывается по формуле: Fcmz = b⋅hm⋅kc⋅Kγ⋅Kv⋅KVer (15) b - ширина срезаемого слоя [мм] hm - средняя толщина срезаемого слоя [мм] kc - удельная сила резания [Н/мм2] Kγ, Kv, KVer-поправочные коэффициенты. Расчёт мощности производится так же, как для торцового фрезерования.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 649; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.72.78 (0.025 с.) |









 (1)
(1) (3)
(3) (4)
(4) (5)
(5) (6)
(6) (7)
(7) (8)
(8) (10)
(10) (11)
(11) (12)
(12) (13)
(13) (14)
(14)


