Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Структурная схема сис-мы ЧПУ.Стр 1 из 4Следующая ⇒
Структурная схема сис-мы ЧПУ.
Чертёж детали (ЧД) одновременно поступает в сис-му подготовки пр-ва (СПП) и сис-му технологич. подготовки (СТП), в СТП разрабатывается ТП обр-ки детали, подбирается заготовка, приспособление, реж. и мерит. ин-т, назначаются режимы резания. Эта инф. поступает в цех и в СПП. В СПП разрабатывается управляющая программа (УП), которая кодируется и через считывающее ус-во (СУ), поступает в УЧПУ. УЧПУ выдаёт управляющее воздействие на целевые механизмы станка (ЦМ) ЦМ состоит из электродвигателя, привода, раб. органа. За работой ЦМ контроль выполняет датчик обратной связи (ДОС).ю который передаёт инф. в УЧПУ. разомкнутая: УЧПУ замкнутая: УЧПУ ↔ станок адаптивная: УЧПУ станок (вводится коррекция) Принципы наладки автоматизированного оборудования Наладка – это подготовка технологич-го оборудования и оснастки к выполнению технологической операции. Подналадка- это дополнит-е регулирование технологич-го оборуд-я и оснастки для достижения заданных параметров полученных при наладке. Под комплексом работ, выполняемых при наладке, понимают: подготовка находящегося в эксплуатационном состоянии станка к выполнению технологич-х опраций. Последовательность наладки: 1. Подбор режущего инструмента и оснастки 2. Настройка инструмента на размер 3. Размещение на станке в исходном рабочем положении инструмента, приспособления, рабочих органов. 4. Введение УП 5. Контроль УП (на холостом ходу в покадровом режиме) 6. Обработка пробной детали (в покадровом режиме) 7. Контроль размеров и качества обработки 8. При необходимости введение коррекции 9. Переход на автоматический режим
Особенности базирования и закрепления заготовки. Схемы установки заготовки на столе станка: а) непосредственно на столе станка б) в приспособлении, установленном на столе станка в) непосредственно на координатной плите, установленной на столе г) деталь крепится в приспособлении, которое крепится на координатной плите
Особенности программирования обработки фаски на НЦ-31 Фаска программируется одним кадром, в
конечной точки фаски по х или z: ИТ-1 х500*~ Z500 1-2 х2000-45° или z200+45°
Последовательность переходов
При токарной обработке Ι – в центрах 1. черновая обработка основных пов-ей из числа которых первым обрабатываются пов-ти, требующие рабочих перемещений реж. инстр-та по направлению к передней бабке. 2. черновая обработка (если необходимо) и чистовая дополнит. пов-ей (кроме канавок для выхода шлифовального круга, зарезьбовых канавок, резьб и мелких выточек) 3. чистовая обр-ка основных пов-ей (подрезка торца, токарная обр-ка наружных пов-ей) обработка дополнит. элементов, не требующих черновых переходов Ι Ι – обработка деталей закрепленных в патроне 1. центрование (при сверлении отверстий диаметром менее 20 мм) 2. сверление 3. Чернов. обр-ка основных пов-ей 4. черновая и чистовая обр-ка дополнит. элементов контура детали (кроме зарезьбовых канавок, резьб).В тех случаях, когда для Чернов. и чистов. обраб-ки внутрен. пов-ей используют один резец все дополнит. элементы обрабатывают после выполнения всех чист. переходов. 5. чистовая обр-ка основных пов-ей детали (сначала внутрен. затем внеш.) 6.обработка дополнит. элементов, не требующая черновых переходов.(в отверстиях или на торце, на наружных пов-ях) Типовые схемы фрезерования Ступенчатая
Петля
По наклонной плоскости
При назначении припуска на фрезерование нужно учитывать, чтобы нагрузка на режущий инструмент была равномерная.
40. Режимы подготовки УП на САП 1. Групповой режим – позволяет последовательное выполнение группы заданий по мере высвобождения ресурсов. 2. Диалоговый режим – одновременное использование ЭВМ группой пользователей, каждый запрос которых вызывает ответное действие машины. Входной язык СПД ЧПУ(ТЕХТРАН). Задание точек, прямых и окружностей. При записи входной информации на проблемно-ориентированном языке необходимо использовать следующие инструкции: 1-рабочие инструкции – начало программы, задаётся главным словом PARTNO/программа 01; следующей инструкцией печатается CLPRNT/при наличии этой команды УП выводится на распечатку; затем следует инструкция RESERV/ она используется при наличии большого количества точек, линей, окружностей; обязательной является инструкция MACHIN/ она вызывает в рабочую позицию постпрацесор определённого станка.
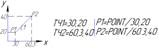
2.геометрические инструкции: Задание точек а)задание точки на прямой в декартовой системе координат:
б)точка заданная пересечением 2-х прямых
в)точка заданная пересечением прямой и окружности
г)точка пересечения 2-х окружностей
д)точка как центр окружности
Задание прямой: А)прямая заданная 2-мя точками
Б)прямая заданная точкой и углом наклона
В)прямая заданная двумя касательными окружностями
Задание окружности А)окружность заданная центром и радиусом
Б)окружность заданная 3-мя точками
В)окружность заданная радиусом, касательными к прямой и окружности
Классификация САП. 1.По назначению - специализированные – предназначены для отдельных классов заготовок; -универсальные – предназначены для различных заготовок, входящих в отдельные технологические группы; - комбинированные – содержат основные черты спец. и универсальных САП 2.По применению - для обработки плоскостей параллельных координатным плоскостям - для фрез.станков -для электроэрозионных станков -для газо-резательных машин -для обработки контуров и плоскостей на многокоординатных фрезерных станках - для обработки тел вращения со ступенчатыми и криволинейными профилями -для обработки отверстий на сверлильно-расточных станках -для комплексной обработки корпусных деталей 3.По уровню автоматизации -низкий- используется в основном для решения геометрических задач по определению координат опорных точек по заданной в исходной информации траектории перемещения реж.инстр-та; -средний уровень – предназначен для решения технологических задач по выбору последовательности переходов, по заданным в исходной информации технологической схеме обработки отдельных участков детали; -высокий уровень - -предназначен для решения задач по оптимизации ТП. 4.По форме исходной информации - табличная – составляется на основе стандартных бланков в ней указывается особенности конфигурации заготовки и детали; - свободная словарная запись – она состоит из отдельных фраз, последовательность которых подчиняется синтаксису, принятого проблемно- ориентированного входного машинного языка. Недостаток: большое число правил, которые необходимо усвоить технологу программисту, большое число абривиатур; - упорядочная словарная запись,основана на применении спец.бланков,которые дают возможность исключить из текста наиболее часто повторяющиеся параметры. 5.По параметрам используемой ЭВМ зависят от быстродействия, объёма оперативы, состава внешних устройств. 6.По режимам работы при подготовке УП - групповой режим – позволяет последовательное выполнение группы заданий по мере высвобождения ресурсов; - диалоговой режим позволяет одновременно использовать ЭВМ группой пользователей, каждый запрос которых вызывает ответное действие машины.
Ообенности САП EXАPT-2. Используется для программирования токарной обработки. При подготовке информации технологические указания записываются отдельными фразами на языке процессор – постпроцессор. Описание контура выполняется в направлении обхода по часовой стрелке, каждая новая фраза добавляет к контуру новый элемент. Контур должен быть замкнутым, т.к. при токарной обработке образуются симметричные детали. Описывается только половина контура. Участками являются цилиндрические,конические поверхности, они задаются при помощи модификаторов DIA, d PLAN,z. Описание контура выполняется между фразами CONTUR и TERMCO, модификатор BLANCO и PARTNO указывают на описание заготовки или готовой детали.
50.Особые инструкции, матрица переноса, матрица вращения, матрица совместного вращения и переноса. Для сокращения объёма информации и для САП СПД ЧПУ и др. современных САП, применяются современные инструкции, которые позволяют сократить время на подготовку исходной программы: 1)инструкция определения матриц преобразования или матриц трансформации MATRIX – главное слово в данной инструкции Инструкция применяется для переноса системы координат по одной или нескольким осям. МАТРИЦА=MATRIX/TRANZIT,dx,dy,dz M1=MATRIX/TRANSIL,0,20,0 M2=MATRIX/TRANSIL,20,25,30 MATРИЦА=MATRIX/XY ROT XZ ROT - угол YZ ROT Угол – это скалярная величина определяющая угол вращения. Xy,xz,yz – это вспомогательные слова указывающие плоскость в которой выполняется поворот матрицы. М1=MATRIX/XY ROT,45 M2=MATRIX/XY ROT,10(I+5) 2)Матрица совместной трансформации и поворота MATРИЦА=MATRIX/XY ROT XZ ROT - угол YZ ROT TRANSIL, dx, dy, dz M1=MATRIX/XY ROT,30,TRANSIL 10,10,10
Структурная схема сис-мы ЧПУ.
Чертёж детали (ЧД) одновременно поступает в сис-му подготовки пр-ва (СПП) и сис-му технологич. подготовки (СТП), в СТП разрабатывается ТП обр-ки детали, подбирается заготовка, приспособление, реж. и мерит. ин-т, назначаются режимы резания. Эта инф. поступает в цех и в СПП. В СПП разрабатывается управляющая программа (УП), которая кодируется и через считывающее ус-во (СУ), поступает в УЧПУ. УЧПУ выдаёт управляющее воздействие на целевые механизмы станка (ЦМ) ЦМ состоит из электродвигателя, привода, раб. органа. За работой ЦМ контроль выполняет датчик обратной связи (ДОС).ю который передаёт инф. в УЧПУ. разомкнутая: УЧПУ замкнутая: УЧПУ ↔ станок адаптивная: УЧПУ станок (вводится коррекция)
|
|||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 823; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.187.24 (0.03 с.) |

 станок
станок нём указывается любая координата
нём указывается любая координата