Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Отчетная документация по приемочному контролю
13.5.1. Отчетная документация по приемочному контролю должна оформляться на следующие методы контроля: визуальный и измерительный; радиографический; ультразвуковой; капиллярный и магнитопорошковый; испытания механических свойств; испытания на стойкость против межкристаллитной коррозии; металлографические исследования; определение содержания ферритной фазы; контроль герметичности; гидравлические (пневматические) испытания; дополнительные методы контроля (прогонка шариком, стилоскопирование, травление и др.). 13.5.2. Результаты контроля каждым методом по п. 13.5.1 оформляются протоколами, актами, заключениями или извещениями с фиксацией, как минимум, следующих данных: наименование предприятия, выполнявшего контролируемые сварные соединения (наплавки); наименование, шифр или обозначение (номер) изделия; номер чертежа; номера контролируемых сварных соединений и наплавок; категории сварных соединений и наплавок; сведения о проведенной термической обработке; метод и объем контроля; дата проведения контроля; фамилия и инициалы (или обозначение личных клейм) контролеров, выполнявших контроль; сведения о выявленных дефектах и местах их расположения; сведения о результатах контроля после исправления дефектов; окончательное заключение о результатах контроля.
ОТСТУПЛЕНИЯ ОТ УСТАНОВЛЕННЫХ ТРЕБОВАНИЙ
В отдельных случаях, когда проведение контроля одним из предусмотренных методов или в необходимом объеме технически невозможно или когда исправление дефектного сварного соединения (наплавленной детали) может снизить его эксплуатационную надежность, допускаются обоснованные отступления от установленных норм, оформляемые совместным решением конструкторской (проектной) организации, предприятия-изготовителя (монтажной организации), согласованным с головной материаловедческой организацией, заказчиком, эксплуатирующей организацией и одобренным Госатомнадзором России. В случае, если отступления по нормам оценки и качества сварных соединений I, Iн, II, IIн категорий не выходят за пределы, установленные для сварных соединений III категории, указанное решение может быть принято без участия заказчика.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1 ТЕРМИНЫ И ОСНОВНЫЕ ПОНЯТИЯ
В настоящем приложении приведены термины и основные понятия, используемые в настоящих ПК.
1. Общие термины и определения 1.1. Дефект - недопустимое отклонение от требований, установленных настоящим документом. 1.2. Трещины - дефект в виде разрыва металла сварного соединения или наплавленной детали (изделия). 1.3. Отслоение - дефект в виде нарушения сплошности сплавления наплавленного металла с основным на деталях (изделиях) с наплавленным антикоррозионным покрытием или с предварительно наплавленными кромками, а также на других наплавленных деталях. 1.4. Прожог - дефект в виде сквозного отверстия в сварном шве, образовавшегося вследствие вытекания части жидкого металла сварочной ванны в процессе выполнения сварки. 1.5. Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном шве. 1.6. Наплыв - дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность сваренных (наплавленных) деталей или ранее выполненных валиков и несплавившегося с ним. 1.7. Усадочная раковина - дефект в виде полости или впадины, образовавшейся при усадке расплавленного металла при затвердевании (располагается, как правило, в местах перерыва или окончания сварки). 1.8. Подрез - острое углубление на границе поверхности сварного шва с основным металлом или на границе поверхностей двух соседних валиков. 1.9. Брызги металла - дефект в виде затвердевших капель металла на поверхности сваренных или наплавленных деталей. 1.10. Непровар - несплавление в сварном соединении или наплавленной детали между основным металлом и металлом шва (наплавленным металлом) или между отдельными валиками. 1.11. Углубление между валиками - продольная впадина между двумя соседними валиками - продольная впадина между двумя соседями (оценивается по максимальной глубине). 1.12. Чешуйчатость - поперечные или округлые (при автоматической сварке под флюсом - удлиненно-округлые) углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны (оценивается по максимальной глубине).
1.13. Выпуклость стыкового шва - часть стыкового сварного шва, выступающего над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности шва над указанной линией). 1.14. Выпуклость углового шва - часть углового сварного шва, выступающая над линией, соединяющей края его поверхности в одном поперечном сечении (оценивается по максимальной высоте расположения поверхности над указанной линией). 1.15. Вогнутость углового шва - максимальное расстояние от поверхности шва до линии, соединяющей края его поверхности в одном поперечном сечении (оценивается по максимальной глубине расположения поверхности шва под указанной линией). 1.16. Ширина шва - расстояние между краями поверхности сварного шва в одном поперечном сечении. 1.17. Выпуклость (превышение проплавления) корня шва - часть одностороннего сварного шва со стороны его корня, выступающая над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности корня шва над указанным уровнем). 1.18. Вогнутость корня шва - углубление на поверхности сварного соединения с односторонним швом в месте расположения его корня (оценивается по максимальной глубине расположения поверхности корня шва от уровня расположения поверхностей сваренных деталей). 1.19. Кромка сварного шва - торцевая поверхность детали после механической обработки до заданных чертежом размеров разделки сварного шва. 1.20. Смещение кромок - несовпадение уровней расположения свариваемых (сваренных) деталей в стыковых сварных соединениях. 1.21. Включение - полость в металле шва или в наплавленном металле, заполненная газом, шлаком или инородным металлом (пора, шлаковое или вольфрамовое включение). 1.22. Пора - заполненная газом полость округлой формы в металле шва или в наплавленном металле. 1.23. Шлаковое включение - заполненная шлаком полость в металле шва или в наплавленном металле. 1.24. Вольфрамовое включение - внедрившаяся в металл шва или в наплавленный металл нерасплавленная частица (осколок) вольфрамового электрода. 1.25. Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей, пор, непроваров и включений. 1.26. Головная материаловедческая организация - организация, признанная соответствующим органом использования атомной энергии оказывать услуги эксплуатирующей организации или другим организациям по выбору материалов, сварке, обеспечению качества изготовления оборудования и трубопроводов и осуществлять экспертизу проектной, конструкторской, технологической документации и документов, обосновывающих ядерную и радиационную безопасность АЭУ и имеющая на эту деятельность лицензию Госатомнадзора России.
(Введен дополнительно, Изм. № 1).
1.27. Согласование головной материаловедческой организации - положительное заключение головной материаловедческой организации, подготовленное по запросу эксплуатирующей организации или других организаций.
(Введен дополнительно, Изм. № 1).
2. Нормативные термины и определения
2.1. Номинальная толщина сваренных деталей - указанная в чертеже (без учета допусков) толщина основного металла деталей в зоне, примыкающей к сварному шву.
2.2. Номинальная толщина основного металла наплавленной детали (изделия) - указанная в чертеже (без учета допусков) толщина основного металла детали (изделия). 2.3. Расчетная высота углового шва (рис. П1.1) - указанный в чертеже размер перпендикуляра, опущенного из точки сопряжения сваренных деталей (точки 0) на прямую линию, соединяющую края его поверхности в одном поперечном сечении (при выпуклом угловом шве), или на параллельную указанной линии касательную к поверхности сварного шва (при вогнутом угловом шве).
Рис. П1.1. Расчетная высота углового шва h
Для двустороннего углового шва его расчетная высота определяется как сумма расчетных высот (h 1 + h 2) его частей, выполненных с разных сторон. 2.4. Максимальный размер одиночного включения а (рис. П1.2) - наибольшее расстояние между двумя точками внешнего контура включения.
Рис. П1.2. Максимальные размер а и ширина b включения Рис. П1.3. Условия одиночности двух рассматриваемых включений: а) l ³ b 1; l ³ 3 a 2; a 1 > а 2; b 1 > b 2; б) l ³ 3 a 1; (так как b 1 < а 1); a 1 < а 2; b 1 > b 2; в) l ³ 3 a 2; (так как b 2 < а 2); a 1 > а 2; b 1 < b 2
2.5. Максимальная ширина включения b (рис. П1.2) - наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном наибольшему размеру включения. 2.6. Включение одиночное (рис. П1.3) - включение, минимальное расстояние l, от края которого до края любого другого соседнего включения - не менее максимальной ширины каждого из рассматриваемых включений, но не менее трехкратного максимального размера включения с меньшим значением этого показания (из двух рассматриваемых). 2.7. Скопление (рис. П1.4 ,а) -два или несколько включений (пор, шлаковых и вольфрамовых включений) с наибольшим размером более 0,2 мм, минимальное расстояние между краями которых меньше установленного п. 2.6 для одиночных включений, но не менее максимальной ширины каждого из двух рассматриваемых любых соседних включений. При оценке расстояний между скоплениями и включениями скопление рассматривается как одиночное включение.
Рис. П1.4. Скопление (А - максимальный размер скопления; В - максимальная ширина скопления): 3 b 1 > l 1-2 ³ b 1 (при b 1 > b 2), или 3 b 2 > l 1-2 ³ b 2 (при b 2 > b 1), или l 1-2 < 3 a 1 (при a 1 < a 2), или l 1-2 < 3 a 2 (при a 2 < a 1) 3 b 1 > l 1-3 ³ b 1 (при b 1 > b 3), или 3 b 3 > l 1-3 ³ b 3 (при b 3 > b 1), или l 1-3 < 3 a 3 (при a 3 < a 1), или
l 1-3 < 3 a 1 (при a 1 < a 3) 3 b 2 > l 2-3 ³ b 2 (при b 2 > b 3), или 3 b 3 > l 2-3 ³ b 3 (при b 3 > b 2), или l 2-3 < 3 a 2 (при a 2 < a 3), или l 2-3 < 3 a 3 (при a 3 < a 2)
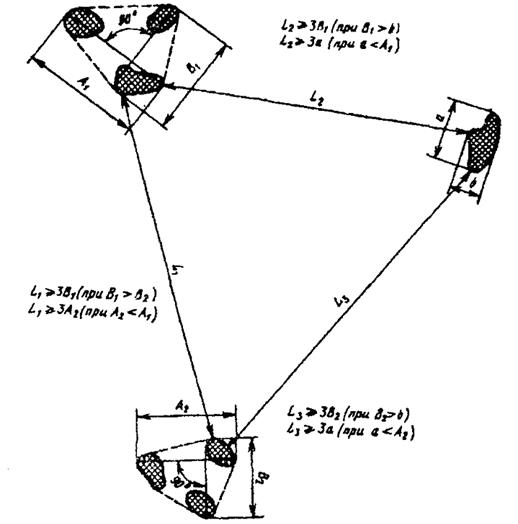
2.8. Внешний контур скопления (рис. П1.4,б) - контур, ограниченный внешними краями включений, входящих в скопление, и касательными линиями, соединяющими указанные края. 2.9. Максимальный размер скопления А (рис. П1.4,б) - наибольшее расстояние между двумя соседними точками внешнего контура скопления. 2.10. Максимальная ширина скопления В (рис. П1.4,б) - наибольшее расстояние между двумя точками внешнего контура скопления, измеренное в направлении, перпендикулярном максимальному размеру скопления. 2.11. Скопление одиночное (рис. П1.5) - скопление, минимальное расстояние L от внешнего контура которого до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений (или скопления и включения), но не менее трехкратного максимального размера скопления (включения) с меньшим значением этого показателя (из двух рассматриваемых).
Рис. П1.5. Одиночные скопления
2.12. Группа включений (рис. П1.6) - два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины хотя бы одного из двух рассматриваемых соседних включений; при этом внешний контур рассматриваемой группы включений ограничивается внешними краями включений, входящих в рассматриваемую группу, и касательными линиями, соединяющими указанные края. 2.13. Недопустимые включения и скопления - одиночные включения (скопления), превышающие установленные нормы по размерам, количеству или суммарной приведенной площади, а также все неодиночные включения (скопления), т.е. включения (скопления) минимальные расстояния между которыми меньше указанных в пп. 2.6 и 2.11. 2.14. Индикаторный след (при капиллярном контроле) - окрашенный пенетрантом участок (пятно) поверхности сварного соединения или наплавленного металла в зоне расположения несплошности. 2.15. Индикаторный след округлый (при капиллярном контроле) - индикаторный след с отношением его максимального размера к максимальной ширине не более 3. 2.16. Индикаторный след удлиненный (при капиллярном контроле) - индикаторный след с отношением его максимального размера к максимальной ширине более 3. 2.17. Индикаторный след одиночный (при капиллярном контроле) - индикаторный след, минимальное расстояние от края которого до края любого другого соседнего индикаторного следа не менее максимальной ширины каждого из двух рассматриваемых индикаторных следов, но не менее максимального размера индикаторного следа с меньшим значением этого показателя (из двух рассматриваемых).
Рис. П1.6. Группа включений (a - максимальный размер группы включений; b - максимальная ширина группы включений) l 1-2 < b 1 (при b 1 > b 2), или l 1-2 < b 2 (при b 2 > b 1), l 1-3 < b 1 (при b 1 > b 3), или l 1-3 < b 3 (при b 3 > b 1), l 2-3 < b 2 (при b 2 > b 3), l 2-3 < b 3 (при b 3 > b 2)
2.18. Недопустимые индикаторные следы (при капиллярном контроле) - одиночные округлые индикаторные следы, превышающие установленные нормы по размерам и числу все одиночные удлиненные индикаторные следы, а также все неодиночные индикаторные следы, т.е. индикаторные следы, минимальные расстояния между которыми менее указанных в п. 2.17. 2.19. Включения одиночные мелкие (при радиографическом контроле) - включения, допустимость которых устанавливается в зависимости от их размеров, а также от общего числа и суммарной приведенной площади одиночных мелких включений и одиночных скоплений. 2.20. Включения одиночные крупные (при радиографическом контроле) - включения, максимальный размер которых превышает допустимый размер одиночных мелких включений, а допустимость устанавливается только в зависимости от размеров и числа без учета их площади при подсчете суммарной приведенной площади и без включения их в общее число одиночных мелких включений и одиночных скоплений. 2.21. Приведенная площадь включения или скопления (при радиографическом контроле) - произведение максимального размера включения (скопления) на его максимальную ширину (учитывается для одиночных малых включений и одиночных скоплений). 2.22. Суммарная приведенная площадь включений и скоплений (при радиографическом контроле) - сумма приведенных площадей отдельных одиночных мелких включений и одиночных скоплений. 2.23. Условная протяженность несплошностей или эталонного отражателя (при ультразвуковом контроле) - максимальный размер зоны индикации несплошности или эталонного отражателя в определенном направлении (например, вдоль шва). 2.24. Эквивалентная площадь несплошности (при ультразвуковом контроле) - площадь модели несплошности, расположенной на том же расстоянии от поверхности ввода, что и реальная несплошность, при которой данный информативный параметр несплошности и модели идентичен. 2.25. Эхо - сигнал (при ультразвуковом контроле) - сигнал, обусловленный отражением импульса упругих волн от границы раздела двух сред.
Основные понятия 3.1. Контрольный сварной шов - шов сварного соединения, выполняемого контролируемыми сварочными материалами с целью проверки характеристик металла этого шва при контроле сварочных материалов. 3.2. Контрольная наплавка - наплавка, выполняемая контрольными сварочными (наплавочными) материалами с целью проверки характеристик наплавленного металла при контроле сварочных (наплавочных материалов). 3.3. Контрольное сварное соединение - сварное соединение, выполняемое при производственной аттестации с целью проверки обеспечения аттестуемой технологией сварки требуемых характеристик металла сварного соединения. 3.4. Производственное контрольное сварное соединение - сварное соединение, выполняемое с целью проверки соответствия характеристик металла производственных сварных соединений установленным требованиям. 3.5. Наплавленный металл - металл, полученный при плавлении присадочных материалов в процессе наплавки (сварки) в слоях (валиках), практически не разбавленных основным металлом. Наплавленным металлом считается также металл контрольного сварного шва, выполненного с предварительной наплавкой кромок не менее чем в три слоя присадочными материалами контролируемой марки. 3.6. Металл шва - металл, полученный при плавлении присадочных материалов в процессе выполнения сварного соединения и разбавленный основным металлом за счет его расплавления в зоне свариваемых кромок.
|
|||||||||
|
|
Последнее изменение этой страницы: 2017-01-25; просмотров: 413; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.184.90 (0.068 с.) |