Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Получение стали в электрических печах
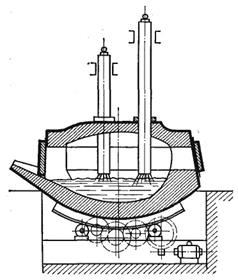
Получение стали в электрических печах, из года в год увеличивается, так как в них можно получить более высокую температуру и восстановительную или нейтральную атмосферу, что очень важно при выплавке высоколегированных сталей. Для производства стали, наиболее часто применяют дуговые трехфазные электрические печи с вертикальными графитовыми или угольными электродами и непроводящим подом. Ток, нагревающий ванну в этих печах, проходит по цепи электрод–дуга–шлак–металл–шлак–дуга–электрод. Вместимость таких печей достигает 270 т. На рис.13 представлены схема и внешний вид такой печи.
Рис.13.Схема электродуговой печи
Печь состоит из металлического кожуха цилиндрической формы исферического или плоского дна. Внутри печь футерована огнеупорными материалами. Электрические печи имеют механизмы для наклона печи в сторону выпускного отверстия на 40÷45° для слива металла и на 10÷15° в сторону рабочего окна для скачивания шлака. Механизмы для наклона печей довольно разнообразны. Свод печи обычно сферический и через него опускают в печь три цилиндрических электрода. Рядом с печью помещены механизмы для подъема электродов и понижающий трансформатор, через который печь питается и регулируется ее тепловой режим. Мощность трансформатора зависит от размеров и емкости печи. Так, 10-тонные печи имеют мощность трансформатора 3500 кВА, а 250-тонные печи – 60 000 кВА. Загрузку печей производят через окно (с помощью мульд и завалочной машины) или через свод (с помощью загрузочной бадьи или сетки). В этом случае свод с электродами делают съемным и в период загрузки его поднимают, а печь отводят в сторону и мостовым краном сразу или в два приема загружают полную садку печи. После этого сводом вновь быстро накрывают печь. В зависимости от состава перерабатываемого сырья, характера выплавляемой стали, а также конструкции и материала футеровки печи ход выплавки стали, существенно меняется. Для примера, кратко разберем плавку стали с окислением в основной дуговой печи. Эта плавка ведется в том случае, если перерабатываемое сырье содержит фосфор и значительно отличается по составу других элементов, от заданной марки стали. После загрузки печи тем или иным способом электроды опускают на металлическую шихту, предварительно засыпав ее сверху известью в количестве 2÷3% от массы загруженного в печь металла. Известь способствует ровному горению дуги, предохраняет материалы от поглощения газов и быстрее образует шлак. Плавление ведут при наибольшей мощности печи (на самых высоких ступенях напряжения), чтобы быстрее создать в печи жидкую фазу. Еще до полного расплавления шихты в печь засыпают железную руду и известь, обычно около 1 % от массы металла, для получения в первом периоде плавки окислительного шлака. Через 10÷15 мин после загрузки руды из печи скачивают 60÷70% шлака, с ним удаляется большая часть фосфора так же, как и при плавке в мартеновской печи, преимущественно в виде фосфатов железа. После скачивания шлака в печь опять засыпают известь (1,0÷1,5% от массы металла), полностью расплавляют и нагревают металл, порциями засыпают железную руду и известь. По мере повышения температуры усиливаются окисление углерода и кипение ванны, что, как известно, способствует удалению из металла растворенных в нем газов и неметаллических включений.
В период кипения для полного удаления фосфора из металла несколько раз сливают шлак. Вместо слитого шлака наплавляется новый. Шлаки окислительного периода на заводах называют черными, так как присутствующие в них окислы железа окрашивают их в черный цвет. После того как содержание углерода в металле достигает нижнего предела заданной марки, а содержание фосфора снижается до 0,015%, шлак опять удаляют и дают ванне «прокипеть» 25 мин, без присадки руды (то есть проводят чистое или безрудное кипение). После этого начинают восстановительный период плавки. Он начинается загрузкой в печь смеси извести, плавикового шпата CaF2 и мелкого кокса для образования уже восстановительного шлака. Имеющаяся в металле ванны закись железа и марганца при этом начинает переходить в шлак и восстанавливаться имеющимся в шлаке углеродом кокса. После побеления шлака в него вводят еще более сильные восстановители – молотый ферросилиций или алюминий. Отличительной особенностью выплавки стали в электрических печах, является активное раскисление шлака, что приводит к диффузионному раскислению металла, непрерывно отдающему растворенную в нем закись железа за счет диффузии ее в восстановительный шлак. Такой метод раскисления предотвращает загрязнение металла неметаллическими включениями, выделяющимися при раскислении (А12О3 и др.).
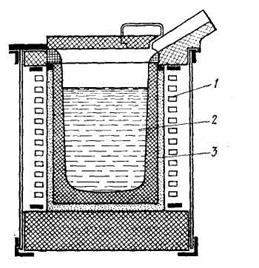
Высокая температура, низкое содержание в шлаке закиси железа и высокое содержание извести способствуют в дуговой электропечи более полному удалению серы из металла в виде CaS. Этим путем содержание серы в металле иногда удается снизить до тысячных долей процента. Однако следует иметь в виду, что при работе с карбидным шлаком происходит некоторое науглероживание металла. Продолжительность выплавки стали в дуговой печи составляет 6÷8 ч и, зависит от ее мощности и конструкции, выплавляемой марки стали, а также характера исходного сырья. Так, загрузка завалочной машины 35-тонной печи занимает около 1 ч, а для загрузки сверху требуется лишь несколько минут. На восстановительный период стали простого состава требуется, примерно, 1,5 ч; для легированных сталей – 2÷2,5 ч. Если шихта требует окисления примесей, то продолжительность окислительного периода в зависимости от количества примесей составляет от 40 до 80 мин. Расход электроэнергии на I т выплавляемой стали зависит от мощности и конструкции печи, продолжительности плавки и, следовательно, характера сырья и заданной марки стали. На I т выплавляемой углеродистой стали расходуется 500÷700 кВт-ч, легированной стали ÷ до 1000 кВт-ч. Выплавка стали в индукционных печах применяется в черной металлургии значительно реже, чем в дуговых. Для этой цели используют обычно печи без железного сердечника (рис. 14), состоящие из индуктора в виде катушки (из медной трубки 1,охлаждаемой водой), являющейся первичной обмоткой, окружающей огнеупорный тигель 3,куда загружается плавящийся металл. Магнитные силовые линии, создаваемые катушкой, проходя через металл 2, находящийся в тигле, вызывают в нем вихревые токи, которые нагревают и плавят его. Так как в индукционных печах тепло возникает в металле, шлак в них нагревается только через металл. Вместимость современных индукционных печей достигает нередко 5 т, а в отдельныхслучаях и 15 т. Крупные печи могут работать на переменном токе с промышленной частотой в 50 периодов; более мелкие нуждаются в генераторах, работающих на частоте 500÷2500 периодов в секунду. Выплавка стали из чугуна в индукционных печах распространения не получила, так как окисление и рафинирование с помощью шлака в них почти невозможно. Эти печи с успехом используются для переплавки чистых легированных сталей, так как высокая температура, возможность работы в вакууме и отсутствие науглероживания металла электродами дают возможность получить в них стали с малым содержанием углерода и различные сложные сплавы, к которым предъявляются повышенные требования.
Рис. 14. Схема индукционной электропечи
|
||||||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 941; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.143.111.233 (0.009 с.) |