Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вопрос №1 Объясните электрический нагрев и его применение, способы электрического нагрева.Стр 1 из 3Следующая ⇒
Вопрос №1 Объясните электрический нагрев и его применение, способы электрического нагрева. Электронагрев широко применяется на предприятиях электромашиностроения при производстве фасонного литья из металлов и сплавов, нагрева заготовок перед обработкой давлением, термической обработки деталей и узлов электрических машин, сушки изоляционных материалов и т.д. Преобразование ЭЭ в тепло, а значит и нагрев, возможны следующими способами: - Индукционный нагрев происходит за счет преобразования энергии электромагнитного поля в тепловую посредством наведения в нагреваемом теле вихревых токов. Этот вид нагрева основан на законе Джоуля-Ленца и применяется в установках прямого и косвенного действия. - Дуговой нагрев происходит за счет теплоты электрической дуги, возникающей между электродами. Применяется в установках прямого и косвенного действия. - Диэлектрический нагрев происходит за счет сквозных токов проводимости и смещения при поляризации. В этом случае полупроводник или непроводящий материал помещают в высокочастотное электрическое поле. - Электронно- или ионно-лучевой нагрев происходит за счет тепловой энегрии, возникающей при столкновении быстродвижущихся электронов или ионов, ускоренных электрическим полем, с поверхностью нагреваемого объекта. - Плазменный нагрев основан на нагреве газа за счет пропускания его через дуговой разряд или высокочастотное поле(электромагнитное или электрическое). Полученная таким образом низкотемпературная плазма используется для нагрева различных сред. - Лазерный нагрев происходит за счет поглощения высококонцентрированных потоков световой энергии поверхностью нагреваемых объектов. Такие потоки энергии получаются в лазерах- оптических квантовых генераторах.
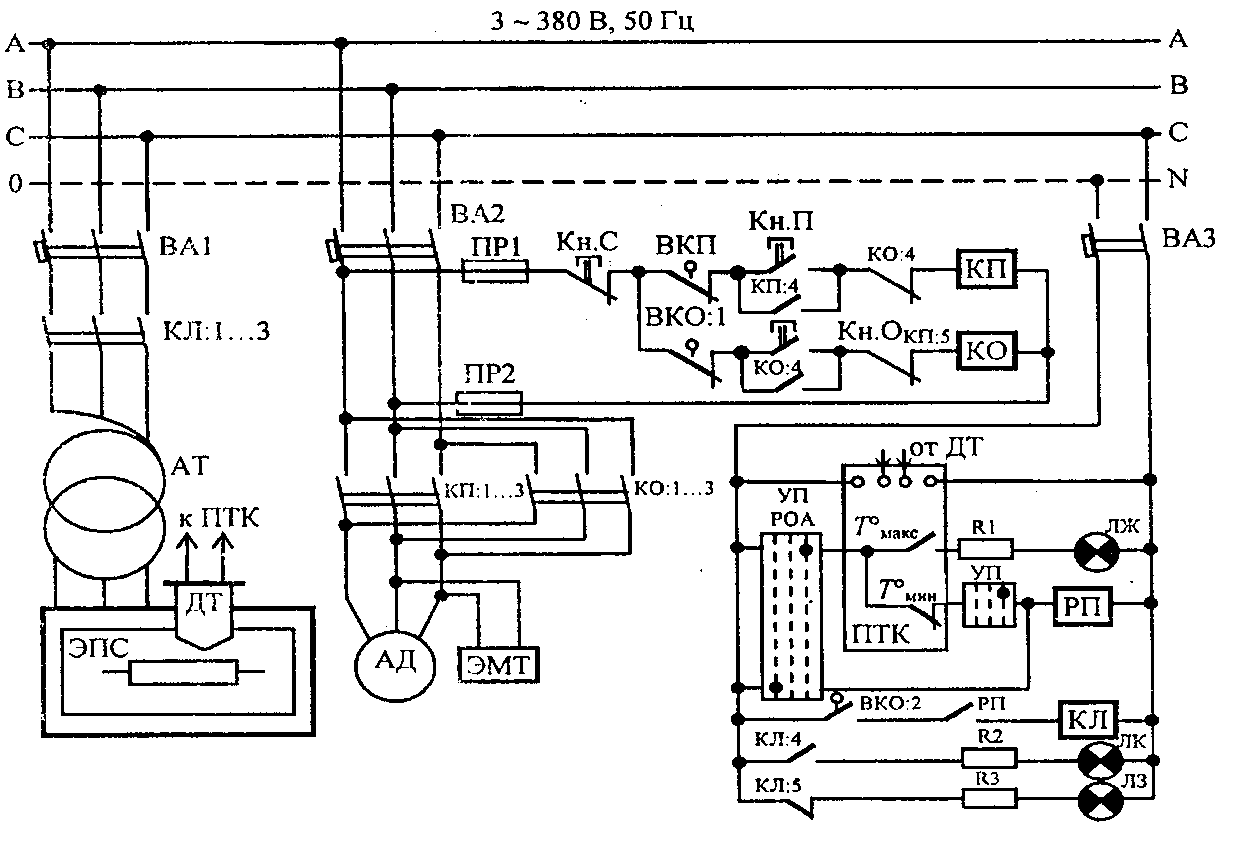
Вопрос №5 Объясните назначение, основные элементы, органы управления, режимы работы электрической схемы установки печи сопротивления.
Рисунок - Принципиальная электрическая схема управления печью сопротивления Назначение. Для управления, защиты и сигнализации камерной ЭПС. АТ- автотрансформатор трехфазный, для питания нагревательных печей; АД с ЭМТ – асинхронный двигатель с электромагнитным тормозом, для подъема и опускания двери камеры, реверсивный; КП и КО – контакторы подъема и опускания двери камеры; ВКП и ВКО – выключатели конечные поднятого и опущенного состояния двери; КЛ - контактор линейный для подключения и отключения АТ к сети; РП – реле промежуточное, для коммутации цепи КЛ; ДТ- датчик температуры печи; Органы управления: УП –универсальный переключатель («ручное»-0-«автоматическое»), для выбора режима управления; ПТК - прибор теплоконтроля, для управления в автоматическом режиме; Кн.П, Кн.О, Кн.С – кнопки «Подъема», «Опускания», «Стоп» двери. - ручной – резервный, от УП.
Вопрос №9 Описать устройство и принцип работы дуговых электрических печей прямого нагрева (А).
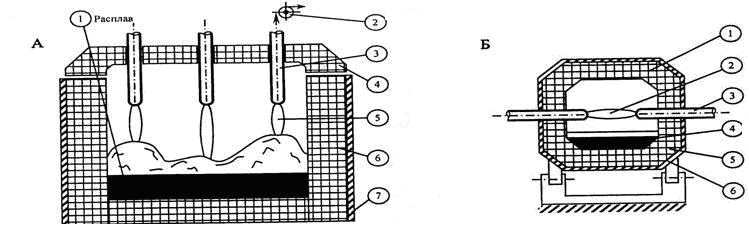
Рисунок 3- Дуговые электрические печи прямого (А) и косвенного (Б) нагрева Дуговые печи прямого нагрева предназначены для выплавки высоколегированных сортов стали. Обычно это трехфазные печи. Основные элементами печи являются: - стальной кожух(7), внутри которого находятся огнеупорная футеровка (6), а сверху – свод печи (4), через который введены электроды; - электроды (3), которые могут перемещаться вертикально с помощью механизма подъема (2); - вспомогательные устройства, предназначенные для наклона печи, ее загрузки и выгрузки и другие. Принцип действия состоит в следующем. Электрическая дуга горит между электродами и нагреваемым материалом (скрапом). Под действием температур скрап расплавляется, и жидкий металл стекает в подину. В шихте образуются колодцы, в которые опускают электроды до тех пор, пока они не достигнут расплавленного металла на подине печи. При повышении уровня расплавленного метла электроды автоматически поднимаются, что предотвращает короткое замыкание.
Горящая дуга не стабильна, длина ее меняется от короткого замыкания до обрыва. Причиной этого является обвал и перемещение скрапа. Период расплавления считается законченным, когда весь металл в ванне печи перешел в жидкое состояние. Образующиеся шлаки всплывают на поверхность и затем удаляются. Ванна с металлом образует естественную нулевую точку трехфазной цепи, поэтому печь оказывается включенной в трехпроводной системе трехфазного тока без «нулевого провода»
Вопрос № 10 Описать устройство и принцип работы дуговых электрических печей косвенного нагрева (Б).
Рисунок 3- Дуговые электрические печи прямого (А) и косвенного (Б) нагрева Дуговые печи косвенного нагрева предназначены для переплава цветных металлов и их сплавов, выплавки некоторых сортов чугуна и никеля. Обычно – это однофазные печи. Основными элементами печи являются: - стальной кожух (6), внутри которого находится огнеупорная футеровка (5), расположенный горизонтально; - электроды (3), расположенные по оси цилиндрической ванны, которые перемещаются с помощью механизма подачи; -вспомогательные устройства, предназначенные для непрерывного качания печи в процессе работы, ее загрузки (выгрузки) и другие. Принцип действия состоит в следующем. Электрическая дуга между электродами, расположенными над нагреваемым материалом. Теплообмен между электрической дугой и материалом осуществляеся, в основном, за счет излучения. Выделяемая энергия поглощается материалом, что приводится к его нагреванию и расплавлению. Печь после расплавления части шихты работает с непрерывным качанием, осуществляемым ЭП от реверсивного двигателя. При такоц работе обеспечиваетя более равномерный нагрев футеровки печи, что повышает срок службы. Кроме того, нагретые прямые излучением дуги части футеровки периодически омываются и охлаждаются расплавленным металлом, более холодным, чем футеровка. Одновременно улучшается качество металла за счет его перемещения. Подача электродов осуществляется автоматически или вручную. Дуговые печи с косвенным нагревом имеют небольшую емкость до 0,5т. Достоинством таких печей является значительно меньший угар металла, по сравнению с печами прямого действия, так как дуга находится на некотором удалении от расплавленного материала. Вопрос № 11 Описать устройство, принцип работы индукционной канальной электрической печи (Б).
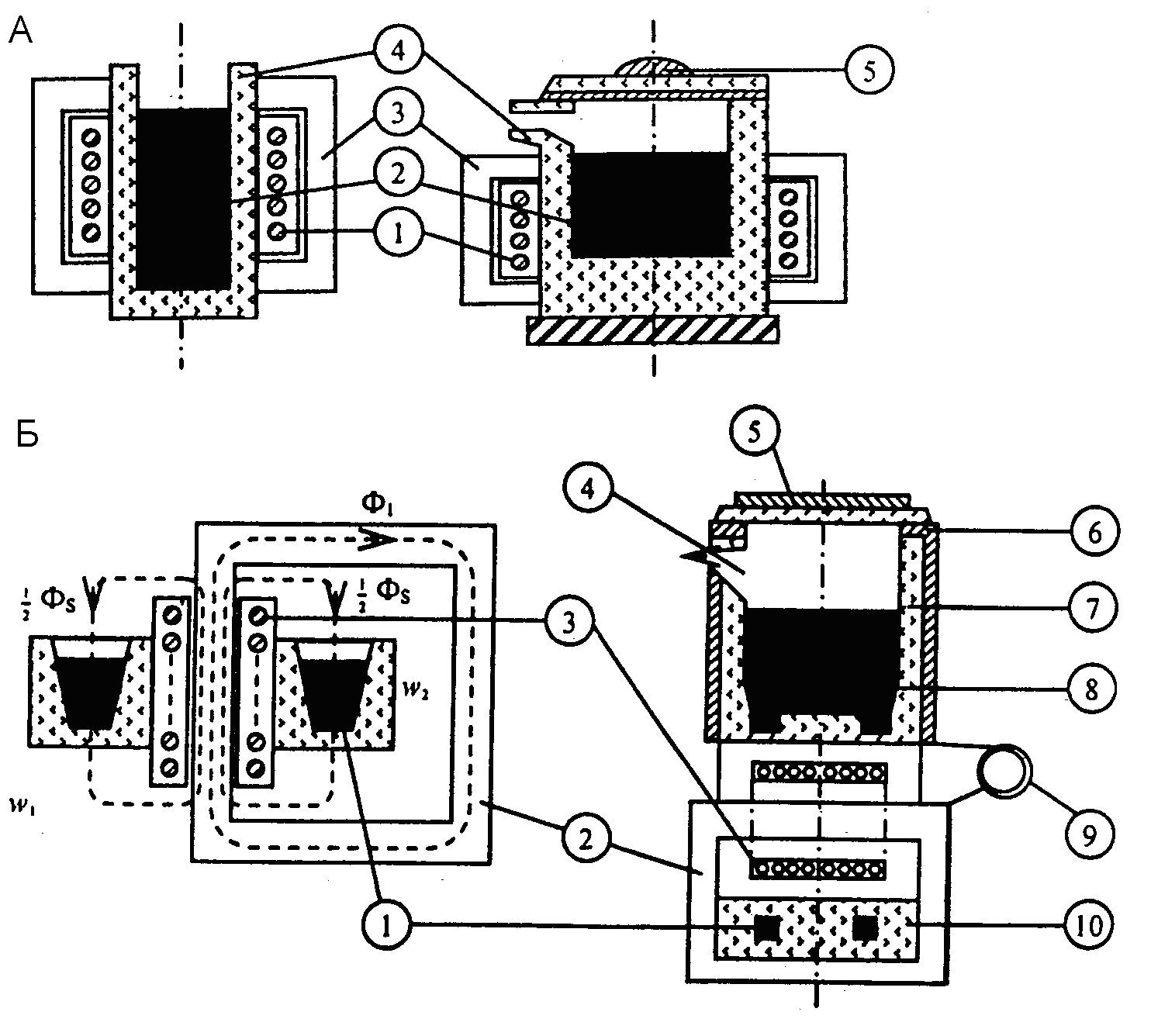
Рисунок 4- Схема и конструкция индукционных тигельной (А) и канальной (Б) печей Индукционные канальные печи (ИКП) работают только на промышленной частоте. Канал с расплавленным металлом (1) является короткозамкнутым витком вторичной обмотки трансформатора. В канале расходуется 90-95% подведенной к печи электрической энергии. С целью уменьшения потока рассеяния (Ф) первичную и вторичную обмотку располагают на одном стержне магнитопровода, по которому проходит основной магнитный поток (Ф1). Магнитный поток первичной обмотки Ф1, пересекая канал с металлом, наводит в нем ЭДС.
Возникающий в короткозамкнутом витке (канал с металлом) ток, проходя по металлу, выделяет теплоту согласно закону Джоуля –Ленца. По конструкции ИКП представляет собой футерованную ванну (7), заключенную в металлической корпус (6). Индукционная единица состоит из индуктора (3), шихтованного магнитопровода (2) из трансформаторной стали и подового камня (10) с охватывающими индуктор плавильными каналами (1). Для слива металла (8) через носок (4) печь наклоняется при помощи гидро- или электропривода. Загрузку печи ведут сверху через проем, закрытый во время плавки футерованной крышкой (5). Подъем крышки производится гидро- или электроприводом. Подовый камень (10) охлаждение воздухом при помощи вентилятора (9) через зазор между индуктором и подовым камнем. ЭСН к индуктору подводится по гибким кабелям. Достоинством ИКП является их высокий энергетический КПД, достигающий 60-95%. Вследствие большого зазора между индуктором и каналом печи, что вызвано необходимостью футеровки, реактивная мощность печи в несколько раз больше ее активной мощности, поэтому естественный cos φ= 0,3..0,7. Меньшие значения коэффициента мощности соответствует ИКП для плавки металлов с низким (медь, алюминий) удельным сопротивлением, а большие значения – с высоким (сталь, чугун). Особенностями ИКП являются: -необходимость непрерывного режима работы, -необходимость оставления части металла при сливе, -сложность перехода к плавке других металлов. Вопрос № 12 Описать устройство, принцип работы индукционной тигельной электрической печи (А).
Рисунок 4- Схема и конструкция индукционных тигельной (А) и канальной (Б) печей Индукционные тигельные печи (ИТП) работают на промышленных, средних и высоких частотах. ИТП состоит из индуктора (1), подключаемого к источнику питания переменного тока, расплавленного металла (2), находящегося внутри огнеупорного тигля (4), и магнитопровода внешнего (3), применяемого в мечах большой емкости. Магнитопровод предназначен для экранирования от полей рассеяния индуктора и уменьшения потерь энергии. Нагрев и расплавление садки происходит за счет вихревых токов, наводимых в ней. Плотность тока в садке неравномерна. Наибольшая- в слое, прилегающем к стенкам тигля, а наименьшая - в центральной части. Вследствие этого возникает естественная циркуляция расплава в тигле, скорость которой зависит от напряженности магнитного поля, частоты источника, удельной мощности и т.п.
Кроме того, ИТП имеют механизм подъема крышки(5), наклона печи, загрузки. В ИТП большой емкости применяются источники питания промышленной частоты, средней и малой емкости – повышенной и высокой частоты. КПД печи определяется зазором между индуктором и садкой. При уменьшении толщины стенки тигля электрически КПД увеличивается, а тепловой- уменьшается. Общий КПД составляет 50-70%. Естественный коэффициент мощности ИПТ невысок cos φ= 0,8..0,3 Для компенсации реактивной мощности требуется установка конденсаторных батарей. Печи могут работать с оставлением сплава (25-30% емкости тигля) или без него. В тигель можно загрузить любую шихту: отходы литейного производства, чушки, мелкую стружку и т.п. Неэлектропроводные тигли изготавливают из кварцитовых, магнезитовых, циркониевых масс. Они размещаются внутри индуктора, не поглощают энергии электромагнитного поля и одновременно являются теплоизоляторами между расплавленным металлом и охлаждаемыми стенками индуктора. Электропроводящие тигли изготавливают из жароупорных сталей, легированных чугунов и графитов. Они поглощают наибольшую часть энергии переменного электромагнитного поля. Нагрев осуществляется косвенный: излучением до расплавления, а после- контактный. Наружные стенки таких тиглей должны быть изолированы о внутренних стенок индуктора. Индукторы изготавливают из медной трубки, охлаждаемой водой, накладываемой в один слой. Обмотка состоит из нескольких катушек, имеющих раздельное охлаждение. Магнитопроводы являются средством защиты каркаса печи от нагрева магнитным полем. ИТП выпускают различных емкостей, мощностей и частот питающей сети Вопрос №15 Приведите методы ультразвуковой обработки металлов. Опишите назначение и устройство акустического узла ультразвукового станка (А).
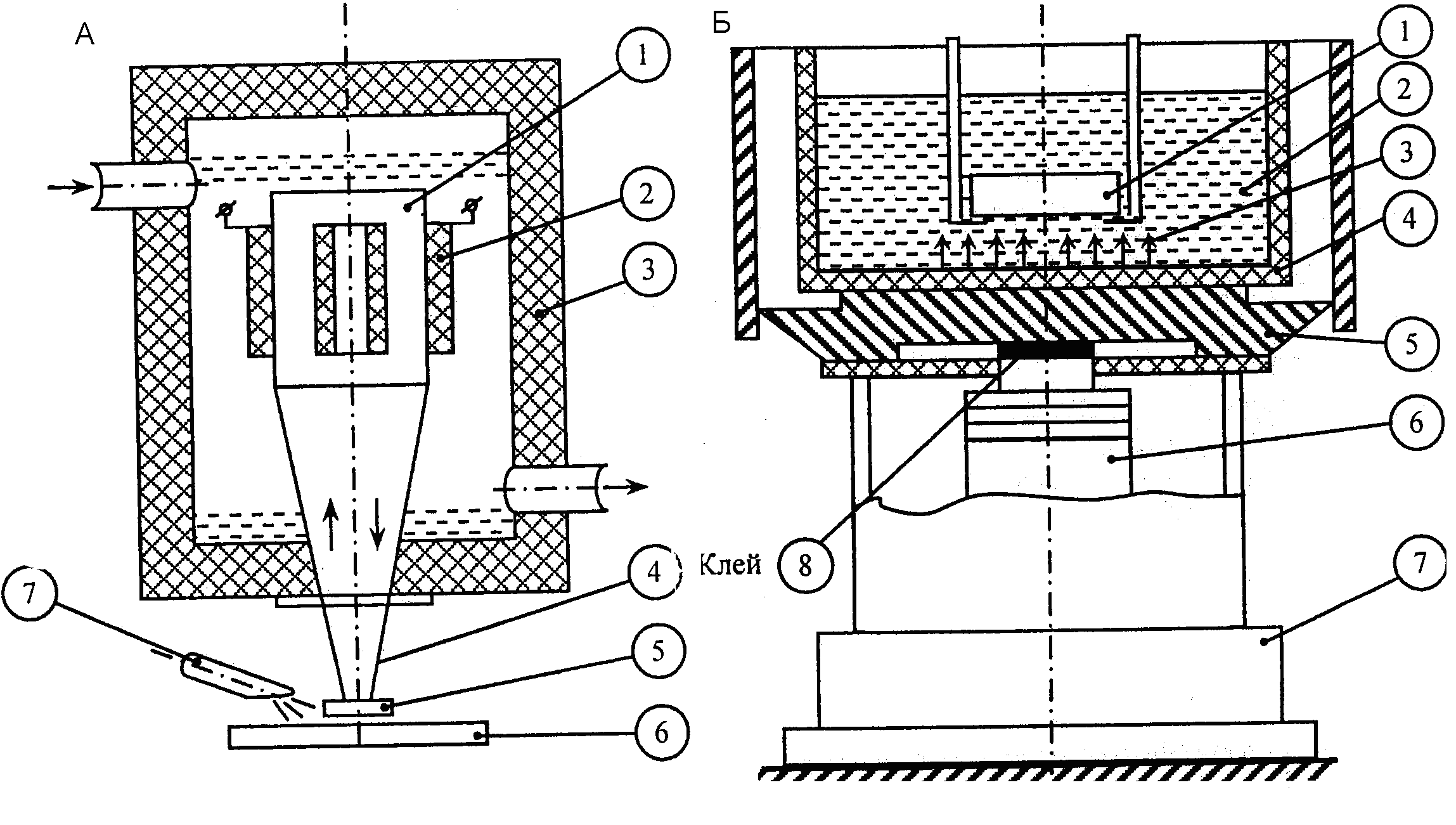
Рисунок 7- Схема акустического узла ультразвукового станка(А) и ультразвуковой ванны(Б) В промышленности ультразвук используется по трем основным направлениям: силовое воздействие на материал, интенсификация и ультразвуковой контроль процессов. Силовое воздействие на материал применяется для механической обработки твердых и сверхтвердых сплавов, получения стойких эмульсий и т.п. Наиболее часто применяются две разновидности ультразвуковой обработки на характерных частотах 16…30кГц: - размерную обработку на станках с применением инструментов; - очистку в ваннах с жидкой средой. Основным рабочим механизмом ультразвукового станка является акустический узел. Он предназначен для приведения рабочего инструмента в колебательное движение. Акустический узел получает питание от генератора электрических колебаний (обычно ламповый), к которому подключается обмотка (2). Главным элементом акустического узла является магнитострикционный (или пьезоэлектрический) преобразователь энергии электрических колебаний в энергию механических упругих колебаний – вибратор (1).
Колебания вибратора, который попеременно удлиняется и укорачивается с ультразвуковой частотой в направлении магнитного поля обмотки, усиливаются концентратором (4), присоединенным к торцу вибратора. К концентратору крепится стальной инструмент (5) так, чтобы между торцом и обрабатываемой деталью (6) оставался зазор. Вибратор помещается в эбонитовй кожух (3), куда подается протонная охлаждающая вода. Инструмент должен иметь форму заданного сечения отверстия. В пространство между торцом инструмента и обрабатываемой поверхностью детали из сопла (7) подается жидкость с мельчайшими зернами абразивного порошка. От колеблющегося торца инструмента зерна абразива приобретают большую скорость, ударяются о поверхность детали и выбивают из нее мельчайшую стружку. Хотя производительность каждого удара ничтожно мала, производительность установки относительно высока, что обусловлено высокой частотой колебаний инструмента (16…30Гц) и большим количеством зерен абразива (20…100 тыс/см3), движущихся одновременно с большим ускорением. По мере снятия слоев материала производится автоматическая подача инструмента. Абразивная жидкость подается в зону обработки под давлением и вымывает отходы обработки. С помощью ультразвуковой технологии можно выполнить такие операции, как прошивка, долбление, сверление, резание, шлифование и другие. Примером могут быть выпускаемые промышленные ультразвуковые станки прошивочные (модели 4770, 4773А) и универсальные (модели 100А).
Вопрос №16 Приведите методы ультразвуковой обработки металлов. Опишите назначение и устройство ультразвуковой ванны (Б).
Рисунок 7- Схема акустического узла ультразвукового станка(А) и ультразвуковой ванны(Б) Ультразвуковые ванны применяются для очистки поверхностей металлических деталей от продуктов коррозии, пленок окислов, минеральных масел и т.п. Работа ультразвуковой ванны основана на использовании эффекта местных гидравлических ударов, возникающих в жидкости под действием ультразвука. Принцип действия такой ванны состоит в следующем. Обрабатываемая деталь (1) погружается (подвешивается) в бачок (4), заполненный жидкой моющей средой (2). Излучателем ультразвуковых колебаний является диафрагма (5), соединенная с магнитострикционным вибратором (6) с помощью клеящего состава (8). Ванна установлена на подставке (7). Волна ультразвуковых колебаний (3) распространяется в рабочей зоне, где производится обработка. Наиболее эффективна ультразвуковая очистка при удалении загрязнений из труднодоступных полостей, углублений и каналов небольших размеров. Кроме того, этим методом удается получить стойкие эмульсии таких несмешивающихся обычными способами жидкостей как вода и масло, ртуть и вода, бензол, вода и другие. Аппаратура УЗУ сравнительно дорога, поэтому экономически целесообразно применять ультразвуковую очистку небольших по размеру деталей только в условиях массового производства.
Вопрос №1 Объясните электрический нагрев и его применение, способы электрического нагрева. Электронагрев широко применяется на предприятиях электромашиностроения при производстве фасонного литья из металлов и сплавов, нагрева заготовок перед обработкой давлением, термической обработки деталей и узлов электрических машин, сушки изоляционных материалов и т.д. Преобразование ЭЭ в тепло, а значит и нагрев, возможны следующими способами: - Индукционный нагрев происходит за счет преобразования энергии электромагнитного поля в тепловую посредством наведения в нагреваемом теле вихревых токов. Этот вид нагрева основан на законе Джоуля-Ленца и применяется в установках прямого и косвенного действия. - Дуговой нагрев происходит за счет теплоты электрической дуги, возникающей между электродами. Применяется в установках прямого и косвенного действия. - Диэлектрический нагрев происходит за счет сквозных токов проводимости и смещения при поляризации. В этом случае полупроводник или непроводящий материал помещают в высокочастотное электрическое поле. - Электронно- или ионно-лучевой нагрев происходит за счет тепловой энегрии, возникающей при столкновении быстродвижущихся электронов или ионов, ускоренных электрическим полем, с поверхностью нагреваемого объекта. - Плазменный нагрев основан на нагреве газа за счет пропускания его через дуговой разряд или высокочастотное поле(электромагнитное или электрическое). Полученная таким образом низкотемпературная плазма используется для нагрева различных сред. - Лазерный нагрев происходит за счет поглощения высококонцентрированных потоков световой энергии поверхностью нагреваемых объектов. Такие потоки энергии получаются в лазерах- оптических квантовых генераторах.
|
|||||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 1586; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.155.58 (0.045 с.) |