
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
G02/G03 (круговая интерполяция)Содержание книги Поиск на нашем сайте Основные G-функции Внимание! При вводе числовых параметров разделительным знаком числа является точка «.», а не запятая «,».
1.1. G00 (ускоренный ход) Используется для выполнения ускоренных (быстрых) перемещений в точку с заданными координатами в абсолютных величинах (по G90, см. разд. 1.7) или в относительных приращениях (по G91, см. разд. 1.7). Каждая ось при этом имеет отдельный предел скорости. Оси с наибольшим временем отработки заданного перемещения выходят в заданную координату последними. При ускоренном перемещении не выполняется сопряжение соседних кадров. Функция активна до тех пор, пока не будет отменена вводом другой G-фунции.
Координаты X=Xк, Z=Zк (при перемещении в абсолютных величинах); Синтаксис
G00X_Z_ (перемещение одновременно по двум осям, см. рис. а); G01 (линейная интерполяция) Используется для выполнения линейных перемещений на рабочей подаче – минутной (по G98, см. разд. 1.8) или оборотной (по G99, см. разд. 1.8) – в точку с заданными координатами в абсолютных величинах (поG90, см. разд. 1.7) или в относительных приращениях (по G91, см. разд. 1.7). Функция активна до тех пор, пока не будет отменена вводом другой G-фунции. Координаты Координаты вычисляются аналогично случаю с ускоренными перемещениями. Синтаксис G01X_Z_F_ (перемещение одновременно по двум осям, см. рис. 2, а, причем параметр величины подачи F не является обязательным; если он не указан, то действует предыдущее заданное значение подачи); G01X_ (перемещение только по оси Х, см. рис. 2, б). G01Z_ (перемещение только по оси Z, см. рис. 2, в). G02/G03 (круговая интерполяция) Используется для выполнения перемещений по дуге окружности (от одного до четырех квадрантов) на рабочей подаче – минутной (по G98, см. разд. 1.8) или оборотной (по G99, см. разд. 1.8) – в точку с заданными координатами в абсолютных величинах (по G90, см. разд. 1.7) или в относительных приращениях (по G91, см. разд. 1.7). Функция G02 обеспечивает движение по часовой стрелке, функция G03 – против часовой стрелки. Функция активна до тех пор, пока не будет отменена вводом другой G-фунции.
X и Z – координаты конечной точки дуги относительно начала координат, см. рис. 3. · X=Xк, Z=Zк (при перемещении в абсолютных величинах); · X=Xк-Xи, Z=Zк-Zи (при перемещении в относительных приращениях).
I и K – координаты центра дуги относительно начальной точки дуги по осям Х и Z соответственно. · I=Xо-Хи. · K=Zо-Zи.
Данные параметры математически вычисляются аналогично для обеих функций G02 и G03. Синтаксис G02X_Z_I_K_F_ (см. рис. 3, параметр величины подачи F не является обязательным; если он не указан, то действует предыдущее заданное зна-чение подачи);
Пример Круговая интерполяция по часовой стрелке для данного контура будет выражена следующим образом: · X=15, Z= -150 (при перемещении в абсолютных величинах); · X=15-53= -38, Z=-150-(-34)= -116 (при перемещении в относительных приращениях). · I=7-53= -46; · K=-40-(-34)= -6.
G02X15Z-150I-46K-6 (при перемещении в абсолютных величинах) G02X-38Z-116I-46K-6 (при перемещении в относительных приращениях) Плоскость интерполяции определяется G-функциями: G17 – плоскость ХУ, G18 – плоскость ХZ, G19 – плоскость YZ. По умолчанию всегда активна G18.
1.4. G04 (программная задержка) После функций перемещения (G00, G01, G02, G03) в программе может вводиться задержка в секундах, величина которой определяется параметром Х. Диапазон временной задержки варьируется от 0.001 до 99999.999 сек. Синтаксис G04X_ Синтаксис G52X_Z_ Отмена локальной системы выполняется кадром G52X0Z0.
Требования, которые надо учитывать при вводе компенсации Плоскость Для компенсации надо назначить несколько параметров. Во-первых, плоскость выполнения компенсации — может быть выбрана любая плоскость в пространстве XYZ путем задания G-функции G17, G18, G19. Например, G17 при описании вектора, параллельного оси Z, в отрицательном направлении определяет в плоскости XY компенсацию при обходе слева и справа. Эти же функции определяют плоскость круговой интерполяции. (Для токарного станка плоскость интерполяции задана при загрузке системы, и указывать её необязательно.) Направление Направление обхода контура при компенсации определяется функциями G41и G42. Эти функции также включают (активируют) компенсацию. Отмена компенсации выполняется функцией G40. T1m06d1 G90 g00z0x20 G98F100 //ВКЛ КОРРЕКЦИИ G42g01x10 z-10 x0 z10 x10 z0 //ОТМЕНА КОРРЕКЦИИ G40x20
Параметры S – скорость резания. Синтаксис G86S_ (включение режима постоянной скорости резания, только для рабочих перемещений.) G87 (выключение режима постоянной скорости резания) После выполнения программы активной остается последняя использо-ванная G-функция, которая будет активная перед началом выполнения следующей программы. Пример: g86s90 Синтаксис G90 (абсолютные перемещения) G91 (относительные перемещения)
При включении ЧПУ активна функция G90 абсолютного отсчета. После выполнения программы активной остается последняя использованная G-функция, которая будет активная перед началом выполнения следующей программы.
Синтаксис G98 (минутная подача) G99 (оборотная подача) При включении ЧПУ автоматически активна функция G98, режим минутной подачи. После выполнения программы активной остается последняя использованная G-функция, которая будет активная перед началом выполнения следующей программы.
Работы по техническому обслуживанию станков с ПУ:
Углеродистые стали С 01.01.80 Настоящий стандарт устанавливает правила указания допусков формы и расположения поверхностей на чертежах изделий всех отраслей промышленности. Термины и определения допусков формы и расположения поверхностей - по ГОСТ 24642-81. Числовые значения допусков формы и расположения поверхностей - по ГОСТ 24643-81. Стандарт полностью соответствует СТ СЭВ 368-76. (Измененная редакция, Изм. № 1). ОБЩИЕ ТРЕБОВАНИЯ 1.1. Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями. Вид допуска формы и расположения поверхностей должен быть обозначен на чертеже знаками (графическими символами), приведенными в таблице.
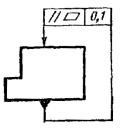
Формы и размеры знаков приведены в обязательном приложении 1. Примеры указания на чертежах допусков формы и расположения поверхностей приведены в справочном приложении 2. Примечание. Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в следующей последовательности: знак допуска расположения, знак допуска формы. Например:
1.2. Допуск формы и расположения поверхностей допускается указывать текстом в технических требованиях, как правило, в том случае, если отсутствует знак вида допуска. 1.3. При указании допуска формы и расположения поверхностей в технических требованиях текст должен содержать: вид допуска; указание поверхности или другого элемента, для которого задается допуск (для этого используют буквенное обозначение или конструктивное наименование, определяющее поверхность); числовое значение допуска в миллиметрах; указание баз, относительно которых задается допуск (для допусков расположения и суммарных допусков формы и расположения); указание о зависимых допусках формы или расположения (в соответствующих случаях). 1.4. При необходимости нормирования допусков формы и расположения, не указанных на чертеже числовыми значениями и не ограничиваемых другими указанными в чертеже допусками формы и расположения, в технических требованиях чертежа должна быть приведена общая запись о неуказанных допусках формы и расположения со ссылкой на ГОСТ 25069-81 или другие документы, устанавливающие неуказанные допуски формы и расположения. Например: 1. Неуказанные допуски формы и расположения - по ГОСТ 25069-81. 2. Неуказанные допуски соосности и симметричности - по ГОСТ 25069-81. (Введен дополнительно, Изм. № 1). Черт. 1
Черт. 2 2.2. Рамки следует выполнять сплошными тонкими линиями. Высота цифр, букв и знаков, вписываемых в рамки, должна быть равна размеру шрифта размерных чисел. Графическое изображение рамки приведено в обязательном приложении 1. 2.3. Рамку располагают горизонтально. В необходимых случаях допускается вертикальное расположение рамки. Не допускается пересекать рамку какими-либо линиями. 2.4. Рамку соединяют с элементом, к которому относится допуск, сплошной тонкой линией, заканчивающейся стрелкой (черт. 3).
Черт. 3 Соединительная линия может быть прямой или ломаной, но направление отрезка соединительной линии, заканчивающегося стрелкой, должно соответствовать направлению измерения отклонения. Соединительную линию отводят от рамки, как показано на черт. 4.
Черт. 4 В необходимых случаях допускается: проводить соединительную линию от второй (последней) части рамки (черт. 5 а); заканчивать соединительную линию стрелкой и со стороны материала детали (черт. 5 б).
Черт. 5 2.5. Если допуск относится к поверхности или ее профилю, то рамку соединяют с контурной линией поверхности или ее продолжением, при этом соединительная линия не должна быть продолжением размерной линии (черт. 6,7).
Черт. 6
Черт. 7 2.6. Если допуск относится к оси или плоскости симметрии, то соединительная линия должна быть продолжением размерной линии (черт. 8 а, б). При недостатке места стрелку размерной линии допускается совмещать со стрелкой соединительной линии (черт. 8 в).
Черт. 8 Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения допуска формы и расположения, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения допуска формы или расположения (черт. 9).
Черт. 9
Черт. 10 2.7. Если допуск относится к боковым сторонам резьбы, то рамку соединяют с изображением в соответствии с черт. 10 а. Если допуск относится к оси резьбы, то рамку соединяют с изображением в соответствии с черт. 10 б. 2.8. Если допуск относится к общей оси (плоскости симметрии) и из чертежа ясно, для каких поверхностей данная ось (плоскость симметрии) является общей, то рамку соединяют с осью (плоскостью симметрии) (черт. 11 а, б).
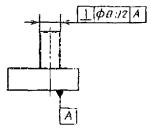
Черт. 11 2.9. Перед числовым значением допуска следует указывать: символ Æ, если круговое или цилиндрическое поле допуска указывают диаметром (черт. 12 а); символ R, если круговое или цилиндрическое поле допуска указывают радиусом (черт. 12 б); символ Т, если допуски симметричности, пересечения осей, формы заданного профиля и заданной поверхности, а также позиционные допуски (для случая, когда поле позиционного допуска ограничено двумя параллельными прямыми или плоскостями) указывают в диаметральном выражении (черт. 12 в); символ Т/2 для тех же видов допусков, если их указывают в радиусном выражении (черт. 12 г); слово «сфера» и символы Æ или R, если поле допуска сферическое (черт. 12 д).
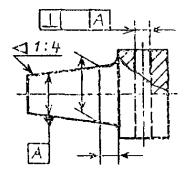
Черт. 12 2.10. Числовое значение допуска формы и расположения поверхностей, указанное в рамке (черт. 13 а), относится ко всей длине поверхности. Если допуск относится к любому участку поверхности заданной длины (или площади), то заданную длину (или площадь) указывают рядом с допуском и отделяют от него наклонной линией (черт. 13 б, в), которая не должна касаться рамки. Если необходимо назначить допуск на всей длине поверхности и на заданной длине, то допуск на заданной длине указывают под допуском на всей длине (черт. 13 г).
Черт. 13 (Измененная редакция, Изм. № 1). 2.11. Если допуск должен относиться к участку, расположенному в определенном месте элемента, то этот участок обозначают штрихпунктирной линией и ограничивают размерами согласно черт. 14.
Черт. 14 2.12. Если необходимо задать выступающее поле допуска расположения, то после числового значения допуска указывают символ Контур выступающей части нормируемого элемента ограничивают тонкой сплошной линией, а длину и расположение выступающего поля допуска - размерами (черт. 15).
Черт. 15 2.13. Надписи, дополняющие данные, приведенные в рамке допуска, следует наносить над рамкой под ней или как показано на черт. 16.
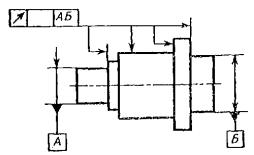
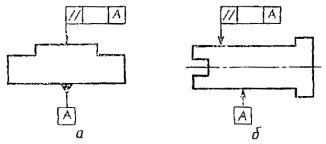
Черт. 16 (Измененная редакция, Изм. № 1). 2.14. Если для одного элемента необходимо задать два разных вида допуска, то допускается рамки объединять и располагать их согласно черт. 17 (верхнее обозначение). Если для поверхности требуется указать одновременно условное обозначение допуска формы или расположения и ее буквенное обозначение, используемое для нормирования другого допуска, то рамки с обоими условными обозначениями допускается располагать рядом на соединительной линии (черт. 17, нижнее обозначение). 2.15. Повторяющиеся одинаковые или разные виды допусков, обозначаемые одним и тем же знаком, имеющие одинаковые числовые значения и относящиеся к одним и тем же базам, допускается указывать один раз в рамке, от которой отходит одна соединительная линия, разветвляемая затем ко всем нормируемым элементам (черт. 18).
Черт. 17
Черт. 18 2.16. Допуски формы и расположения симметрично расположенных элементов на симметричных деталях указывают один раз. ОБОЗНАЧЕНИЕ БАЗ 3.1. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой. При выполнении чертежей с помощью выводных устройств ЭВМ допускается треугольник, обозначающий базу, не зачернять. Треугольник, обозначающий базу, должен быть равносторонним, высотой приблизительно равной размеру шрифта размерных чисел. 3.2. Если базой является поверхность или ее профиль, то основание треугольника располагают на контурной линии поверхности (черт. 19 а) или на ее продолжении (черт. 19 б). При этом соединительная линия не должна быть продолжением размерной линии.
Черт. 19 3.3. Если базой является ось или плоскость симметрии, то треугольник располагают на конце размерной линии (черт. 18). В случае недостатка места стрелку размерной линии допускается заменять треугольником, обозначающим базу (черт. 20).
Черт. 20 Если базой является общая ось (черт. 21 а) или плоскость симметрии (черт. 21 б) и из чертежа ясно, для каких поверхностей ось (плоскость симметрии) является общей, то треугольник располагают на оси.
Черт. 21 (Измененная редакция, Изм. № 1). 3.4. Если базой является ось центровых отверстий, то рядом с обозначением базовой оси делают надпись «Ось центров» (черт. 22). Допускается обозначать базовую ось центровых отверстий в соответствии с черт. 23.
Черт. 22
Черт. 23 3.5. Если базой является определенная часть элемента, то ее обозначают штрихпунктирной линией и ограничивают размерами в соответствии с черт. 24. Если базой является определенное место элемента, то оно должно быть определено размерами согласно черт. 25.
Черт. 24
Черт. 25 3.6. Если нет необходимости выделять как базу пи одну из поверхностей, то треугольник заменяют стрелкой (черт. 26 б). 3.7. Если соединение рамки с базой или другой поверхностью, к которой относится отклонение расположения, затруднительно, по поверхность обозначают прописной буквой, вписываемой в третью часть рамки. Эту же букву вписывают в рамку, которую соединяют с обозначаемой поверхностью линией, закапчивающейся треугольником, если обозначают базу (черт. 27 а), или стрелкой, если обозначаемая поверхность не является базой (черт. 27 б). При этом букву следует располагать параллельно основной надписи.
Черт. 26
Черт. 27 3.8. Если размер элемента уже указан один раз, то на других размерных линиях данного элемента, используемых для условного обозначения базы, его не указывают. Размерную линию без размера следует рассматривать как составную часть условного обозначения базы (черт. 28).
Черт. 28 3.9. Если два или несколько элементов образуют объединенную базу и их последовательность не имеет значения (например, они имеют общую ось или плоскость симметрии), то каждый элемент обозначают самостоятельно и все буквы вписывают подряд в третью часть рамки (черт. 25, 29). 3.10. Если необходимо задать допуск расположения относительно комплекта баз, то буквенные обозначения баз указывают в самостоятельных частях (третьей и далее) рамки. В этом случае базы записывают в порядке убывания числа степеней свободы, лишаемых ими (черт. 30).
Черт. 29
Черт. 30 Черт. 31 Черт. 32 ПРИЛОЖЕНИЕ 1 ФОРМА И РАЗМЕРЫ ЗНАКОВ
ПРИЛОЖЕНИЕ 2 ПРИМЕРЫ УКАЗАНИЯ НА ЧЕРТЕЖАХ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Примечания: 1. В приведенных примерах допуски соосности, симметричности, позиционные, пересечения осей, формы заданного профиля и заданной поверхности указаны в диаметральном выражении. Допускается указывать их в радиусном выражении, например:
В ранее выпущенной документации допуски соосности, симметричности, смещения осей от номинального расположения (позиционного допуска), обозначенные соответственно знаками 2. Указание допусков формы и расположения поверхностей в текстовых документах или в технических требованиях чертежа следует приводить по аналогии с текстом пояснении к условным обозначениям допусков формы и расположения, приведенным в настоящем приложении. При этом поверхности, к которым относятся допуски формы и расположения или которые приняты за базу, следует обозначать буквами или проводить их конструкторские наименования. Допускается вместо слов «допуск зависимый» указывать знак 3. Во вновь разрабатываемой документации запись в технических требованиях о допусках овальности, конусообразности, бочкообразности и седлообразности должна быть, например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диаметров). В технической документации, разработанной до 01.01.80, предельные значения овальности, конусообразности, бочкообразности и седлообразности определяют как разность наибольшего и наименьшего диаметров. (Измененная редакция, Изм. № 1).
Рабочее место оператора представляет собой отдельный производственный участок, закрепленный за одним рабочим или за бригадой рабочих. Рациональная организация рабочего места повышает эффективность использования станков с ЧПУ и способствует выполнению работы на них c наименьшими затратами труда. Основными факторами, влияющими на организацию рабочего места, являются технологический процесс и организация производства, а также система обеспечения рабочего места заготовками, технической документацией, инструментом, приспособлениями и ремонтообслуживанием оборудования. Прежде всего рабочее место должно обеспечиваться необходимым количеством заготовок, инструмента и приспособлений для бесперебойной работы в течение смены. Площадь рабочего места должна быть такой, чтобы, с одной стороны, она гарантировала оптимальные условия труда, а с другой - была бы экономически целесообразной. Одной из наиболее важных характеристик рабочего места является эффективность его внутренней планировки. На рис. 7.1 показаны рациональные планировки рабочих мест операторов-станочников, обслуживающих токарные (рис. 7.1, а), фрезерные (рис. 7.1, б), сверлильные (рис. 7.1, в) и расточные (рис. 7.1, г) станки с ЧПУ. Планировки разработаны для условий мелкосерийного производства, когда на рабочем месте могут выполняться операции по обработке большой номенклатуры различных заготовок. При этом предполагается, что оператор обслуживает только один станок. Яндекс.ДиректВсе объявленияФрезерные станки с ЧПУ POLYAX 3D/2D Рабочее поле 1500х2500x250мм. По дереву,цветным металлам. От 445 000рАдрес и телефон polyax.ru
Рис. 7.1. Рациональные планировки рабочих мест операторов станков с ЧПУ: а - для токарного станка мод. 16К20Ф3; б - для фрезерного станка мод. 6Р13Ф3; в - для сверлильного станка мод. 2Р135Ф2; г - для расточного станка мод. 2А622Ф2; 1 - станок; 2 - устройство ЧПУ; 3 - гидростанция; 4 - решетка под ноги; 5 - тара или стеллаж-подставка; 6 - тумбочка инструментальная; 7 - электрошкаф; в -стеллаж для приспособлений; 9 - ящик для стружки; 10, - стул подъемно-поворотный; 11 - защитный экран.
1. Базирование деталей (заготовок) при обработке.
При разработке технологического процесса механической обработки важным является правильное базирование заготовки. Под термином база понимают совокупность поверхностей, линий или точек, по отношению к которым ориентируются другие поверхности данной детали или другие детали изделия при их обработке, измерении или сборке. Базированием заготовки называют установку и закрепление ее в определенном положении относительно станка и режущего инструмента. От правильности расположения заготовки относительно ста
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-25; просмотров: 5504; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.016 с.) |



 Координаты
Координаты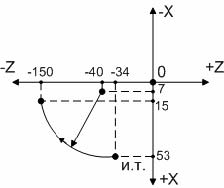 G03X_Z_I_K_F_.
G03X_Z_I_K_F_.















 - знак суммарного допуска параллельности и плоскостности;
- знак суммарного допуска параллельности и плоскостности; - знак суммарного допуска перпендикулярности и плоскостности;
- знак суммарного допуска перпендикулярности и плоскостности; - знак суммарного допуска наклона и плоскостности.
- знак суммарного допуска наклона и плоскостности.











































































 или текстом в технических требованиях, следует понимать как допуски в радиусном выражении.
или текстом в технических требованиях, следует понимать как допуски в радиусном выражении. и вместо указаний перед числовым значением символов Æ; R; Т; Т/2 запись текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».
и вместо указаний перед числовым значением символов Æ; R; Т; Т/2 запись текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметричности 0,12 мм в радиусном выражении».






