Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологічні маршрути багатошарових друкованих плат
З позицій системного підходу можна виділити два покоління багатошарових друкованих плат (БТП) [3]. У підручниках [1, 8, 9] дуже детально описані різні технологічні маршрути виготовлення БТП першого покоління, необхідність в яких була обумовлена низьким ступенем інтеграції елементної бази і складністю електричних з'єднань на платі, яка не дозволяла обійтися двома шарами металізації. В процесі "природного відбору" з плином часу свої переваги зміг показати метод металізації наскрізних отворів, за яким виготовлялося близько 80% багатошарових друкованих плат першого покоління з кількістю шарів до 30.
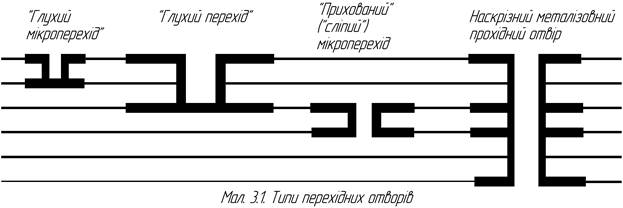
Різноманіття технологічних маршрутів виготовлення БТП першого покоління навряд чи буде істотно розширено при переході до БТП другого покоління [5]. Швидше за все, розвиток технології БТП піде шляхом комбінування відомих технологічних маршрутів, застосування нових базових матеріалів, прогресивних засобів технологічного оснащення, що відрізняються більш високою точністю і роздільною здатністю. У багатошарових друкованих платах другого покоління з'явилися приховані ("сліпі") і відкриті ("глухі") мікропереходи (рис. 3.1), що призвело до створення конструкцій друкованих плат типу HDI 1 .
Різні технологічні варіанти БТП мають свої області застосування. У цьому можна переконатися, якщо порівняти їх за наступними показниками [1, с. 234]:
- Максимальне число шарів, надійність міжшарових електричних з'єднань;
- Щільність монтажу;
- Можливість установки електронних компонентів (в тому числі інтегральних мікросхем) з штирьовими і планарних висновками, включаючи компоненти, призначені для поверхневого монтажу;
- Трудомісткість і вартість виготовлення;
- Ремонтопридатність;
- Контролепригідность;
- Тривалість технологічного циклу;
- Можливість механізації і автоматизації виготовлення БТП і збірки осередків ЕС.
Метод металізації наскрізних отворів
Назву методу дали міжшарові електричні з'єднання, здійснювані виключно за допомогою металізованих наскрізних отворів (див. Рис. 3.1). Укрупнено цей технологічний маршрут можна вявити у вигляді трьох основних етапів, розглянутих нижче.
Виготовлення заготовок
Заготовки внутрішніх шарів є тонкими двохсторонні друковані плати з відповідними малюнками провідників, а заготовки зовнішніх (зовнішніх) шарів є односторонніми друкованими платами, малюнок провідників на яких на даному етапі не сформований.
Для заготовок зазвичай використовують теплостійкий фольгований склотекстоліт марки СТФ або травної марки ФТС. При збільшенні числа шарів або виготовленні гнучких БТП замість склотекстоліта застосовуються плівкові полімідні або лавсанові фольговані діелектрики і відповідні їм препреги. Поліімідні діелектрики відрізняються від інших тим, що в них можна витравити отвори.
На кожному технологічному полі окремої (зовнішньої чи внутрішньої) заготовки пробивають базові (технологічні) отвори, за допомогою яких в подальшому забезпечується необхідне суміщення шарів.
Кількість отворів, що пробиваються встановлюється в залежності від розмірів плати і може досягати 10. Одні з цих отворів працюватимуть при формуванні малюнка внутрішніх шарів, інші - при складанні пакету, а треті - під час свердління металізуючих наскрізних і кріпильних отворів, а також при формуванні малюнка зовнішніх шарів.
Установка для суміщення і пробивання базових (технологічних) отворів дозволяє отримати з точністю кроку ± 0,05 мм при диаметрі 5 мм. Стандартний крок переміщення координатного столу складає 10 мм. Пробиті (а не просвердлені) отвори відрізняються переважно високою точністю діаметру і якістю країв отворів, найбільш придатним саме в якості опорних (реперних) знаків, а не для металізації, наприклад.
Аналогічні отвори пробивають в листах прокладки склотканини (препреги) марки СП, яка являє собою листи з кручених скляних ниток діаметром 0,1 - 0,25 мм, просочених, наприклад, епоксидним лаком ЕД-8-Х в недополімерізованому стані. Гарантійний термін зберігання препрегів не більше півроку, в іншому випадку буде мимовільна полімеризація і здатність до склеювання пропаде. Очевидно, що ступінь полімеризації епоксидної смоли буде залежати від фактичного строку зберігання і в межах зазначеного гарантійного терміну. Ця обставина надалі створює серйозні проблеми при пресуванні пакета.
На заготовках внутрішніх шарів хімічним методом з використанням фоторезистивного захисного рельєфу отримують провідний малюнок. Після стравлювання міді спостерігається небажана деформація стиснення діелектрика, обумовлена внутрішніми напруженнями, які проявляють свою дію після видалення частини мідної фольги. Величина цих деформацій залежить від характеру провідного малюнка і мінімальна у разі застосування двосторонніх фольгованних діелектриків.
Для забезпечення високої міцності зчеплення внутрішніх поверхонь заготовки необхідна відповідна обробка мідних провідників і відкритої поверхні діелектрика. Вона передбачає оксидування провідників за допомогою лужного розчину, потім обробку внутрішніх поверхонь заготовок в аміачно-хлоридному травителях, або в травителях на основі сірчаної кислоти. В результаті необхідна технологічна лінія модульної конструкції спеціально для хімічної підготовки шарів перед складанням і пресуванням пакету.
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 218; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.225.35.81 (0.005 с.) |