Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ручная и машинная формовка. Формовочные и стержневые смеси.
Для изготовления литейных форм по модели в формовочном материале образуют полости, соответствующие по очертаниям и размерам изготовляемой отливке, а затем заполняют их расплавленным металлом. Формовка бывает ручная и машинная. Ручная формовка применяется в индивидуальном, машинная — в серийном и массовом производстве. Поскольку ручная формовка малопроизводительна и трудоемка, она имеет ограниченное применение. Основным способом является машинная формовка, осуществляемая на специальных формовочных машинах при этом механизируются две операции: уплотнение смеси в опоке и извлечение модели из формы. Опоки служат для изготовления литейных форм и представляют собой литые или сварные ящики без дна, выполненные из чугуна, стали или алюминиевых сплавов. Машинную формовку производят по модельным плитам, на которых установлены модели. К модельным плитам прикрепляют опоки. По способу уплотнения формовочной смеси в опоках формовочные машины делятся на встряхивающие, прессовые, пескометы. Прессовые машины применяют для уплотнения формовочной смеси прессованием. Этим способом изготовляют литейные формы в опоках высотой до 1000 мм. В настоящее время для изготовления литейных форм прессованием применяются высокопроизводительные автоматические прессово-формовочные линии (АПФЛ) и дистанционно управляемые прессово-формовочные линии (ДУПФЛ). Пескометы применяются для наполнения формовочной смесью опок с одновременным ее уплотнением. Изготовление стержней. Для изготовления стержней чаще применяют разъемные стержневые ящики. На рис. 22 изображен разъемный, состоящий из двух половин 1 и 2 стержневой ящик для изготовления вручную цилиндрического стержня 4. Рабочие поверхности ящика предварительно припыливают ликоподием или опрыскивают керосином (металлические ящики) для предохранения от прилипания смеси. Собранный ящик
|
||||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 276; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.112.1 (0.005 с.) |
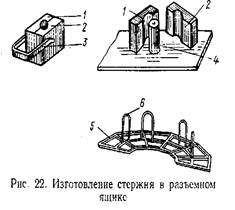 набивают стержневой смесью, затем снимают скобу 3 и раскрепляют ящик. Его половинки легким постукиванием отделяют от стержня 4, который затем сушат. Для увеличения прочности стержней в них вкладывают металлические каркасы, представляющие собой чугунную рамку 5 со стальными прутками 6. Машины, применяемые для изготовления стержней, по конструкции и работе сходны с формовочными машинами. В крупносерийном и массовом производстве ши- роко применяются пескодувные и пескострельные машины. Сушка форм и стержней производится в сушилах периодического и непрерывного действия. Применяется также сушка стержней токами высокой частоты. Система каналов, по которой жидкий металл поступает в форму, называется литниковой системой. Обычная литниковая система (рис. 23) состоит из литниковой чаши /, стояка 2, шлаковика 3 и питателей 4. Число и расположение питателей определяются конструкцией и размерами отливки. На высоких частях отливок устанавливают выпоры 5 для выхода газов. Для борьбы с усадочными раковинами на крупных отливках устанавливаются прибыли. В небольших литейных цехах и при изготовлении единичных, крупных отливок формы заливают на формовочной площадке. В конвейерных литейных цехах заливку производят на движущихся
набивают стержневой смесью, затем снимают скобу 3 и раскрепляют ящик. Его половинки легким постукиванием отделяют от стержня 4, который затем сушат. Для увеличения прочности стержней в них вкладывают металлические каркасы, представляющие собой чугунную рамку 5 со стальными прутками 6. Машины, применяемые для изготовления стержней, по конструкции и работе сходны с формовочными машинами. В крупносерийном и массовом производстве ши- роко применяются пескодувные и пескострельные машины. Сушка форм и стержней производится в сушилах периодического и непрерывного действия. Применяется также сушка стержней токами высокой частоты. Система каналов, по которой жидкий металл поступает в форму, называется литниковой системой. Обычная литниковая система (рис. 23) состоит из литниковой чаши /, стояка 2, шлаковика 3 и питателей 4. Число и расположение питателей определяются конструкцией и размерами отливки. На высоких частях отливок устанавливают выпоры 5 для выхода газов. Для борьбы с усадочными раковинами на крупных отливках устанавливаются прибыли. В небольших литейных цехах и при изготовлении единичных, крупных отливок формы заливают на формовочной площадке. В конвейерных литейных цехах заливку производят на движущихся