Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
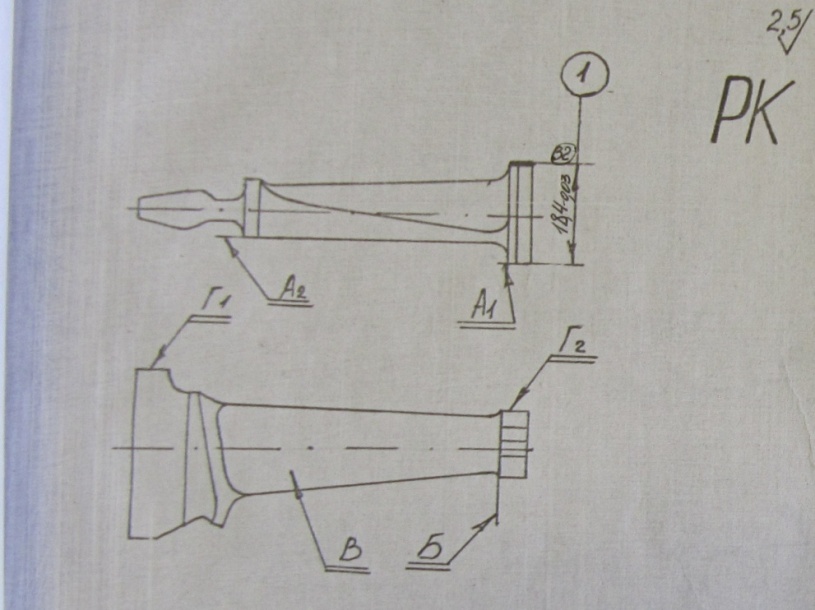
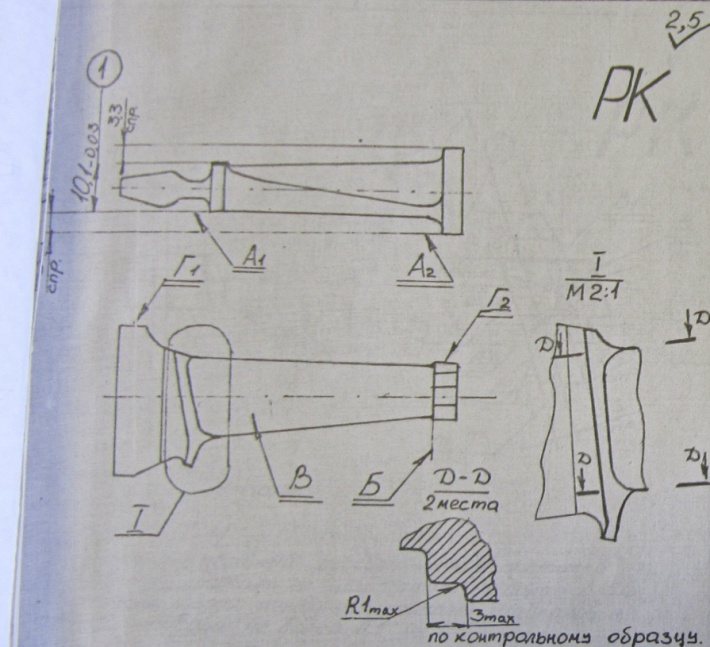
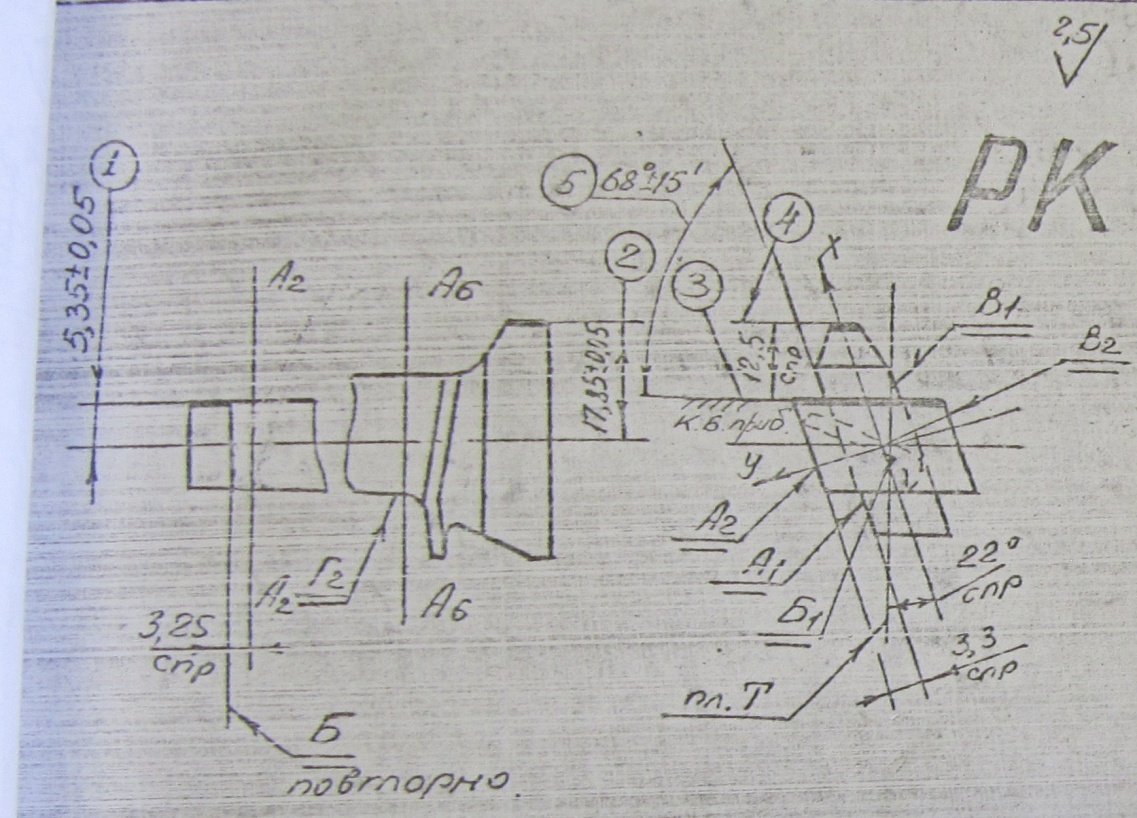
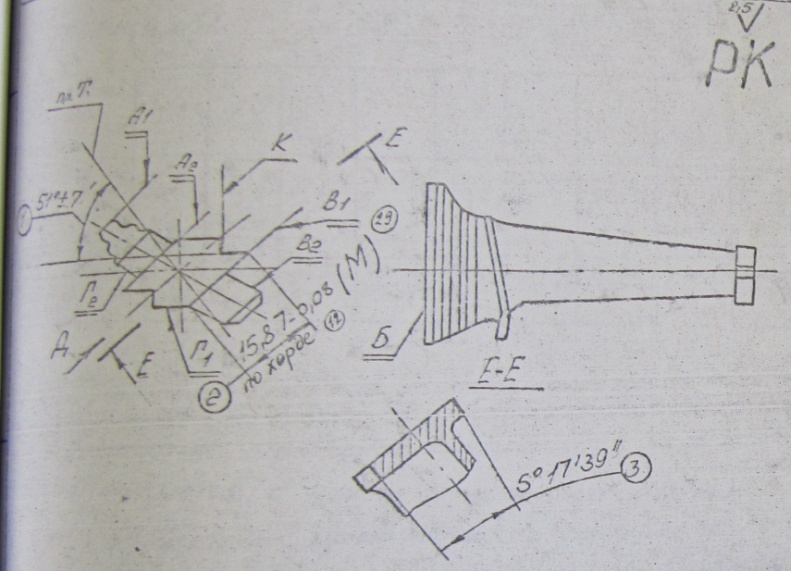
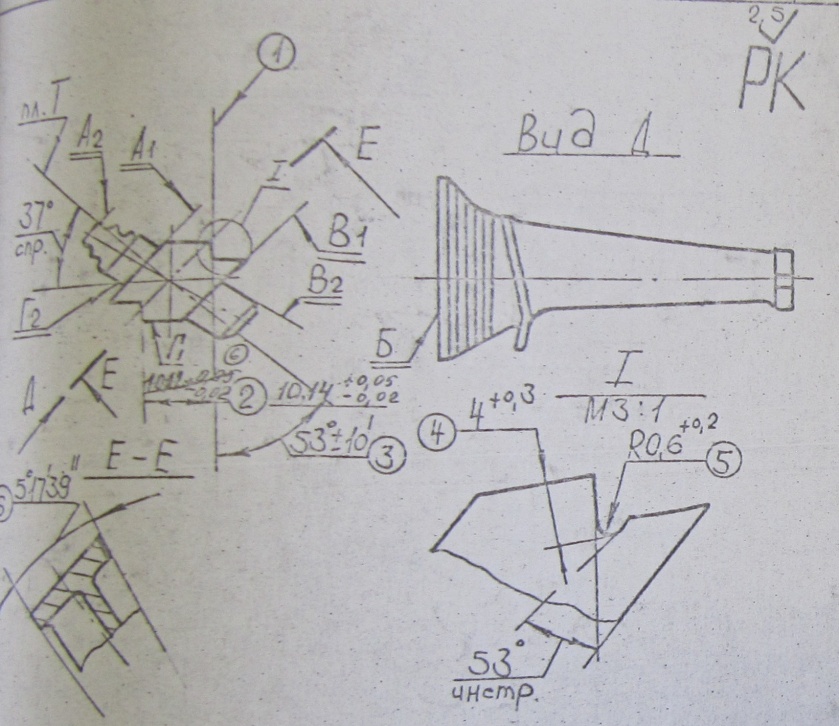
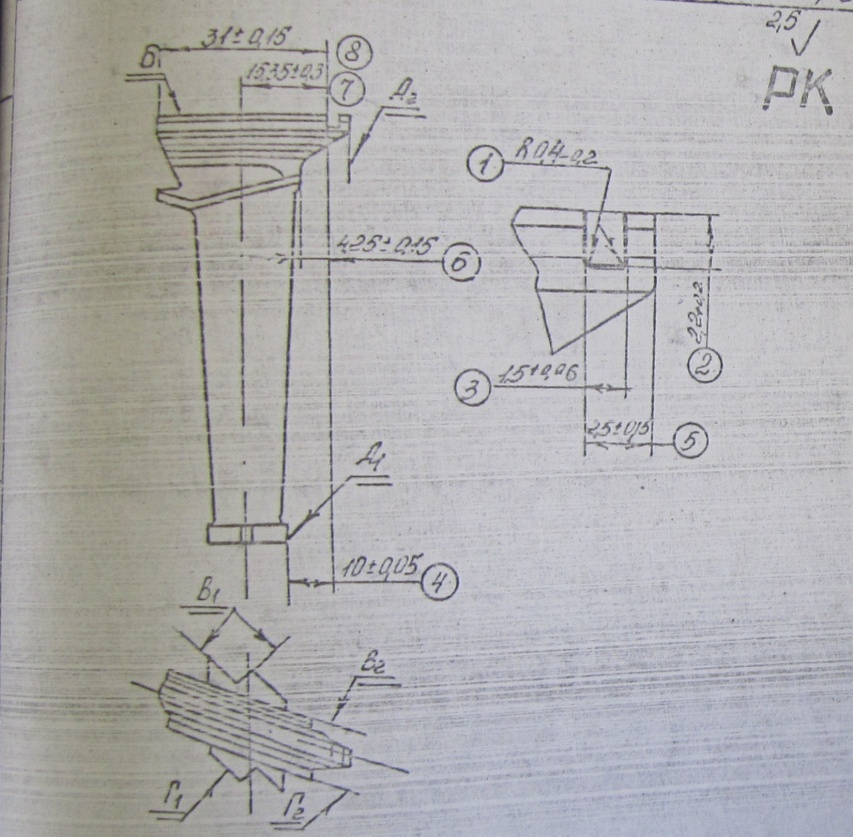
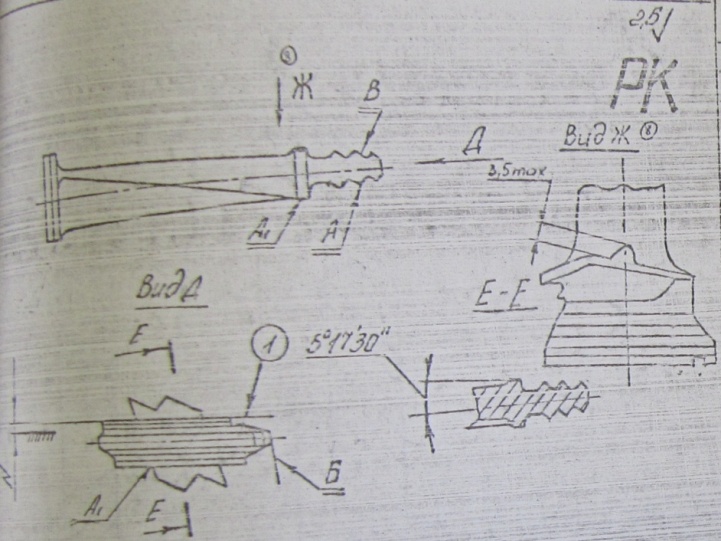
Описание маршрута механической обработки ⇐ ПредыдущаяСтр 4 из 4
Краткое описание технологического процесса Заготовительная Контрольная Проверить наличие номера плавки, номера прессформы на заготовках. Проверить правильность заполнения сопроводительной документации и отметку о выполнении термической обработки. Проверить профиль пера. Проверить перекос и смещение шейки на 2% деталей партии. Проверить толщину шейки на 2% деталей от партии. Присвоить номер партии и заполнить маршрутный лист. Уложить детали в тару.
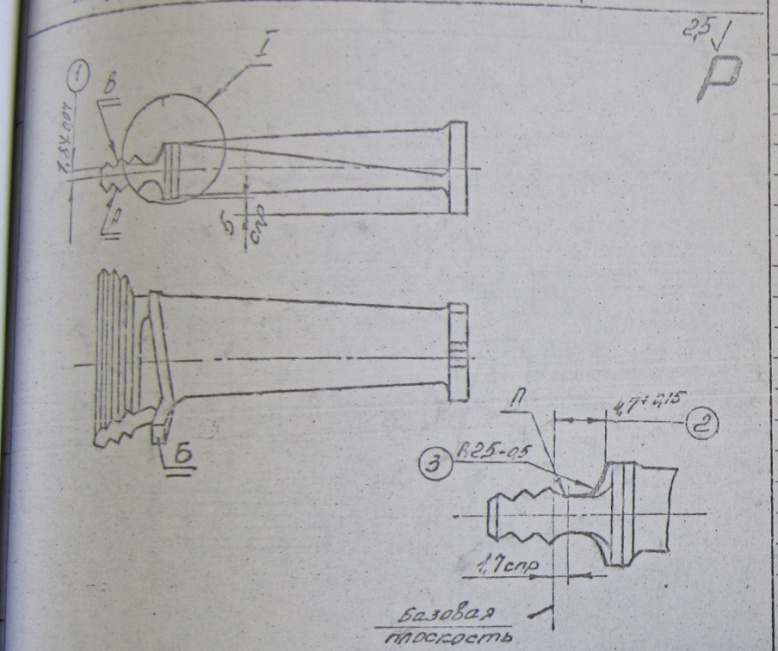
Шлифовальная Шлифовать литник заподлицо с поверхностью. Зачистить площадку под маркирование до металлического блеска. Маркировочная Маркировать порядковый номер детали в плавке Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать литник заподлицо с литой поверхностью Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать поверхность в размер 1. Открепить и снять деталь.
Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать поверхность в размер 1. Открепить и снять деталь.
Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать поверхность 4. Открепить поворотный стол приспособления, повернуть на 180 и закрепить. Шлифовать поверхность 3. Повторить переход. Открепить и снять деталь.
Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать поверхность 1. Открепить поворотный стол приспособления, повернуть на 180 и закрепить. Шлифовать поверхность 4. Повторить переход. Открепить и снять деталь
Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать поверхность 1. Открепить и снять деталь.
Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать поверхность 1. Открепить и снять деталь.
Шлифовальная Установить деталь в приспособление и закрепить. Шлифовать поверхность 1. Открепить и снять деталь.
Виброполировальная Данная операция предназначена для получения равномерной шероховатости и более равномерной степени упрочнения поверхности лопатки. Вся поверхность детали одновременно обрабатывается не связанными между собой частицами рабочей среды. Рабочая среда — абразивные гранулы различной формы и массы, стальные или фарфоровые шарики и другие наполнители помещаются в резервуар, которому с помощью вибратора сообщено механическое колебание с частотой от 20 до 50 Гц и амплитудой от 1,0 до 10 мм. При этом частицам сообщается энергия, достаточная для пластической деформации поверхности детали и снятие с нее (гранулами) мельчайших частиц металла. При обработке лопатки могут обрабатываться, свободно размещаясь в наполнителе, или закрепляться на стенках контейнера неподвижно или с вращением. Объемное виброшлифование характеризуется большим съемом металла с обрабатываемой поверхности (от 0,01 до 0,1 мм/ч), шероховатостью в пределах Ra = 1.25 мкм и средним значением глубины упрочненного слоя 0,05...0.15 мм.
-шероховатость пера, замковой полки со стороны пера контролировать сравнением с контрольным образцом и должна соответствовать 1.25√-на радиусах входных и выходных кромках и 2.5√-на остальных поверхностях пера. Маркировочная Перенести маркировку на торец замковой полки. Маркировать номер плавки и порядковый номер детали в плавке. Полировальная Шлифовать выходную кромку в размере К. шлифовать входную кромку в размере М, выдерживая размер L. Шлифовать прилив на профиле пера со стороны спинки, выдерживая размер t. Контрольная Произвести визуальный контроль лопатки на отсутствие прижогов и цветов побежалости на профиле пера. Полировальная Шлифовать профиль пера со стороны спинки. Шлифовать профиль пера со стороны корыта. Полировать профиль пера со стороны спинки. Полировать профиль пера со стороны корыта. Шлифовать лабиринтовую полку по контуру заподлицо с проймой. Шлифовать замковую полку заподлицо с проймой. Контрольная Проверить: наличие и правильность оформления сопроводительной документации; лопатку внешним осмотром на отсутствие мех. повреждений; профиль пера. Виброполировальная Загрузить до половины объема контейнера образивным боем. Установить разделительную решетку. Ячейки решетки должны быть в 1,5 раза больше диаметра наибольших гранул. Заполнить корзину фильтра насосной стации крупными опилками и установить ее в насосную станцию. Отрегулировать подачу рабочей жидкости. Загрузить 70 шт лопаток в контейнер. Включить установку, время работы 3 часа. Выключить установку. Извлечь детали. Промыть детали проточной водой. Продуть сжатым воздухом. Контрольная Сущность контроля: Капиллярный контроль методом ЛЮМ1-ОВ широко применяегся на предприятиях отрасли для выявления невидимых или слабо видимых дефектов, выходящих на поверхность лопаток. Применение,тля лопаток немагнитных материалов исключает использование при их производстве магнитных методов контроля. Капиллярные методы основаны на капиллярном проникновении индикаторных жидкостей в полости поверхностных несплошностей материала объектов контроля и регистрации образующихся индикаторных следов визуальным способом или с помощью преобразователя. Выявление поверхностных дефектов на лопатках методом люминесцентного контроля основано на физическом явлении - флуоресценции. - сущность которого заключается в том, что некоторые вещества под действием на них света начинают светиться сами. Основными этапами проведения капиллярного контроля методом Л ЮМ 1 -ОВ являются: 1. Подготовка лопаток к контролю, которая заключается в обезжиривании и промывке. Эти операции выполняются аналогично подготовке лопаток под дефектоскопическое травление.
2. Обработка лопаток дефектоскопическим материалом: заполнение полостей дефектов индикаторным пснетрантом; удаление избытка индикаторного пенетранта; нанесение проявителя. 1. Произвести контроль ЛЮМ1-ОВ поверхностей профиля пера и полки со стороны газового тракта. 2. Механические повреждения на поверхностях пера и полки не допускаются 090 Полировальная (по мере надобности) Зачистить места с дефектами, обведенные карандашом. Зачистку производить в размеры, допуски и по технологическим условиям операции №75 Фрезерная Слесарная Зачистить заусенцы и притупить острые кромки (0,2 max) после фрезеровки торца замка лопатки. Фрезерная Установить деталь в приспособление и закрепить. Фрезеровать боковой торец замковой части со стороны выходной кромки в размер 1 и 2. Открепить, снять деталь.
Слесарная Зачистить заусенцы и притупить острые кромки (0,2 max) после фрезеровки торца замка лопатки. Комплектовочная Составить комплект из 68 лопаток в соответствии с номером групп замков лопаток. На обратной стороне маршрутного листа записать маркировку каждой лопатки, входящей в комплект и номер ее группы. Фрезерная Установить деталь в приспособление и закрепить. Фрезеровать шейку замка со стороны спинки в размеры 1, 2 и 3. Открепить, снять деталь.
Фрезерная Установить и закрепить деталь в приспособлении. Фрезеровать шейку замка со стороны корыта в размеры 1, 2 и 3. Открепить, снять деталь.
Слесарная Зачистить заусенцы и притупить острые кромки (0,2 max) после фрезеровки торца замка лопатки. Шлифовальная Установить и закрепить деталь в приспособлении. Шлифовать поверхность замковой полки в размеры 1, 2. Открепить, снять деталь.
Фрезерная Установить и закрепить деталь в приспособлении. Фрезеровать лабиринтовую полку в размеры 1, 2. Открепить, снять деталь.
Фрезерная Установить и закрепить деталь в приспособлении. Фрезеровать поверхность 1 в размеры 2 и 3. Открепить, снять деталь. Слесарная Шлифовать уголок в размер 1. Шлифовать уголок в размер 2. Зачистить заусенцы на лабиринтовой полке. Протереть деталь. Шлифовальная Установить и закрепить деталь в приспособлении. Шлифовать лабиринтовую полку в размеры 1, 2, 3. Открепить, снять деталь.
Фрезерная Установить и закрепить деталь в приспособлении. Фрезеровать поверхность лабиринтовой полки со стороны входа в размеры 1, 2 и 3. Открепить, снять деталь.
Фрезерная Установить и закрепить деталь в приспособлении. Фрезеровать поверхность 1 в размеры 2, 3 и 6. Открепить, снять деталь.
Фрезерная Установить и закрепить деталь в приспособлении. Фрезеровать паз на торце лабиринтовой полки в размеры 1, 2, 3, 4, 5. Открепить, снять деталь.
Слесарная Шлифовать уголок в размер 1. Шлифовать уголок в размер 2. Зачистить заусенцы на лабиринтовой полке. Протереть деталь.
Шлифовальная Установить и закрепить деталь в приспособлении. Шлифовать поверхность 1. Открепить, снять деталь.
Слесарная Продуть сжатым воздухом пазы технологического диска и лопатки. Установить в диск 68 лопаток. Установить в пазы лопаток кольцо фиксации и закрепить (со стороны выхода). Установит поджимной фланец со стороны входа и закрепить. Установить базовый диск со стороны входа и закрепить. Установить прижимной диск и закрепить. Проверить прилегание лабиринтовых полок к базовому диску. Шлифовальная Установить на оправку приспособление с деталью и закрепить. Шлифовать лабиринтовые полки в размер 1. Открепить, снять приспособление с оправки. Шлифовальная Установить на оправку приспособление с деталью и закрепить. Шлифовать лабиринтовые полки в размер 1, 2, 3 и 4. Открепить, снять приспособление с оправки. Шлифовальная Установить приспособление с деталями в центры станка и закрепить. Шлифовать лабиринт. Токарная Установить на оправку приспособление с деталью и закрепить. Точить замковые полки. Слесарная Продуть все детали сжатым воздухом. Слесарная Зачистить заусенцы на лабиринтовой полке. Радиус притуплений кромок на лабиринте и «зиге» 0,1 … 0,4. Зачистить заусенцы на замковой полке. Радиус притуплений кромок не более 0,3 мм Фрезерная Установить и закрепить деталь в приспособлении. Фрезеровать выборку на лабиринтовой полке в размеры 1, 2, 3, 4, 5. Открепить, снять деталь.
Полировальная Зачистить заусенцы на лабиринтовой полке. Радиус притуплений кромок не более0,1 … 0,4. Шлифовать фаски. Моечная Промыть детали по технологии ТТ-328 в растворе №3 или №2. Протереть детали насухо. Контрольная Проверить правильность оформления сопроводительной документации. Проверить внешним осмотром отсутствие заусенцев, механических повреждений и качество промывки детали. Термическая Приспособление с деталями поместить в печь, герметично закрыть дверцу. Произвести вакуумирование печи до давления Контрольная Произвести определение частот собственных колебаний. Допустимая частота собственных колебаний 900-1100 Гц. Составить ведомость частот собственных колебаний, в которую вписать частоту каждой детали в соответствии с ее маркировкой. Забоины вмятины и другие механические повреждения на деталях не допускаются.
Полировальная Полировать необработанные поверхности шейки и радиусы 1, 2, 3, 4в пределах допусков указанных размеров в эскизе. Протереть детали. Контрольная Проверить детали методом ЛЮМ1-ОВ на ТТ664.выдать заключение о годности детали. Механические повреждения на деталях не допускаются. Полировальная Заполировать выходную кромку на лопатках, имеющих мелкие забоины и риски на радиусе выходной кромки. Протереть деталь. Комплектовочная Дополнить комплект лопаток до 68 шт, взамен отбракованных. В комплектной и маршрутной картах сделать отметку о произведенной замене. Контрольная Проверить правильность оформления сопроводительной документации. Проверить деталь на соответствие эталону внешнего вида. Профиль пера, ТУ пункт 3 контролируется в оп. №75. Проверить все размеры.
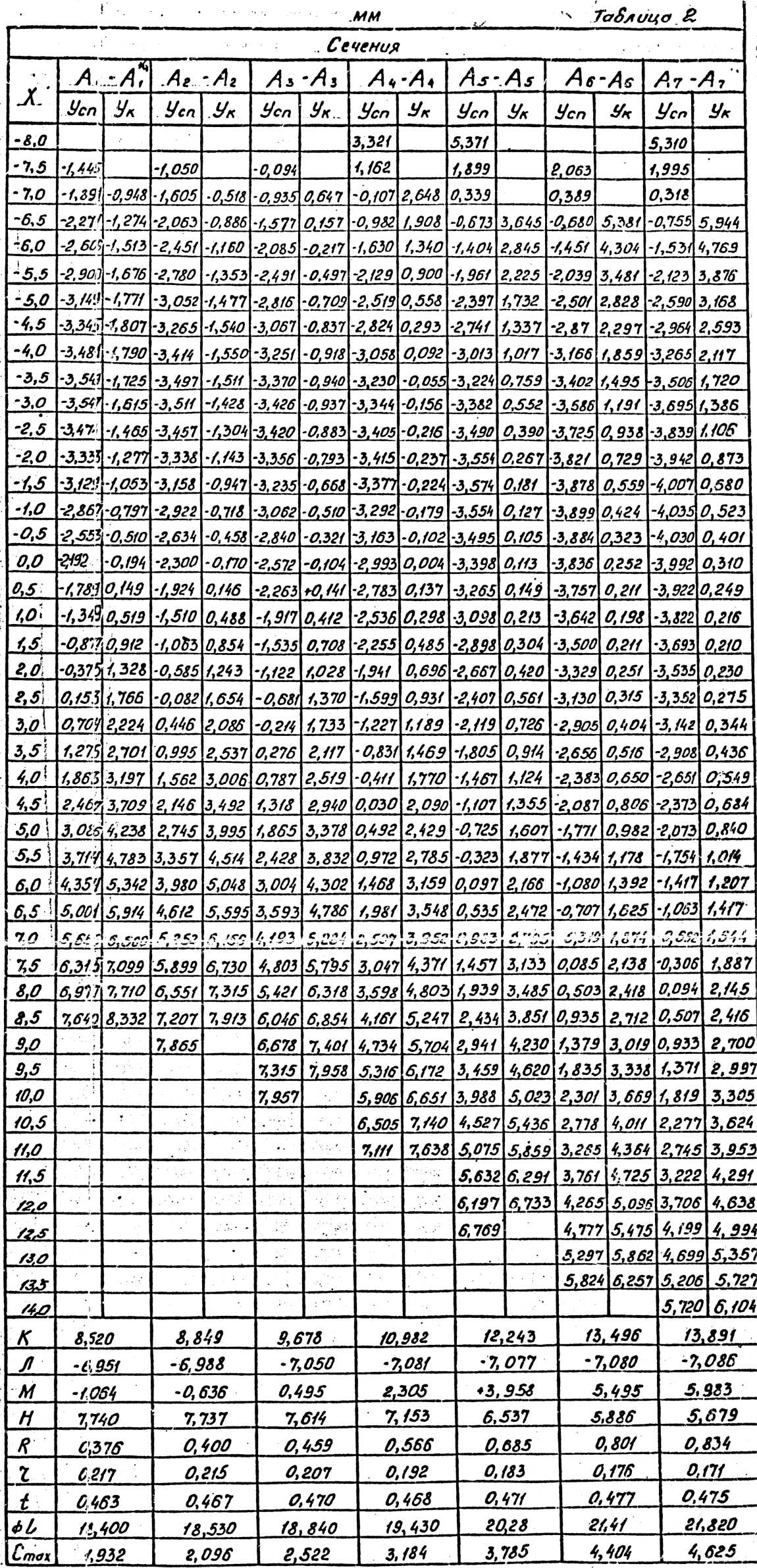
Таблица координат сечения лопатки
Список используемой литературы. 1. «Глубинное шлифование лопаток турбин» Полетаев, Волков. 2. «Производство лопаток газотурбинных двигателей» Крымов, Елисеев, Зудин. 3. «Справочник технолога-машиностроителя», под ред. А.Г. Косиловой и Р.К. Мещерякова, М., Машиностроение, 1986, Т.1 4. «Справочник технолога-машиностроителя», под ред. А.Г. Косиловой и Р.К. Мещерякова, М., Машиностроение, 1986, Т.2 5. «Станочные приспособления», под ред. Б.Н. Вардашкина и А.А. Шатилова, М., Машиностроение, 1984, Т.1 6. «Технология изготовления двигателей ГТД» Демин
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 229; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.213.97 (0.064 с.) |
 нагреть до 960 градусов и выдерживать при этой температуре 2ч 30 мин. Охлаждение до 200 градусов в течение 2ч 30 мин.
нагреть до 960 градусов и выдерживать при этой температуре 2ч 30 мин. Охлаждение до 200 градусов в течение 2ч 30 мин.