Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление полюсных катушек
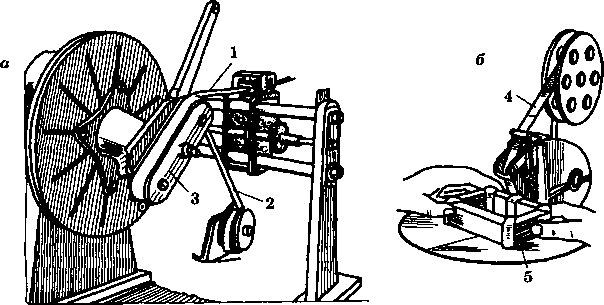
При ремонте машин постоянного тока наиболее сложной операци- ей является изготовление на специальных станках новых полюсных ка- тушек (рис.3.86 где 1 –асбестовая лента; 2 –микалента;3 –шаблон; 4 –изоляционная лента; 5 –полюсная катушка машины.) [14]. Катушки главных полюсов наматывают на каркасы или шаблоны, руководствуясь обмоточными данными ремонтируемой Каркасы изготавливают из листового электрокартона, а шаблоны –из дерева или листовой стали. Шаблон из дерева применяют при намотке катушек малых машин, а из стали –при намотке катушек средних и крупных машин.
а) б) Рис. 3.86.Станок для намотки катушки (а) и изоляции намотанной катушки.(б) Намотку катушек главных полюсов выполняют в такой последовательсти. Вручную изолируют каркас или шаблон по высоте несколькими слоями микафолия, а затем укрепляют изолированную лакотканью выводную пластину, припаянную к началу обмоточного провода. Каркас (шаблон) устанавливают на станок и наматывают катушку. При этом следят, чтобы провод укладывался равномерно, без зазоров и переходов через витки. Перед намоткой последнего слоя провода на каркас устанавливают вторую выводную пластину, к которой припоем ПОС-ЗО припаивают второй конец катушки. Намотанную катушку сушат и пропитывают, а затем покрывают лаком и сушат на воздухе в течение 10—12 ч. Готовую катушку (рис. 3.87 где:1 –выводные пластины;2 –каркас; 3 –клинья;4 –полюс; 5 –катушка) насаживают на полюс и крепят деревянными клиньями. Полюсныекатушки изготовляют и другим способом, при котором провод наматывают не на каркас или шаблон, а непосредственно на изолированный полюс.
Рис. 3.87. Полюсная катушка При этом придерживаются такой последовательности операций. Сначала очищают поверхность полюса и покрывают ее глифталевым лаком. Затем отрезают полосу лакоткани шириной 80 мм и длиной, равной периметру полюса, и наклеивают ее таким образом, чтобы она прилегала к сердечнику полюса половиной ширины. После этого изолируют сердечник полюса, наматывая на него слои микафолия и асбеста, пропитанного лаком. Каждый слой микафолия проглаживают горячим утргом и протирают чистой сухой ветошью. Наложив изоляцию требуемой толщины, загибают на сердечник свешивающийся край лакоткани и наклеивают ее на плоский слой микафолия. На изолированный полюс надевают нижнюю изоляционную шайбу, наматывают катушку и надевают верхнюю изоляционную шайбу. После этого катушку закрепляют на полюсе, расклинивая деревянными клиньями.
Катушки дополнительных полюсов мелких машин наматывают изолированным проводом, а средних и крупных голым шинным проводом прямоугольного сечения, укладывая витки катушки плашмя или на ребро.В катушках дополнительных полюсов повреждается не медь, а изоляция, поэтому и ремонт ее практически сводится к восстановлению изоляции. Изоляцией между витками служит асбестовая бумага толщиной 0,3 мм, которую нарезают по размеру витков в виде рамок и вкладывают между витками после намотки. Наружная изоляция катушки состоит из последовательно накладываемых слоев асбестовой ленты и микаленты, закрепляемых хлопчатобумажной лентой. При переизоляции катушку очищают от старой изоляции и надевают на специальную оправку.Прокладки заготовляют из асбестовой бумаги, электрокартона или миканита. Число прокладок должно быть равно числу витков. Витки катушки на оправке раздвигают и вкладывают между слоем бакелитового или глифталевого лака. Затем стягивают катушку хлопчатобумажной лентой и прессуют на металлической оправке сле- дующим образом. На оправку надевают торцевую изоляционную шайбу, устанавливают на ней катушку и накрывают второй шайбой, а затем сжимают катушку. После этого подключают катушку к сварочному трансформатору, нагревают ее до 120 °С и, дополнительно сжимая, прессуют окончательно, а затем охлаждают в запрессованном положении на оправке до 25—30 °С и снимают с оправки. Охлажденную катушку покрывают лаком воздушной сушки и выдерживают в течение 10—12 ч при 20—25 °С. Наружную поверхность спрессованной катушки изолируют ас- бестовой, а затем миканитовой лентами, закрепляемыми хлопчатобу- мажной лентой, которую затем покрывают лаком. Готовую катушку насаживают на дополнительный полюс и закрепляют на нем дере- вянными клиньями.
|
|||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 329; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.198.36 (0.019 с.) |