Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологический процесс обработки платьев,
Мужских верхних сорочек Женская и детская одежда платьево-блузочного ассортимента отличается большим разнообразием форм, конструкций, отделочных элементов, применяемых материалов. При ее изготовлении широко используется вышивка, выполняемая на многоголовочных и одноигольных машинах с программным управлением – таких как машины фирмы «Таджима» (Япония), «ZDK» (ФРГ) и др. Конструктивная стабильность мужских сорочек позволяет широко использовать полуавтоматы для обработки клапанов, манжет, воротников, застежек и т.д. Свойства текстильных материалов, применяемых для платьев и сорочек, вызывают необходимость применять в процессе соединения деталей швейные машины цепного стежка, машины с дифференциальным и комбинированным механизмами перемещения материалов. При выполнении стачных швов в изделиях из тонких и средней толщины тканей используют машины для выполнения одновременно двух строчек: стачивающей (однолинейной двухниточной челночной или цепной) и обметочной (цепной трехниточной). Разнообразие модельных особенностей изделий позволяет широко применять технологическую оснастку швейных машин, в том числе универсально-сборные приспособления. В отличие от одежды пальтово-костюмного ассортимента в платьях и мужских, детских сорочках в меньшей степени используются прокладочные материалы. Их применяют для придания формоустойчивости и хорошего внешнего вида воротнику, манжетам, клапанам, листочкам, планкам, подбортам и т.д. Для качественного дублирования деталей рекомендуется использовать способ прессования, в условиях небольших предприятий – с применением малогабаритных прессов типа RSP-450 фирмы «Global» (Нидерланды) и т.п.
Начальная обработка деталей Платья, сорочки изготавливаются преимущественно без подкладки, поэтому в большинстве случаев требуется обработка срезов деталей для предохранения их от осыпания нитей. Наиболее распространенный способ – обметывание срезов, выполняемое как самостоятельная операция или совмещенное с соединением деталей. Вытачки в женских и детских платьях проектируются в основном неразрезными. Соединение деталей, имеющих углы, в изделиях из легко осыпающихся материалов выполняется с использованием дополнительной полоски материала. Припуск материала на шов в углах надсекают так, чтобы разрез не доходил до строчки на 1-2 мм.
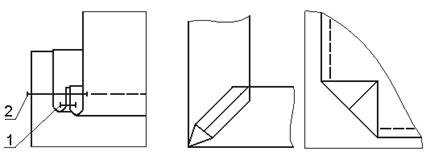
При соединении деталей накладным швом по овальной линии обтачку из основного материала притачивают к детали, затем край детали вывертывают и приутюживают, сохраняя контур заданной линии. Деталь с обработанным краем накладывают на лицевую сторону другой детали лицевой стороной вверх согласно разметке и настрачивают (рис. 103а). При настрачивании детали по ломаной линии строчкой, расположенной от подогнутого края на расстоянии не более 5 мм, ткань в углах закладывают так, чтобы срезы детали не выходили на лицевую сторону. Если строчка расположена на расстоянии от подогнутого края более чем на 5 мм, угол детали с изнаночной стороны предварительно стачивают швом шириной 5÷7 мм, затем шов расправляют или разутюживают (рис. 103б). Угол вывертывают, края детали приутюживают и настрачивают ее по намеченной линии.
а) б) в)
Застрачивание складок, выполнение отделочных строчек, обработку поясов выполняют на специализированных двух- и четырехигольных машинах.
Обработка карманов При изготовлении сорочек наиболее распространены накладные карманы. Верхний край кармана может быть обработан за счет припуска (рис. 104а), бейкой (рис. 104б), окантован (рис. 104в).
а) б) в)
Рис. 104. Обработка верхнего среза кармана припуском (а), бейкой (б), окантовыванием (в)
Для заутюживания срезов накладных карманов применяются фальцующие устройства, позволяющие получить требуемую точность конфигурации карманов. Наиболее эффективна обработка верхнего края бейкой на двухигольной машине с приспособлением для подгибания срезов бейки и кармана; при окантовывании срезов кармана целесообразно использовать специальное приспособление – окантовыватель. Накладные карманы в женском и детском платье отличаются большим разнообразием отделочных элементов. При обработке накладных карманов в платье из легкоосыпающихся материалов боковые и нижние срезы карманов должны быть обметаны. Накладные карманы могут быть обработаны с подкладкой (как в одежде пальтово-костюмного ассортимента).
Карманы в швах, расположенные вертикально (рис. 105а), обрабатывают путем притачивания подкладки кармана к припускам основных деталей и стачивания подкладки карманов с обметыванием срезов. В зависимости от модели изделия части подкладки кармана могут быть выкроены вместе с основными деталями. При горизонтальном и наклонном расположении карманов (рис. 105б) технологичные конструкции деталей используются более широко, поскольку при изготовлении платья подкладка карманов в основном проектируется из основного материала.
Рис. 105. Обработка кармана в шве, расположенном вертикально (а) и наклонно (б)
Прорезные карманы при изготовлении платья могут обрабатываться без долевиков и подзоров (если подкладка кармана из основного материала). При обработке прорезных карманов в рамку простую (рис. 106), сложную (рис. 107) обтачки после притачивания вывертывают на изнанку изделия, выправляя рамку, и закрепляют концы обтачек с изнанки двойной обратной строчкой. К верхней обтачке притачивают одну часть подкладки кармана, предварительно обметанную по верхнему срезу. Если материалы легкоосыпающиеся, то срезы шва притачивания подкладки кармана к нижней обтачке обметывают. Карманы с листочками с втачными (рис. 108) и настрочными концами (рис. 109) обрабатываются с использованием деталей технологичных конструкций.
а) б)
Обработка прорезных карманов и их технология значительно упрощается при использовании полуавтомата фирмы «Дюркопп» кл. 745-34 и его модификаций. Обработка застежек Застежки в виде борта могут быть обработаны цельновыкроенными или отрезными подбортами, с прокладками или без них. При обработке бортов отрезными подбортами подборта могут быть выкроены с надставками. В платьях с застежкой до линии талии и в блузках допускается одна надставка, в платьях с застежкой до низа, халатах и платье-пальто – не более двух. Шов притачивания надставки может проходить в поперечном или косом направлении. Величина скоса не должна превышать 1/3 ширины подборта, длина надставки – не менее 60 мм, расстояние от швов до петель должно быть не менее 20 мм. Линия надставки проектируется ниже первой петли. Если изделие выкроено из прозрачной ткани, правый подборт должен быть цельным (без надставок). Надставки притачивают швом 7 мм. Шов расправляют, а в изделиях из шерстяных и шелковых материалов – разутюживают. Внутренние срезы подбортов обметывают вместе с прокладкой; в изделиях из легкоосыпающихся шелковых материалов – дополнительно застрачивают или обрабатывают швом вподгибку с закрытым срезом. В изделиях из хлопчатобумажных тканей края подбортов могут быть застрочены швом вподгибку с открытым срезом (рис. 110).
а) б) в) г) д)
Рис. 110. Обработка внутренних срезов подбортов: а) обметыванием; б) обметыванием с последующим застрачиванием; в) застрачиванием швом вподгибку с закрытым срезом;
г) застрачиванием швом вподгибку с открытым срезом; д) обтачиванием прокладкой
На рисунке 111 представлены схемы обработки края борта различными способами.
а) б)
в) г)
Рис. 111. Обработка края борта: а) обтачным швом в кант с отделочной строчкой; б) обтачным швом в кант без отделочной строчки; в) с цельновыкроенным подбортом; г) окантовыванием
При обработке застежек втачными планками на детали на месте расположения планки вырезают участок материала, равный ширине планки в готовом виде минус припуски на швы притачивания верхней и нижней планок. Нижний участок застежки усиливают полоской прокладочного или основного материала, располагая его с изнаночной стороны детали (рис. 112а). Обтачивают верхний край планок в зависимости от модели полностью или до надсечки, определяющей середину. Планки накладывают на основную деталь, уравнивая обрезные края планок с краями вырезанного участка, и притачивают одновременно верхнюю и нижнюю стороны планок. При другом способе разметки (рис. 112б) наносят линию середины переда – разреза, поперечную линию, определяющую размер застежки, и две вспомогательные линии влево и вправо от средней на расстоянии, равном удвоенной ширине планки в готовом виде. В этом случае планки накладывают на основную деталь, уравнивая сгибы с намеченными вспомогательными линиями, и притачивают по намеченной линии на планке. Правильность притачивания планок проверяют с изнанки. Строчки должны быть параллельными и заканчиваться на одном уровне, а расстояние между строчками должно равняться ширине планки в готовом виде. При первом способе разметки надсекают швы в углах со стороны изнанки основной детали. При втором способе разметки отверстие для застежки разрезают с изнанки основной детали посередине между строчками, не доходя до концов строчек на 15 мм, разрез выполняют наклонно по направлению к концам строчек и не доводят до них на 1÷1,5 мм. Необработанные стороны планки и концы вывертывают на изнаночную сторону изделия, правую планку накладывают на левую (женская одежда), выправляют швы притачивания планок. Затем основную деталь отгибают на уровне конца застежки, подтягивают концы планок, угол в конце разреза расправляют и закрепляют застежку по основанию угла двойной обратной строчкой (рис. 112в).
а) б) в)
Рис. 112. Обработка застежек втачными планками:
а) укрепление нижнего края застежки; б) разметка места расположения застежки (второй способ); в) закрепление конца застежки
Внутренние срезы планок и нижние их концы вместе с полоской ткани обметывают на спецмашине. В изделиях с отворотами планки должны быть выкроены одновременно с подбортами. С целью экономного использования материалов планки могут быть выкроены одинарными и обработаны подбортами. При обработке застежки, не доходящей до низа изделия, настрочными планками верхняя часть верхней планки выкраивается длиннее нижней на величину мыса, которым заканчивается планка (по модели), или на величину, позволяющую закрыть нижний конец застежки (рис. 113). Притачивают нижние части планок, совмещая их лицевую сторону с изнаночной стороной переда. Перед надсекают, не доходя до концов швов притачивания планки внизу 1-2 мм. Край верхней части нижней планки настрачивают на основную деталь швом шириной 1-2 мм, закрывая шов притачивания нижней части планки. Скрепляют нижний конец застежки, стачивая надсеченный участок основной детали, две части нижней планки и нижнюю часть верхней планки. По сгибу верхней планки прокладывают отделочную строчку до угла мыса. Обрезной край верхней планки подгибают внутрь по боковой и нижней сторонам (образуя внизу форму мыса по модели) и настрачивают на основную деталь, закрывая шов притачивания планки и шов скрепления застежки в нижней части (рис. 114). Мыс настроченной планки может быть обтачан до соединения планок с основной деталью.
Застежки до низа изделия могут быть обработаны цельновыкроенными или отрезными планками. При обработке планки, цельновыкроенной с деталью переда, основную деталь перегибают по намеченной линии лицевой стороной внутрь и стачивают. В зависимости от модели может быть проложена отделочная строчка. Внешний край планки обрабатывают отрезным или цельновыкроенным подбортом. По краю прокладывают отделочную строчку на таком же расстоянии, как и по внутренней стороне планки (рис. 115а). В изделиях из тонких материалов можно дважды перегнуть деталь переда по внешнему краю планки в сторону изнанки (ширина каждого перегиба равна ширине планки) и проложить строчку. Затем отвернуть планку на лицевую сторону изделия и проложить отделочную строчку по внешнему краю планки (рис. 115б).
а) б)
Рис. 115. Обработка застежек цельновыкроенными планками в изделиях из толстых (а) и тонких (б) материалов
Отрезные планки могут быть соединены с изделием накладным или настрочным швом. Застежка мужских сорочек с планками в массовом производстве выполняется на двухигольных машинах с приспособлениями для формирования подгибов срезов планки и основной детали (рис. 116а). При обработке застежки такого типа на одноигольной машине внутренний край планки перегибают в сторону изнанки на 5–7 мм (и более в зависимости от ширины отделочной строчки) и заутюживают. Затем обтачивают планкой край борта, шов выправляют, образуя кант из планки в сторону изнанки переда, и приутюживают. Внутренний край планки настрачивают. Вторая сторона застежки обрабатывается так же или подбортом (рис. 116б). Внутренний срез подборта может быть совмещен с кромкой ткани, обметан или настрочен на деталь переда с подгибом среза.
а) б)
Рис. 116. Обработка застежек мужских сорочек настрочными планками: а) на двухигольной машине; б) на одноигольной машине
Застежку, расположенную в шве, можно обрабатывать, когда сгибы припусков шва закрывают звенья молнии одинаково с двух сторон или когда один сгиб закрывает два ряда звеньев. Обработка низа рукавов При обработке низа рукавов швом вподгибку срез низа рукава перегибают в сторону изнанки на 7÷10 мм, затем перегибают вторично на величину, предусмотренную по модели, и в изделиях из хлопчатобумажных и льняных тканей застрачивают на стачивающей машине на расстоянии 1-2 мм от сгиба, а в изделиях из шелковых и тонких шерстяных тканей – подшивают на машине потайного стежка. Низ рукавов может быть обработан швом вподгибку с открытым предварительно обметанным срезом. В изделиях из неосыпающихся материалов припуски низа рукавов прикрепляют без обметывания. В зависимости от модели и свойств материала по низу рукавов может быть проложена отделочная строчка; предусмотрена прокладка. Низ рукавов может быть обработан на машине зигзагообразной строчки. В зависимости от модели, например при фигурном оформлении низа рукава, обработку его выполняют подкройной обтачкой. Обтачка может быть соединена с прокладкой из материала с клеевым покрытием или без него. Она может располагаться с лицевой или изнаночной стороны рукава. Шов обтачивания может быть настрочен на обтачку (при ее расположении на изнаночной стороне рукава) или на рукав (обтачка на лицевой стороне). Отрезную обтачку можно настрачивать на низ рукава с помощью приспособления накладным швом с закрытым срезом (рис. 117в). Внутренний срез обтачки, расположенной с изнаночной стороны рукава, подшивают на специальной машине потайного стежка; расположенной с лицевой стороны – настрачивают на стачивающей машине (рис. 117г). Обтачкой можно обработать низ рукава в развернутом виде. Затем срезы шва рукава и обтачки стачивают за один прием так, чтобы обработанные нижние срезы в шве совпали.
а) б) в) г)
Рис. 117. Обработка низа рукава обтачкой: а) с изнаночной стороны рукава; б) с изнаночной стороны рукава при наличии отделочной строчки; в) настрачивание обтачки; г) с лицевой стороны рукава
Низ рукавов может быть обработан окантовочной полоской на машине с приспособлением; бейкой на двухигольной машине с приспособлением для одновременного подгибания срезов бейки. Манжеты могут быть прямыми или фигурными, замкнутыми или с обработанными концами, притачными или отложными, обрабатываться с прокладками или без них. Прямые притачные манжеты выкраиваются цельными. Замкнутую манжету складывают поперек посередине лицевой стороной внутрь, уравнивают срезы и стачивают их швом шириной 5÷7 мм. Шов разутюживают, манжету вывертывают на лицевую сторону, складывают вдоль посередине изнанкой внутрь и приутюживают. Если по модели концы манжеты должны застегиваться на петли и пуговицы, то манжету складывают вдоль посередине лицевой стороной внутрь, уравнивая срезы, и обтачивают концы. В манжетах, состоящих из двух частей, обтачивание выполняют и по долевой стороне манжеты. Швы в углах подрезают, манжету вывертывают на лицевую сторону, швы выправляют и приутюживают. В рукавах с манжетами без разреза для свободного прохождения руки оставляют участок, где манжету не притачивают. Этот участок между надсечками может быть предварительно обработан швом вподгибку с закрытым срезом (рис. 118) или обметан одновременно с притачиванием манжеты на стачивающе-обметочной машине (рис. 119а). В зависимости от модели нижние и верхние части манжеты могут быть притачаны на стачивающе-обметочной машине или на стачивающей машине с последующим обметыванием срезов. Для этого манжету накладывают лицевой стороной на лицевую сторону рукава, уравнивая срезы, и притачивают швом шириной 7-8 мм (рис. 119б). Притачные манжеты накладывают на изнанку рукавов нижней частью манжеты вниз и притачивают, закладывая на рукаве по надсечкам складочки или образуя сборки, если это предусмотрено по модели. Ширина шва – 7 мм. Срезы шва отгибают в сторону нижней части манжет. Срез верхней стороны манжеты подгибают внутрь на 5 мм так, чтобы подогнутый край закрывал строчку притачивания нижней части манжеты, и настрачивают его на расстоянии 1 мм от подогнутого края (рис. 120б).
а) б)
Отложные манжеты можно соединять с рукавами с помощью косой одинарной или двойной бейки, обтачки или без них. Концы обтачек стачивают швом шириной 7÷10 мм, шов разутюживают. Внутренние срезы обтачек, выкроенных по форме низа рукава, обметывают или подгибают в сторону изнанки на 5÷7 мм и застрачивают на расстоянии 1 мм от края. Готовую манжету надевают на готовый рукав, совмещая лицевую сторону нижней части манжеты с лицевой стороной рукава, на манжету надевают обтачку лицевой стороной к манжете, уравнивают срезы и притачивают со стороны обтачки швом шириной 7 мм. Шов отгибают в сторону обтачки и настрачивают на расстоянии 2-3 мм. Обтачку отгибают на изнанку рукава, шов выправляют, образуя кант шириной 1-2 мм из рукава, и приутюживают. Внутренние края обтачки прикрепляют к рукаву в нескольких местах вручную потайными стежками или подшивают по всей длине обтачки (рис. 120а). При соединении отложных манжет с низом рукавов без обтачек манжету вкладывают внутрь рукава, совмещая лицевую сторону манжеты с изнанкой рукава, уравнивают срезы и притачивают манжеты швом шириной 7÷10 мм. Шов отгибают в сторону рукава и иногда настрачивают на рукав на расстоянии 2-3 мм от края. Затем манжету отгибают на лицевую сторону рукава. Низ рукавов приутюживают (рис. 120б).
а) б)
Рис. 120. Соединение отложных манжет с низом рукавов: а) с обтачкой; б) без обтачки
Низ рукавов может быть обработан с имитацией притачных или отложных манжет. Низ рукава перегибают по намеченной линии и прокладывают строчку 1, а затем низ рукавов приутюживают (рис. 121а).
а) б)
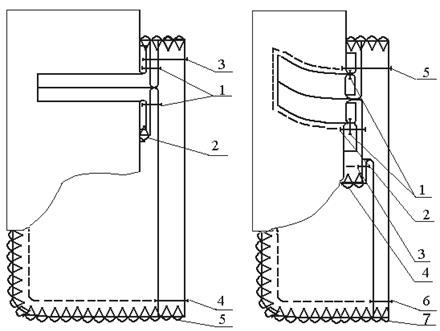
Рис. 121. Обработка цельновыкроенных с рукавами манжет: а) притачных; б) отложных Верхние мужские и детские сорочки могут быть с длинными или короткими рукавами, с манжетами или без манжет. Низ коротких рукавов мужских сорочек может обрабатываться швом вподгибку с закрытым срезом, бейкой, притачными или отложными манжетами. Низ длинных рукавов чаще всего обрабатывается с притачными манжетами и застежкой. Если застежка рукава расположена на продолжении шва, ее обрабатывают так же, как застежку в шве изделия, для чего предусматривают припуски на шов. Разрез застежки на продолжении шва также может быть обработан обтачкой (рис. 122); заутюженной планкой, вкладываемой в шов притачивания надставки рукава (рис. 123). Нижнюю сторону разреза застрачивают швом вподгибку с закрытым срезом на длину разреза рукава. На стачивающе-обметочной машине к верхней стороне застежки на длину разреза притачивают планки, соединяя надставки с рукавами и одновременно подгибая верхний угол планки. Верхний конец разреза закрепляют с лицевой стороны строчкой в форме треугольника (рис. 123). При обработке низа рукавов манжетами с застежкой на целой детали разрез может быть обработан окантовочным швом (рис. 124). Обтачку притачивают к обеим сторонам разреза одной строчкой на стачивающей машине с приспособлением, одновременно подгибающим оба среза обтачки. Ширина шва со стороны обтачки и рукава 5÷7 мм, в верхнем конце разреза она должна быть уменьшена до 2 мм. При обработке без приспособления обтачку лицевой стороной складывают с изнаночной стороной рукава и притачивают к правой и левой сторонам разреза швом шириной 5÷7 мм. Шов расправляют, отгибают его в сторону обтачки. Свободный срез обтачки подгибают на 5÷7 мм и настрачивают на расстоянии 1 мм от края, закрывая шов притачивания на 2 мм. Конец разреза закрепляют с изнаночной стороны рукава вытачкой (рис. 124а) или с лицевой стороны строчкой по форме прямоугольника. Концы обтачек подрезают на уровне срезов рукавов. В другом варианте обработки деталь разрезают по разметке, делая подрез в сторону в конце разреза. Срезы обрабатывают швом вподгибку с закрытым срезом. По краю, образующему верхнюю сторону застежки, срез подгибают в сторону изнанки, а по краю, образующему нижнюю сторону застежки, – на лицевую сторону (рис. 125а). Обработанный край верхней стороны застежки накладывают на нижний, образуя складку 20÷25 мм, и скрепляют строчкой в виде прямоугольника, располагая ее так, чтобы подрез попал между строчками. Затем притачивают манжету (рис. 125б).
а) б)
а) б)
Рис. 124. Обработка застежки, выполненной на целой детали, окантовочным швом: а) обработка сторон застежки; б) соединение манжеты с низом рукава
а) б) Рис. 125. Обработка застежки, выполненной на целой детали: а) обработка сторон застежки; б) соединение манжеты с низом рукава Манжеты дублируют клеевой прокладкой с изнаночной стороны. Верхний срез прокладки огибают краем манжеты и прокладывают строчку 1 на расстоянии 5–7 мм от подогнутого края. Манжету перегибают вдвое по длине и стачивают по боковым сторонам (рис. 126а). Манжеты вывертывают на лицевую сторону и прессуют с использованием шаблона. По лицевой стороне манжет на расстоянии 5-6 мм от края прокладывают отделочную строчку 2 (рис. 126б). На манжетах обметывают петли (строчка 3) и пришивают пуговицы. В массовом производстве срезы рукава вкладывают между подогнутыми краями манжеты и настрачивают со стороны верхней манжеты на расстоянии 0,1 см от подогнутого края (строчка 4).
а) б)
Рис. 126. Обработка низа рукавов с манжетами: а) обтачивание манжеты; б) соединение манжеты с низом рукава
При соединении манжеты с низом рукава на одноигольной машине нижнюю часть манжеты притачивают к нему, а затем, накрыв шов, настрачивают верхнюю часть манжеты на расстоянии 1 мм от обработанного сгиба. Последняя операция может быть совмещена с прокладыванием отделочной строчки по боковым и нижней сторонам манжеты.
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 1284; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.131.72 (0.075 с.) |


 а) б)
а) б)